

Pas à pas avec une visée généraliste (en essayant de le rendre accessible au plus grand monde) sur le monde de l'impression 3D et son service dans le domaine du bois.
Il n'est pas fait pour les personnes expérimentées, du tout moins dans sa première partie (m'enfin vous allez peut-être apprendre des choses sur le slicer  !), car cela n'a pas d'intérêt si vous maitrisez l'impression 3D.
!), car cela n'a pas d'intérêt si vous maitrisez l'impression 3D.
Dans sa seconde partie il sera exclusivement réservé aux impressions utiles dans le monde du bois.
Néanmoins, si vous identifiez un élément que vous jugez incorrect, n'hésitez pas à me corriger.
De la même manière, il peut être ardu de rendre un domaine de spécialité à la fois intelligible et accessible à ceux qui ne le maîtrisent pas. Si vous désirez des éclaircissements ou des détails supplémentaires sur un sujet particulier, je vous invite à me le signaler !
Pour ma part, j'ai accumulé plusieurs milliers d'heures d'expérience en impression 3D, couvrant un large éventail de projets, allant d'objets décoratifs à des gabarits pour le travail du bois aux adaptateurs de batterie pour de l'électroportatif. J'utilise principalement l'impression 3D pour moi-même et mes proches, bien que j'aie également réalisé de nombreuses commandes pour des particuliers ainsi que pour des professionnels. Je possède actuellement deux imprimantes, et au fil du temps, j'ai eu l'occasion d'utiliser une dizaine d'autres modèles. Voilà pour mon expérience dans le domaine.
Liste des articles
- INTRO : l'impression 3D Kesako ?
- INTRO : quelle imprimante acheter ?
- INTRO : CAO et Slicers.
- I - Les débuts dans l'impression, la taille de la buse.
- I-A Les paramètres clefs dans Cura : rotations et supports.
- I-B-1 Les paramètres clefs dans Cura : les options indispensables.
- I-B-2 Vitesse, température et filaments.
- I-B-3 La calibration (étape optionnelle)
- I-CCL : mes paramètres pour une imprimante CR10S et QQ remarques pour Cura.
- II - Les indispensables de l'impression 3D dans un atelier.
- II - A Les instruments de mesure et de marquage.
- II-B-1 Les adaptateurs pour les aspirateurs de chantier et les machines.
- II-B-2 Quelques accessoires utiles pour l'aspirateur de chantier.
- II-B-3 Les adaptateurs pour les aspirateurs à copeaux et les tuyaux.
- II-B-4 Les connecteurs d'aspiration spécifiques aux machines
- II-C-1 Les batteries.
- II-C-2 Exemples d'adaptateurs Bosch, Makita, Dewalt, Parkside
- II-C-3 Les holders pour les batteries (Festool, Dewalt, Makita, Parkside, Ryobi etc.)
- II-C-4 L'usage détourné des batteries.
- II-D-1 Les machines.
- II-D-2-1 Les défonceuses : bagues de copiage (Bosch, Festool, Makita, Triton etc.)
- II-D-2-2 Les défonceuses : accessoires.
- II-D-2-3 Les défonceuses : gabarits et Jig.
- II-D-3-1 Les lamelleuses et les Festool Domino.
- II-D-3-2 Les "knock off" de Festool Domino.
- II-D-4-1 Les ponceuses !
- II-D-4-2 Les ponceuses : holders
- II-D-4-3 Les ponceuses : divers
- II-D-5-1 Les plongeantes
- II-D-5-2 Les plongeantes : rails et accessoires.
- II-D-6-1 Les perceuses-visseuses
- II-D-7-1 Les machines stationnaires
- II-E-1 Bouton/poignée moletée/étoilée (Knob)
- II-F-1 Les systainers (Festool, Makita, Stier etc.)
- II-F-2 Les systainers : les réparations.
- II-F-3 Les systainers : les holders.
- II-G-1-1 Divers : les petits fix !
- II-G-1-2 Divers : les astuces !
- II-CCL Partie II et CCL générale.
- - - - - - -
- FAQ - Foire Aux Questions
- Glossaire général
- Glossaire filament, My2Cents
- Glossaire troubleshooting
INTRO : l'impression 3D Kesako ?
 Disclaimer
Disclaimer
Les imprimantes sont rapidement surpassées par les nouvelles générations qui émergent à un rythme effréné. La dernière avancée majeure est l'introduction des imprimantes CoreXY, réputées pour leur vitesse d'impression considérablement accrue, pouvant être jusqu'à quatre à cinq fois plus rapides que leurs prédécesseurs.
Néanmoins, il est important de souligner que les "vieilles" imprimantes cartésiennes ne sont pas pour autant obsolètes. Elles offrent une fiabilité éprouvée et une qualité constante, même si elles ne rivalisent pas en vitesse avec les modèles CoreXY plus récents.
Un petit message pour la planète donc, ne succombez pas au chantre de la dernière nouveauté si vous en possédez une, elle fera très bien l'affaire, malgré son temps de chauffe digne d'un moteur diesel et une impression aussi rapide qu'une ZX sur des routes d'Afrique de l'Ouest.
Petit point 1 : je vais faire mon possible pour traduire les éléments en anglais. Néanmoins il est important de signaler qu'utiliser un logiciel en anglais offre un support beaucoup plus important par la communauté anglophone dont la grande majorité des logiciels sont issues.
Petit point 2 : évitez d'imprimer du filament nocif pour la santé humaine (ABS, HYPS et j'en passe) sans avoir un système de filtration actif. Source : Ultrafine particle emissions from desktop 3D printers (Une autre source en français : Irsst, le pdf, une vidéo en français pour les récalcitrants à la lecture Impression 3D et risque pour la santé; en résumé : pas de souci si vous imprimez pas 24 sur 24 avec 10 imprimantes dans 10m2).
Disclaimer
Voici une brève explication de l'impression 3D FDM (il en existe d'autres types).
L'impression "FDM" (Fused Deposition Modeling) ou en français "Modélisation par dépôt de fil fondu" consiste à déposer couche après couche un matériau thermoplastique extrudé à travers une buse - généralement en laiton - portée à une température élevée, souvent de plusieurs centaines de degrés Celsius.
Ces couches suivent un schéma précis défini par le fichier (le Gcode) de conception 3D de l'objet à réaliser.
Les matériaux utilisés en FDM sont variés, incluant, mais sans s'y limiter, l'ABS (Acrylonitrile Butadiène Styrène, nocif), le PLA (Acide Polylactique), le PETG (Polyéthylène Téréphtalate Glycol), chacun offrant des propriétés spécifiques en termes de résistance, de flexibilité et de durabilité, adaptées aux besoins spécifiques de chaque projet.
Il y a d'autres types de filament (PC, Nylon, composite etc.), mais ceux ci-dessus sont les principaux utilisés.
Ce procédé permet une grande flexibilité dans la création d'objets complexes avec un degré de détail élevé, ils offrent une multitude d'applications.
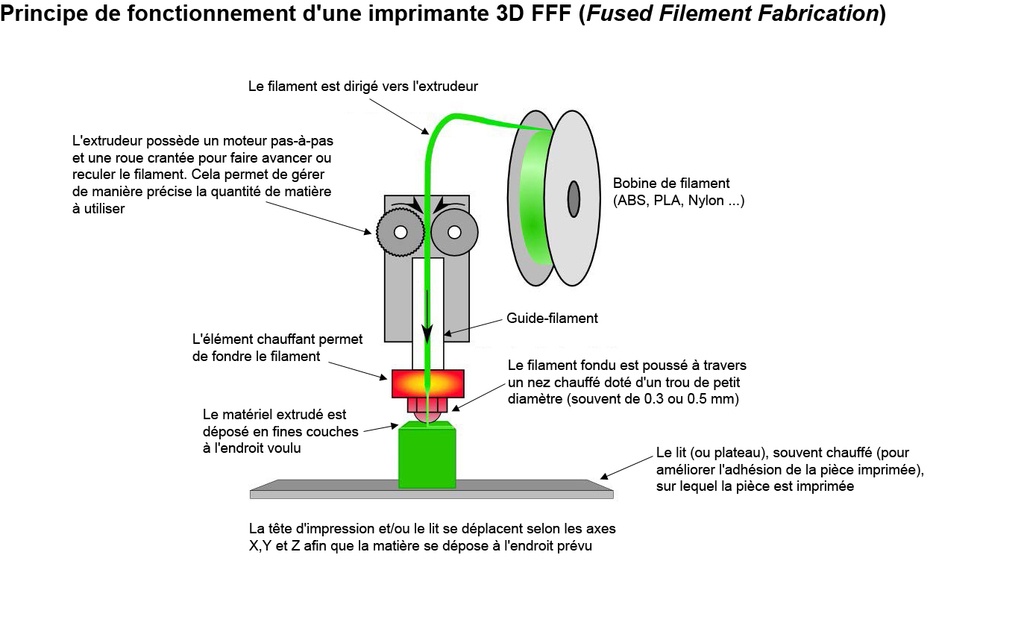
On va donc utiliser une bobine de filament et une imprimante ce qui va accoucher d'une pièce imprimée en 3D !


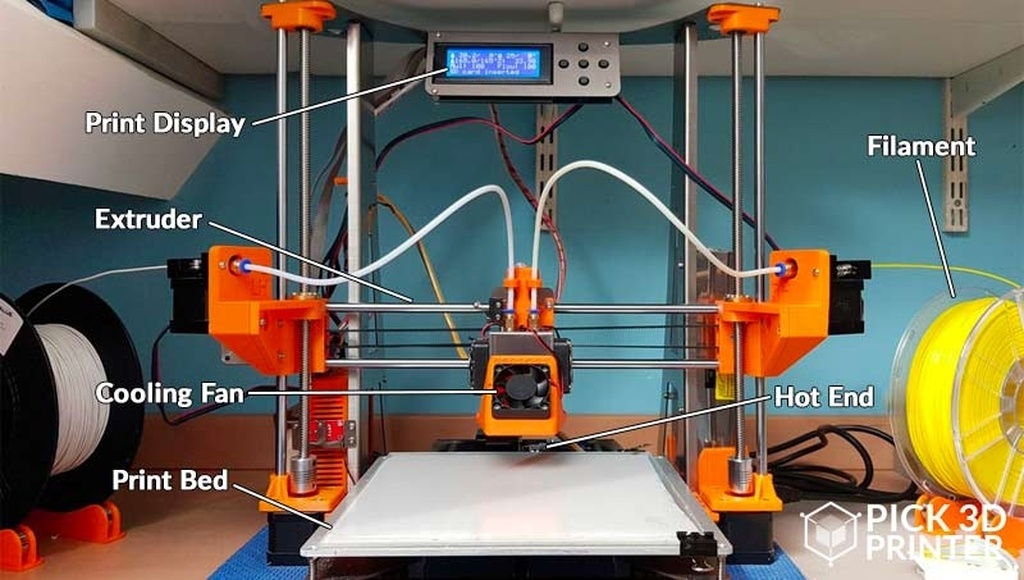
Voici le schéma simplifié de ce qui compose une imprimante 3D sans vous envahir d'un vocabulaire abstrait (leading rod, limit switch, nema, steppers et j'en passe).
INTRO : quelle imprimante acheter ?
Quelques petits éléments de réflexion à prendre en compte avant l'achat d'une imprimante 3D, que vous soyez amateur ou professionnel du bois.
Avant de vous lancer dans l'impression 3D il faut savoir pourquoi cet outil vous intéresse et comment il peut vous aider à résoudre un problème.
Lire la FAQ également.
Où allez-vous la mettre ?
- Si vous mettez votre imprimante dans une pièce à vivre, elle prend de la place. Elle peut être embêtante au quotidien (bruit, volume). Enfin faire attention aux filaments nocifs (ABS, PC, Nylon etc.).
- Si vous mettez votre imprimante dans un atelier, attention à la poussière et la sciure, à la température et l'humidité.
Quelles sont vos compétences ?
- Si vous n'êtes pas à l'aise avec un ordinateur, la courbe d'apprentissage sera plus longue.
- Si vous ne maitrisez pas un minimum la CAO, vous ne pourrez imprimer que les modèles des autres (avec le lot des problèmes inhérents à ça), l'inverse facilite grandement l'apprentissage.
- Si vous utilisez une CNC, la courbe d'apprentissage est minimale.
- Il y a de moins en moins de maintenance/réglages à faire sur les imprimantes. Néanmoins - à de rares exceptions - si vous avez un problème, ne comptez pas sur le SAV. Il faut donc être autonome et avoir quelques compétences en électronique et mécanique pour le hardware (à priori sur un site dédié au bois, le hardware ça va aller).
Quel sera votre usage ?
- Si vous pensez imprimer quelques modèles par an, allez sur des sites spécialisés ou demandez à des possesseurs de vous imprimer le modèle, éviter l'achat d'une imprimante.
- Si vous souhaitez faire de la réparation/maintenance (à la maison, à l'atelier, sur vos machines), de la customisation/personnalisation, de l'upgrade, des gabarits : c'est fait pour vous.
Quel sera votre budget ?
Le haut de gamme ne veut pas forcément dire "mieux". Le haut de gamme est juste moins prise de tête. Elle va briller dans un environnement de production.
- En ce début de 2024, si vous recherchez une imprimante plug and play, vous aurez du mal à en trouver une à moins de 600 euros (vous privilégiez simplicité/rentabilité vous avez que faire des détails techniques).
- Si votre budget est plus restreint et que vous êtes curieux, une imprimante moins chère fera tout aussi bien l'affaire ! Vous devrez probablement effectuer plus de réglages et la monter vous-même. En bref, vous devrez vous impliquer davantage (bien que cette remarque soit de moins en moins pertinente).
[Mon opinion :
Il est important de garder à l'esprit qu'une imprimante haut de gamme ne résoudra pas tous vos problèmes. Savoir comment remplacer une buse obstruée, comprendre les raisons d'un échec d'impression et maîtriser les concepts fondamentaux de l'impression 3D sont moins importants, mais restent essentiels. Si vous investissez beaucoup dans une imprimante en pensant qu'elle peut fonctionner sans interruption et sans entretien, en la traitant comme un simple iPhone qui "fonctionne simplement", vous allez au devant de problèmes. Pas aujourd'hui, ni dans un mois mais peut-être dans un an ou deux. Il est crucial d'être conscient que tout appareil nécessite un certain niveau de maintenance et de compréhension de son fonctionnement pour assurer son bon fonctionnement à long terme.]
Autres paramètres à prendre en considération.
Assurez-vous que l'imprimante 3D que vous envisagez d'acheter peut imprimer les matériaux que vous souhaitez utiliser. Certaines imprimantes sont spécifiques à certains types de filaments, tandis que d'autres sont plus polyvalentes. Imprimer de l'ABS avec une imprimante ouverte, c'est presque mission impossible, il vous faut un caisson.
Évaluez vos besoins en termes de taille d'impression. Si vous avez l'intention d'imprimer des objets de grande taille, assurez-vous que l'imprimante que vous choisissez peut le faire.
Renseignez-vous sur la réputation de la marque et sur la fiabilité de ses produits. L'achat auprès d'une marque bien établie et réputée peut offrir une meilleure garantie de qualité et de support (pas nécessairement un meilleur SAV).
Je ne souhaite pas mettre en lumière des marques ou des modèles spécifiques (ça sera obsolète rapidement et je ne veux pas faire la promotion des marques), à vous de faire vos propres recherches.
Si vous avez des questions pour un modèle d'imprimante.
Si vous avez des doutes ou êtes novice, la section commentaire est faite pour ça.
Merci dans ce cas de préciser :
- votre budget.
- le type de filament que vous souhaitez utiliser.
- votre niveau en mécanique (novice, amateur, expert).
- votre niveau en électronique (novice, amateur, expert).
- votre niveau en informatique (novice, amateur, expert).
Une petite remarque: A bon escient, une imprimante est très très vite rentabilisée.
INTRO : CAO et Slicers.
La CAO.
Pour la Conception Assistée par Ordinateur (CAO) je vous conseille l'excellent pas à pas sur un logiciel assez populaire en CAO : Fusion 360 réalisé par le collectif Fusion359
Je ne vais pas m'étendre plus sur la CAO car ce n'est pas le sujet.
Les slicers.
Un slicer est un logiciel essentiel qui joue un rôle clé dans le processus de préparation d'un modèle 3D pour l'impression. Le terme "slicer" vient de l'action de découper (ou "slicer" en anglais) le modèle 3D en de nombreuses couches horizontales fines, ce qui permet à l'imprimante 3D de construire l'objet couche par couche.
Le slicer transforme les modèles 3D, généralement créés dans des logiciels de CAO comme Fusion360 et sauvegardés sous des formats tels que STL (le format le plus populaire), OBJ, ou 3MF, en un ensemble d'instructions compréhensibles par l'imprimante 3D.
Ces instructions sont souvent sauvegardées dans un fichier G-code, qui dicte à l'imprimante 3D chaque mouvement à réaliser (X,Y,Z), la température de l'extrudeuse, la vitesse d'impression, et bien d'autres paramètres.
Plusieurs slicers sont disponibles sur le marché, allant des options gratuites aux versions payantes. Parmi les plus connus, on trouve Cura (d'Ultimaker), Simplify3D, PrusaSlicer, et Slic3r... Aux dernières nouvelles 
Ici, on utilisera exclusivement Cura d'Ultimaker, d'une part car il est largement utilisé, d'autre part car il est gratuit (et aussi pour me simplifier la vie ) !
Vous le trouverez ici pour le télécharger Cura
I - Les débuts dans l'impression, la taille de la buse.
Je pense que ceux qui possèdent une imprimante sont passés par là. Nous avons regardé avec attention et admiration les premières couches qui se déposent sur le bed (ou print bed, le lit en français) de l'imprimante fabriquant notre premier Benchy.
Mais trêve de tergiversation que diable (Oh que voilà un beau pléonaaaaaaaaaaasme)!
Alors, je suis navré de vous le dire, vous venez déjà de débourser une somme considérable dans une imprimante mais vous allez devoir repasser par la case achat (c'est un ordre). Je vous rassure cela ne va pas vous coûter grand chose.
Vous allez devoir acheter de nouvelles buses !
Pourquoi me direz-vous ? La réponse est toute simple : le temps d'impression.
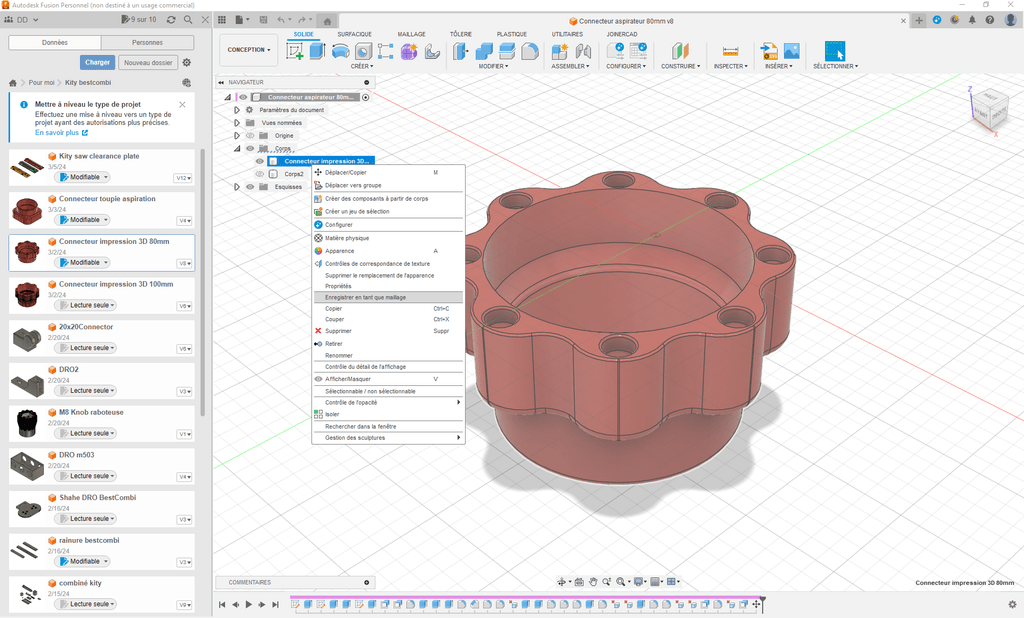
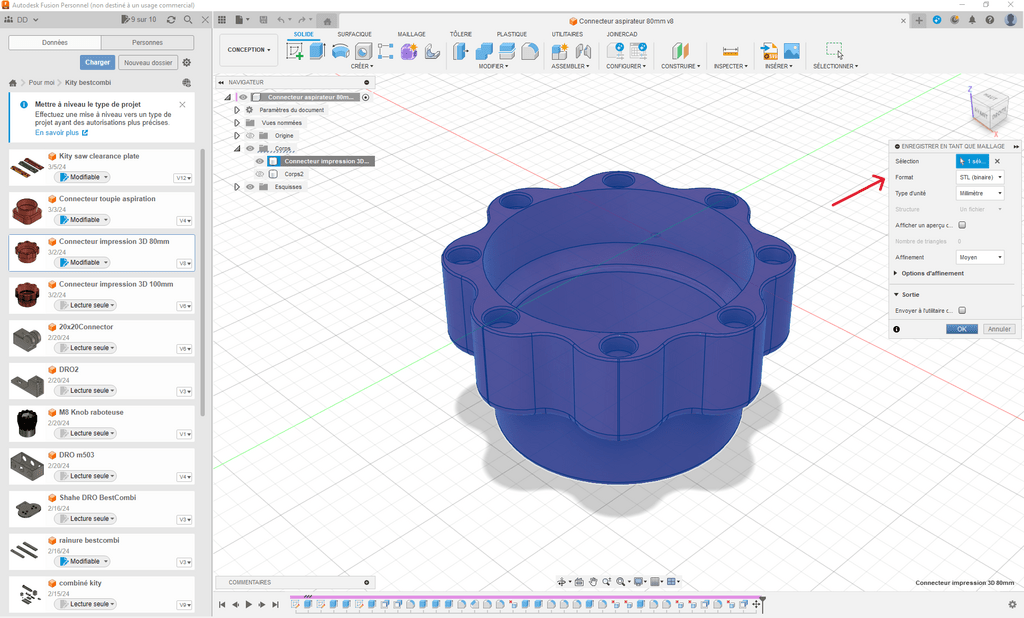
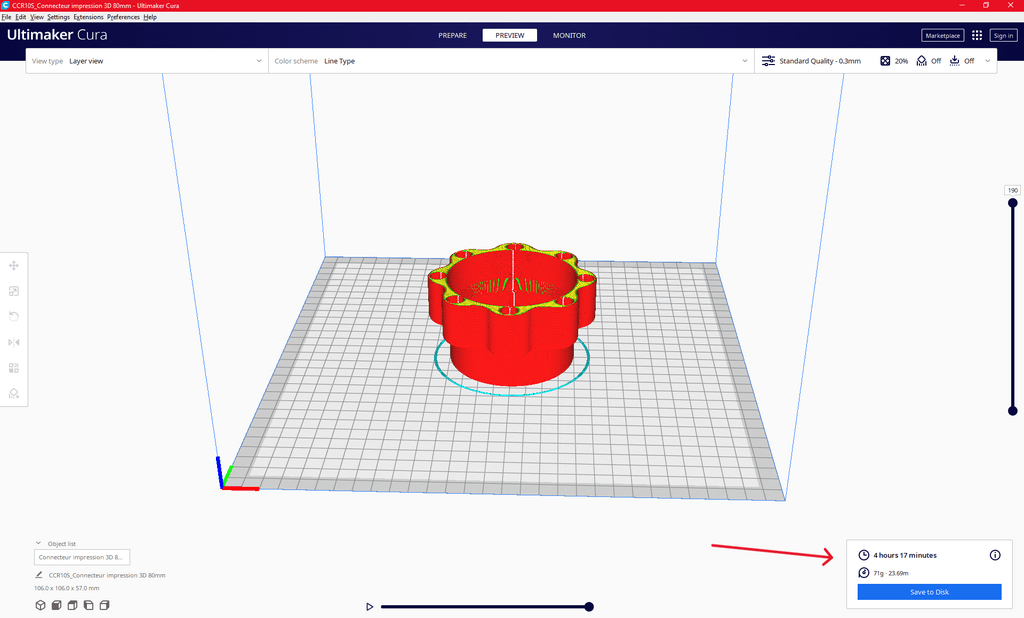
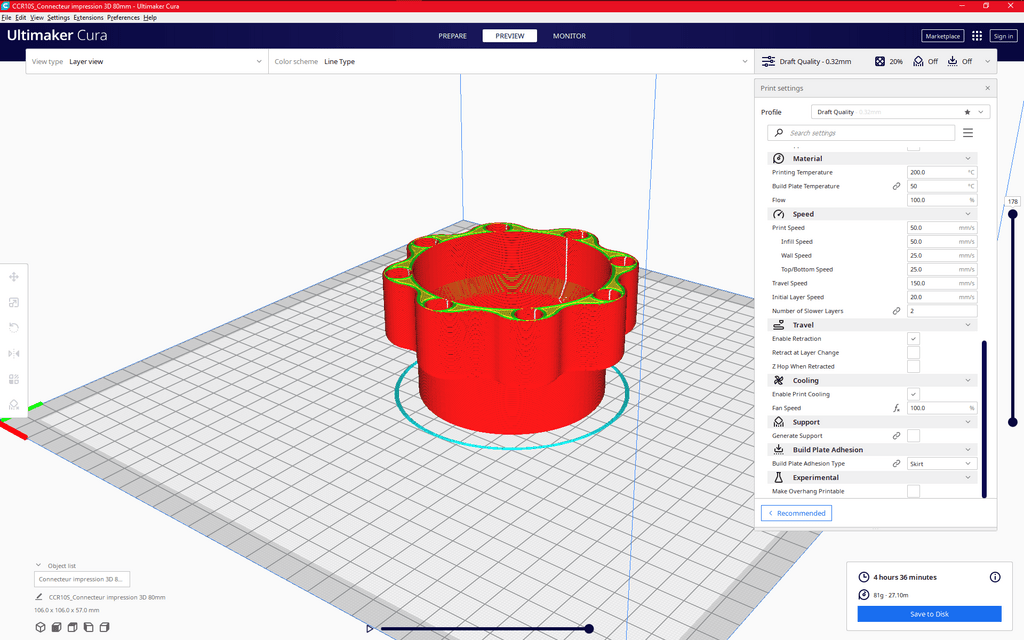
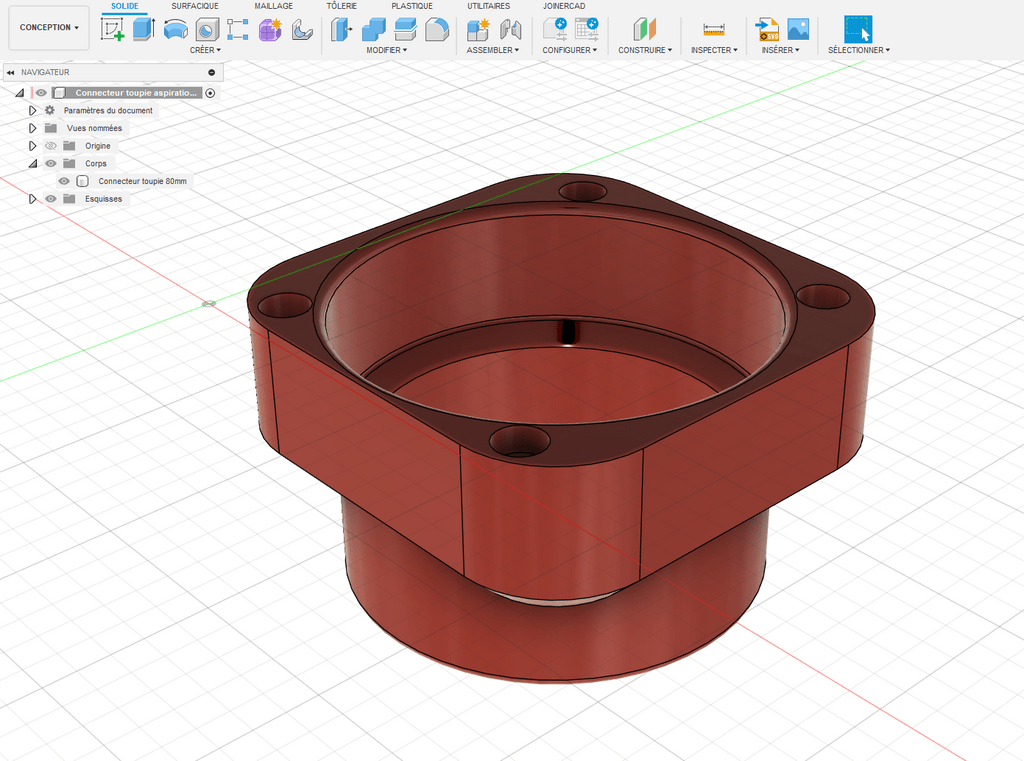
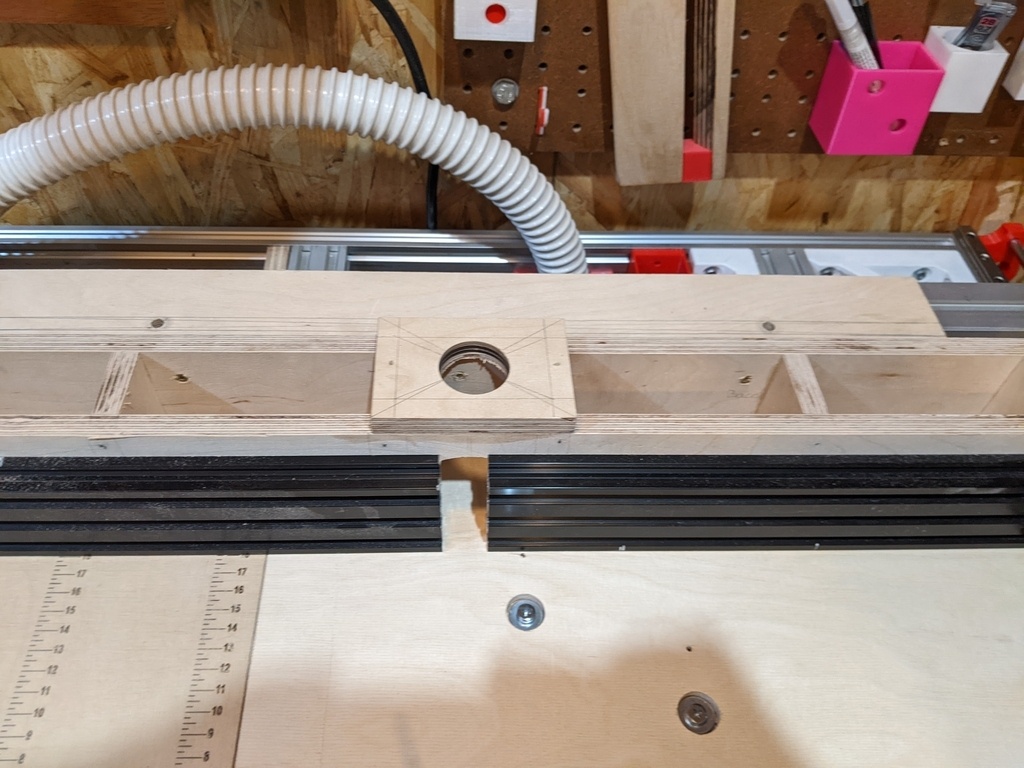
Prenons le connecteur d'aspiration 80mm disponible dans les plans.
Dans Fusion360 nous allons le transformer en STL (voir photo 2 et 3 après les buses). Le fichier sera enregistré sur votre ordinateur dans l'emplacement que vous lui avez alloué.

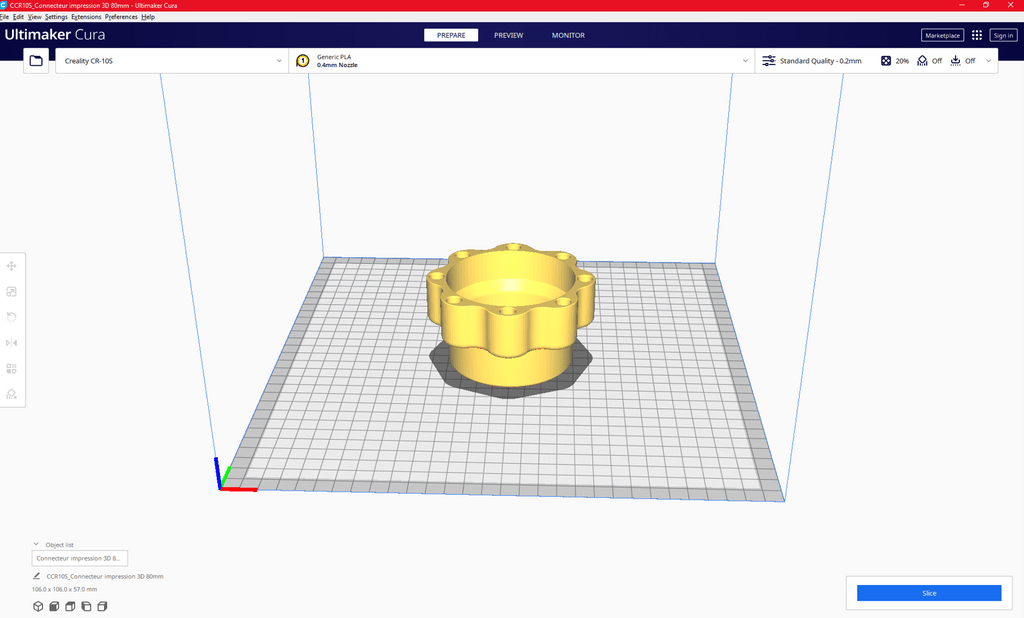
Maintenant nous allons l'ouvrir dans notre slicer favori, Cura.
Observons ce qu'il va se passer.
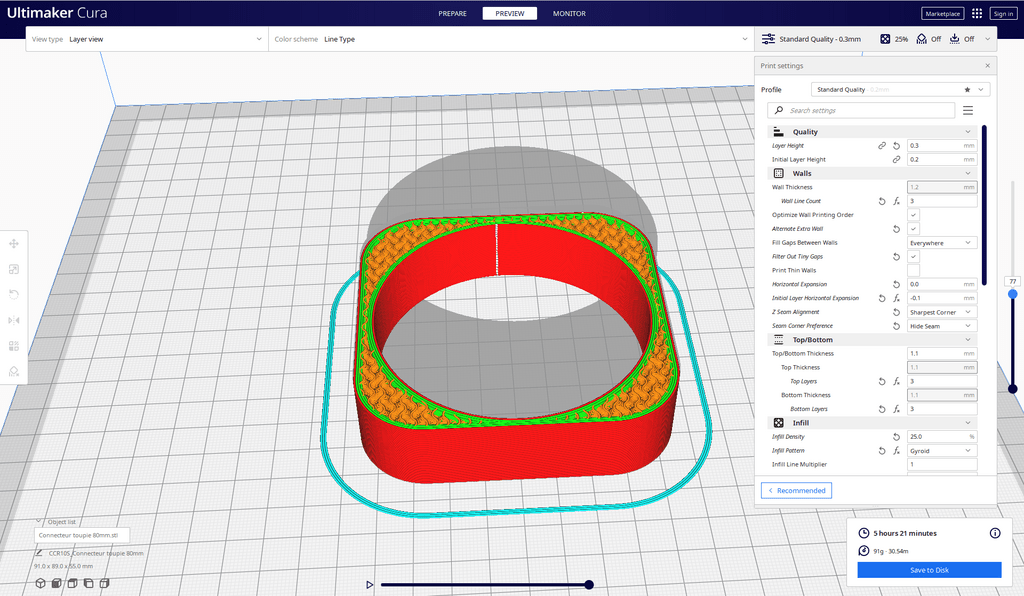
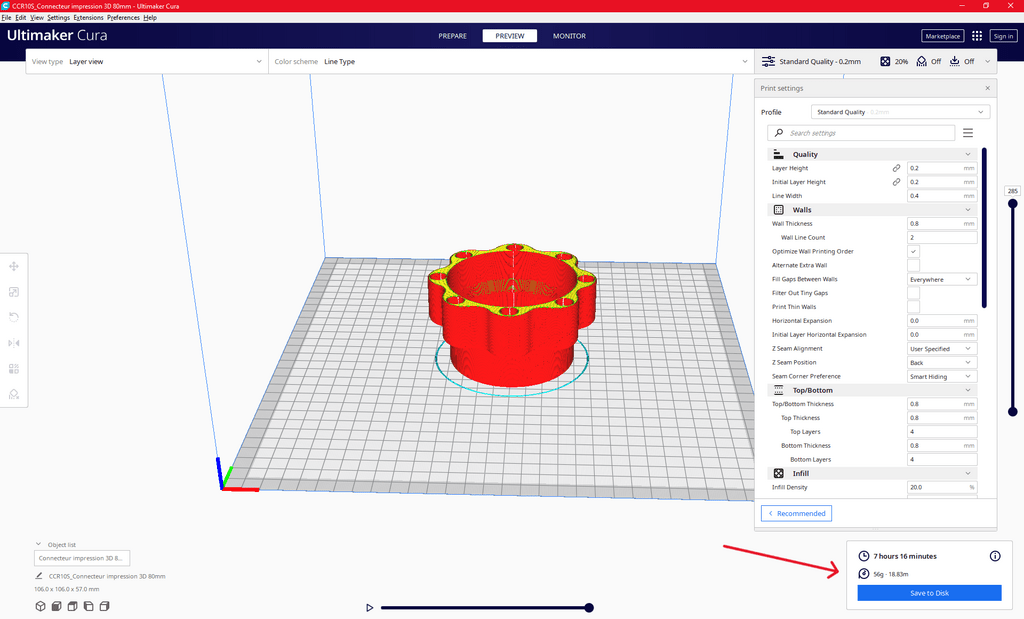
Notre fichier est en mode "prepare", il va falloir cliquer sur le bouton "slice" en bas à droite pour découper notre fichier en couche et avoir une "preview" de son état final tel qu'il va être en sortant de notre imprimante.
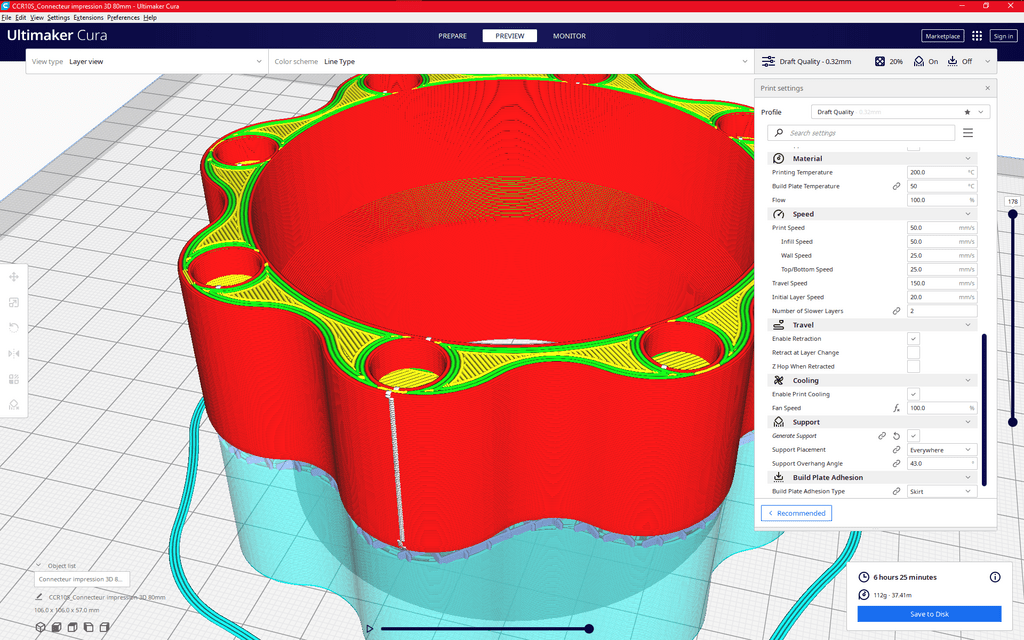
Sans changer les paramètres, voici le temps d'impression avec une buse de 0.4mm (la buse de base d'une imprimante)- layer height (hauteur de couche) de 0.2 et line width de 0.4 (largeur de couche) - : 7h16min, 56gr et 18.83m de filament.
Maintenant faisons exactement la même chose sans changer les paramètres SAUF celui de la buse que nous allons changer pour une buse de 0.6mm - layer height (hauteur de couche) de 0.3 et line width (largeur de couche) de 0.6 : 4h17min, 71gr et 23.69m de filament.
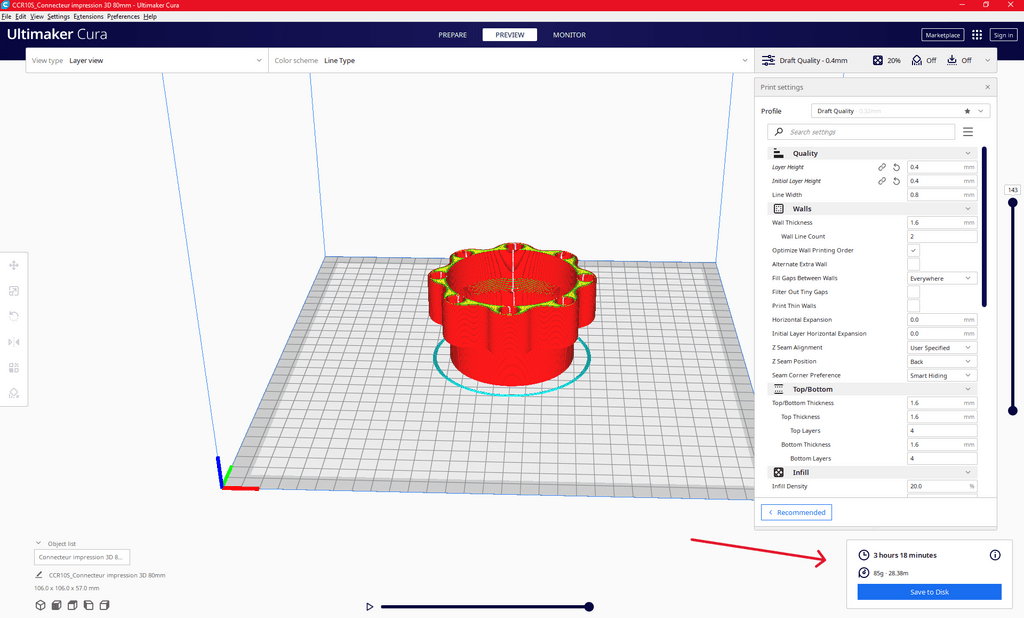
Enfin, la même chose mais cette fois-ci avec une buse de 0.8mm - layer height (hauteur de couche) de 0.4 et line width (largeur de couche) de 0.8 : 3h18min, 85gr et 28.38m de filament.
Conclusion : Si vous faites de l'utilitaire avec des formes géométriques simples, le changement de la buse est salutaire.
En revanche, si vous souhaitez imprimer des figurines ou des objets avec de nombreux petits détails, les plus grosses buses ne sont pas faites pour vous (ce pap non plus dans ce cas).
En changeant la buse, vous gagnez du temps d'impression, vous pouvez divisez le temps par plus de deux avec une largeur et une hauteur de couche différente de celle initialement proposée avec une buse de 0.4mm.
Il y a une grosse contrepartie : l'augmentation de l'utilisation du filament. Nous sommes passés de 56gr avec une buse de 0.4mm à 85gr avec une buse de 0.8mm. Est-ce que cela est préjudiciable en dehors de l'impact sur votre portefeuille (relatif) ? Non. C'est même le contraire, vous allez imprimer une pièce théoriquement bien plus résistante qu'avec une buse de 0.4mm.
Est-ce qu'il y a un juste milieu à trouver ? Oui, la buse de 0.6mm offre un compromis entre temps d'impression, solidité de la pièce et coût d'impression.
Petit quiz: pensez-vous que l'orientation de l'objet imprimé est correcte ? 
I-A Les paramètres clefs dans Cura : rotations et supports.
Nous avons observé dans l'article précédent que le changement de buse change radicalement le temps d'impression. Nous allons nous attaquer maintenant au principe de l'orientation d'un objet à imprimer ainsi que les supports qui permettent d'imprimer certains éléments dans le "vide".
Avec le temps vous n'allez plus vous poser de questions, vous savez qu'une voiture sur le toit ce n'est pas normal, vous allez la remettre à l'endroit, ou pas  .
.
Enfin, si cela peut vous aider, pensez aux couches et à l'orientation de vos objets comme le fil du bois pour sa résistance.
L'orientation d'un objet 3D
Au début, il peut arriver de télécharger des modèles "tout fait" en STL. Lors de la conception dans un logiciel comme Fusion360, il arrive que le créateur oriente la pièce dans différentes positions pour la concevoir et il peut arriver que le créateur "oublie" de mettre l'objet dans la position "idéale" d'impression.
Pourquoi est-ce que c'est crucial d'orienter correctement un objet que l'on imprime ?
Qualité de l'impression : L'orientation peut avoir un impact significatif sur la qualité de l'impression. En choisissant la bonne orientation, vous pouvez minimiser les supports nécessaires, réduire les surplombs, et obtenir une surface d'impression plus lisse.
Résistance et durabilité : Une orientation adéquate peut renforcer la solidité de l'objet imprimé en alignant les couches dans la direction la plus appropriée pour supporter les contraintes mécaniques auxquelles il sera soumis.
Économie de filaments : En optimisant l'orientation, vous pouvez réduire la quantité de matériau utilisé pour les supports et minimiser les déchets.
Temps d'impression : Une orientation optimale peut également réduire le temps d'impression en minimisant les mouvements de l'imprimante et en optimisant l'efficacité de l'impression.
En résumé, une orientation correcte peut améliorer la qualité, la durabilité, l'efficacité et économiser du filament lors de l'impression 3D.
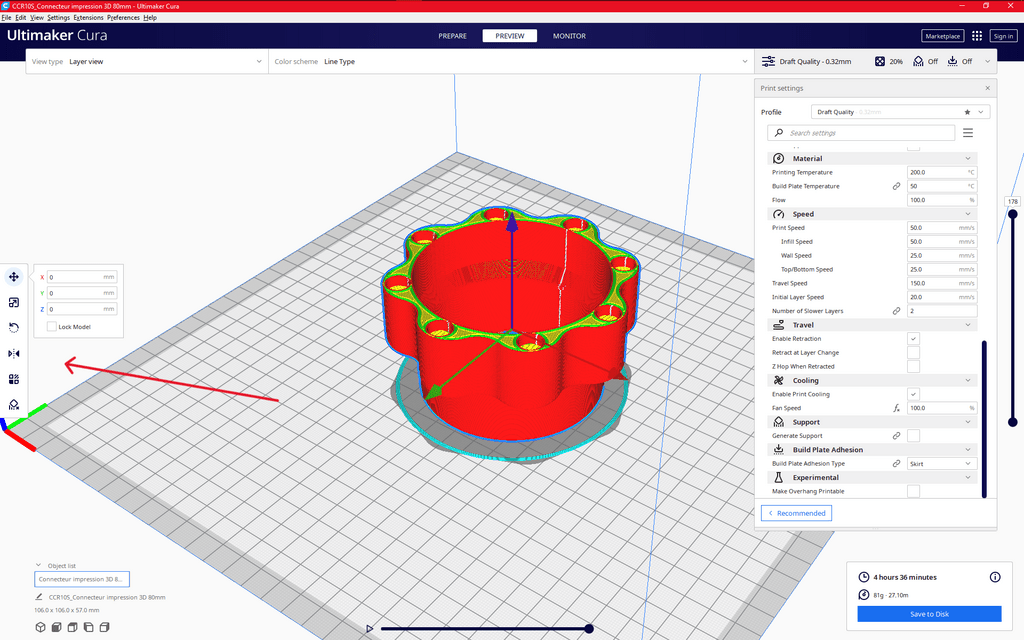
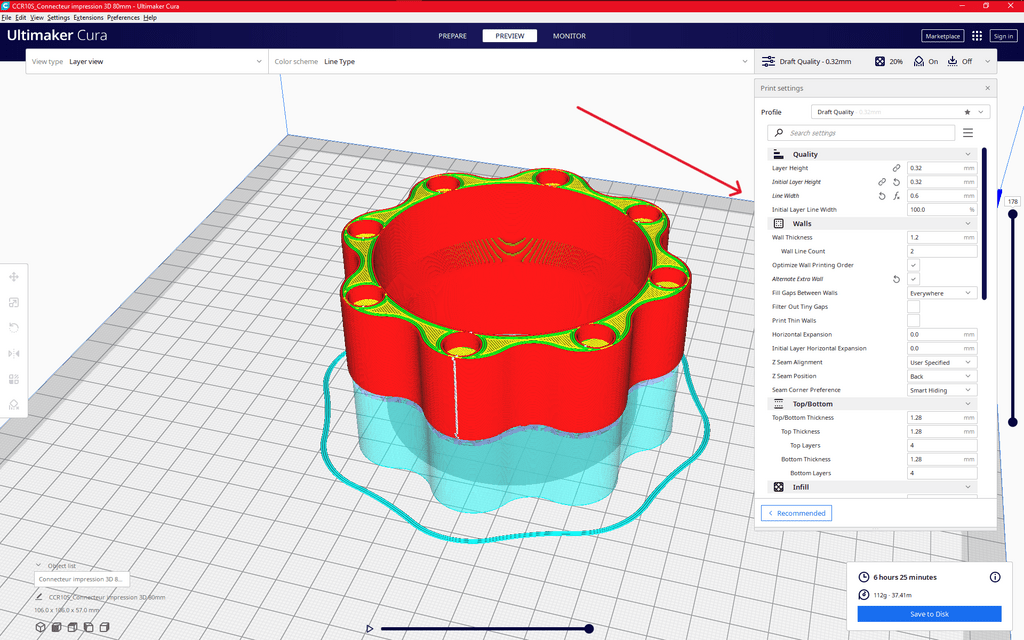
Pour commencer nous allons nous intéresser à la partie gauche du logiciel Cura indiquée par une flèche rouge.
De haut en bas nous avons différentes fonctionnalités :
Move : permet de déplacer la pièce à imprimer sur le plateau (bed en anglais), utile si vous avez plusieurs pièces. Vous pouvez aussi faire un clic droit sur le plateau (et non l'objet) et sélectionné "Arrange all Models".
Scale: Avec cette option, vous pouvez redimensionner votre modèle en fonction de vos besoins. Par exemple, vous pouvez agrandir ou réduire la taille de la pièce pour l'adapter à vos spécifications d'impression ou pour créer des versions miniatures.
Rotate: Cette fonctionnalité vous permet de faire pivoter votre modèle selon les axes X, Y et Z. Cela peut être utile pour ajuster l'orientation de la pièce afin d'optimiser l'impression ou de résoudre des problèmes de support.
Mirror: L'option Miroir vous permet de créer une copie en miroir de votre modèle, ce qui peut être pratique pour imprimer des pièces symétriques ou pour corriger des erreurs de conception.
Le reste n'est pas tellement important, on va le voir plus tard dans l'utilisation des supports.
Conclusion : En combinant ces différentes fonctionnalités, vous avez un contrôle total sur la disposition et la préparation de vos modèles pour l'impression 3D dans Cura, ce qui vous permet d'optimiser votre processus d'impression et d'obtenir des résultats de qualité.
Dans Cura, les flèches présentes dans la section Rotate du tableau de gauche vous permettent de faire pivoter votre modèle autour des axes X, Y et Z pour ajuster son orientation avant l'impression. Voici comment elles fonctionnent :
Flèches vertes (Z) : Ces flèches vous permettent de faire pivoter votre modèle autour de l'axe Z, ce qui signifie que vous pouvez le faire tourner dans le plan horizontal. Par exemple, si vous souhaitez faire pivoter votre modèle de 90 degrés vers la gauche, vous pouvez cliquer sur la flèche verte Z dans le sens anti-horaire.
Flèches rouges (X) : Les flèches rouges vous permettent de faire pivoter votre modèle autour de l'axe X, ce qui signifie que vous pouvez le faire tourner dans le plan vertical. Par exemple, si vous souhaitez incliner votre modèle vers l'avant ou vers l'arrière, vous pouvez utiliser les flèches rouges pour le faire pivoter selon l'axe X.
Flèches bleues (Y) : Enfin, les flèches bleues vous permettent de faire pivoter votre modèle autour de l'axe Y, ce qui signifie que vous pouvez le faire tourner dans le plan perpendiculaire à l'écran. Par exemple, si vous souhaitez incliner votre modèle vers la gauche ou vers la droite, vous pouvez utiliser les flèches bleues pour le faire pivoter selon l'axe Y.
Conclusion : En combinant ces différentes flèches de rotation, vous pouvez ajuster l'orientation de votre modèle de manière précise afin de le positionner de la manière la plus appropriée pour votre impression.
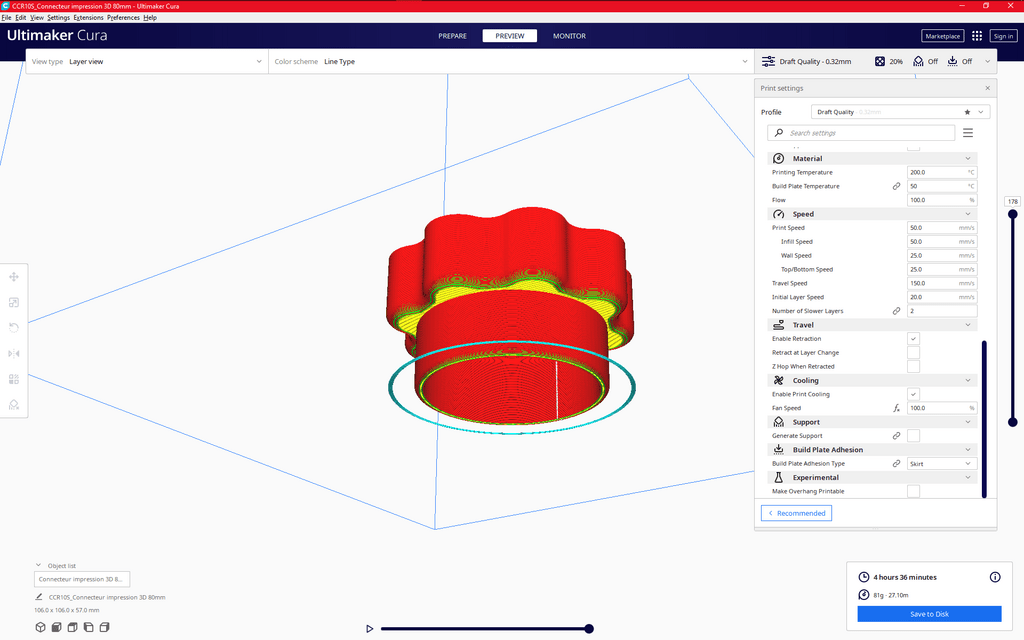
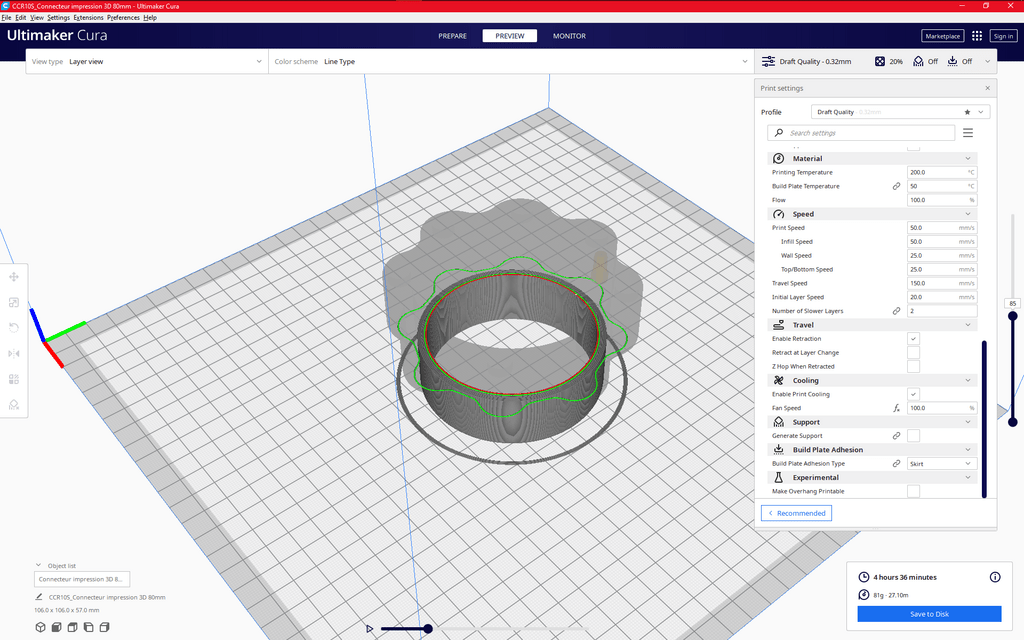
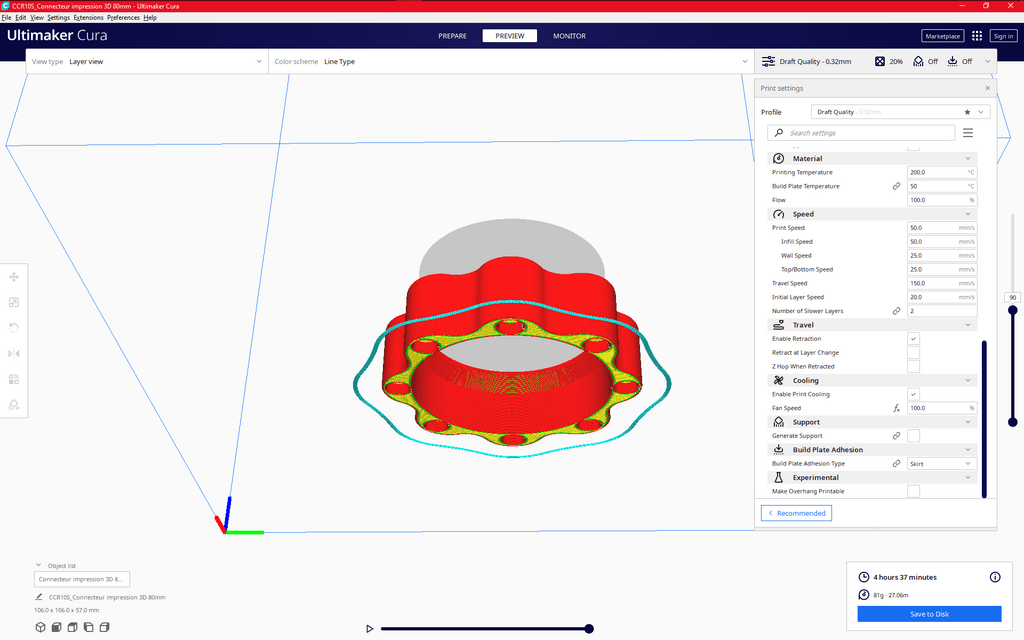
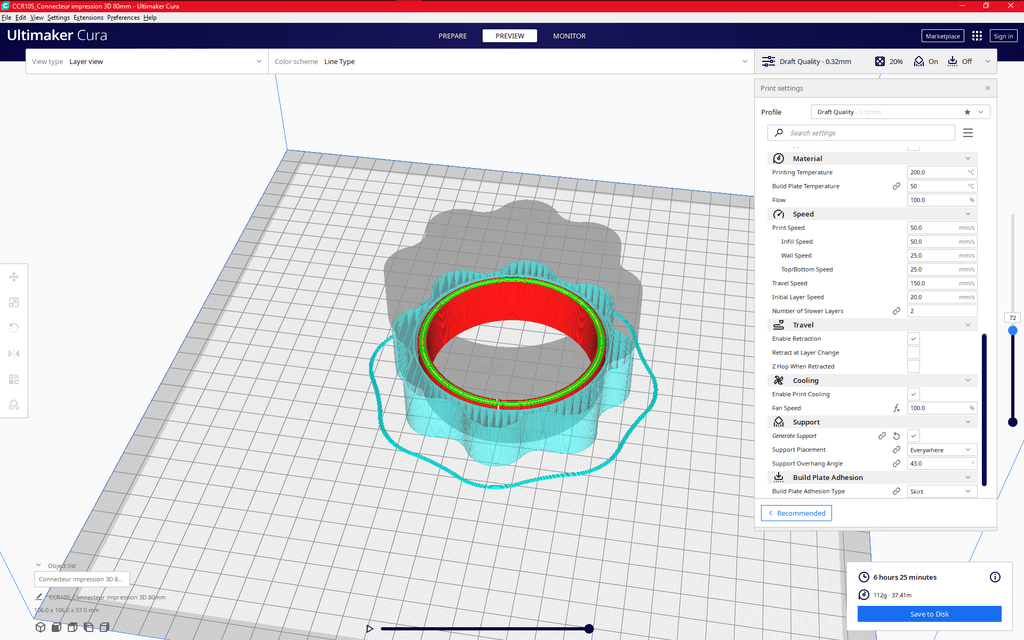
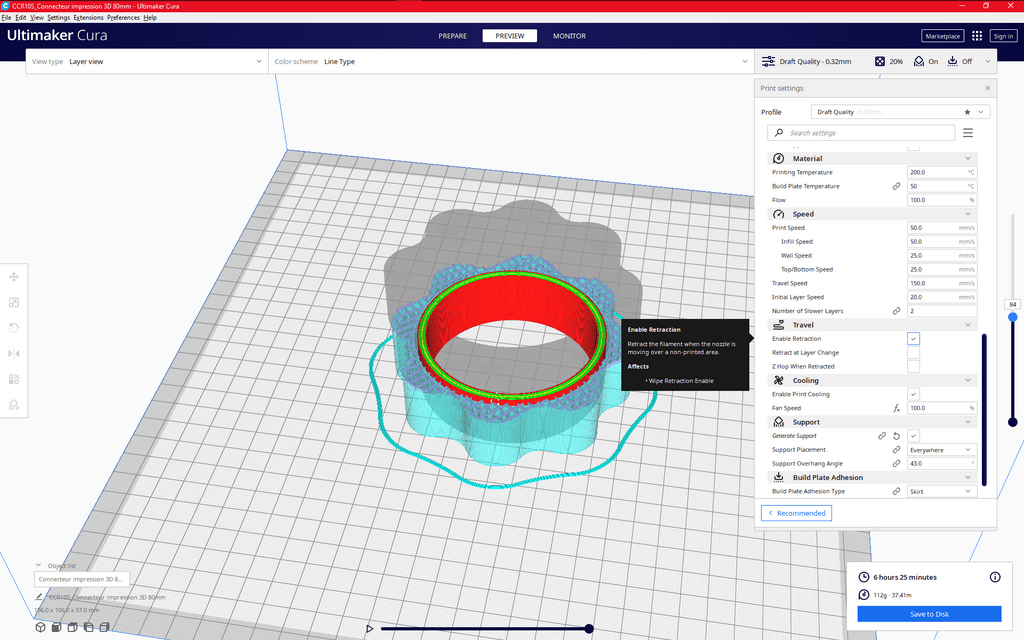
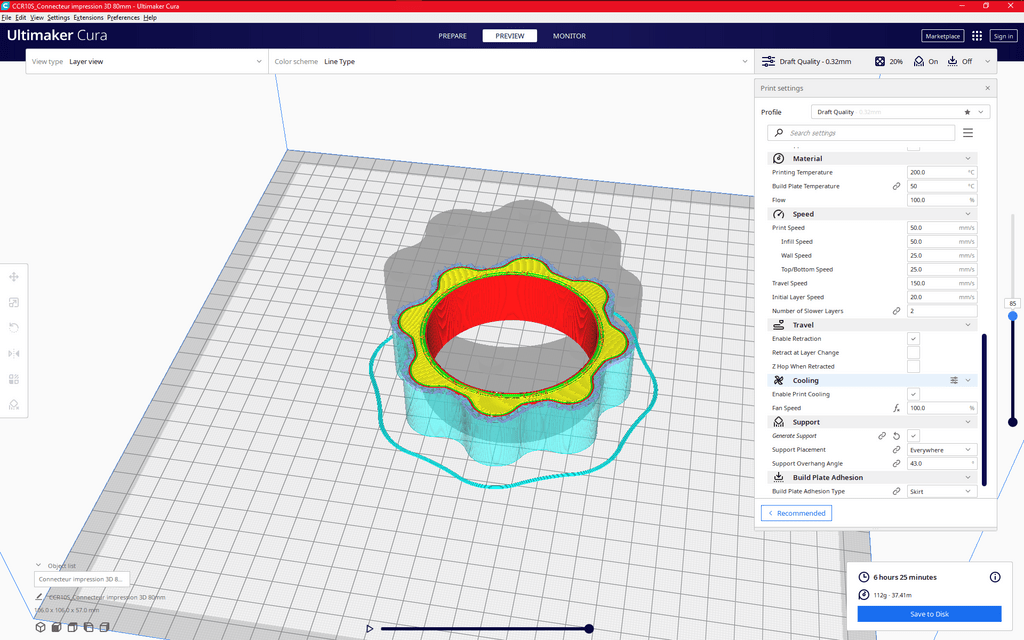
Dans l'article précédent j'avais posé la question "pensez-vous que l'orientation de l'objet imprimé est correcte ?" La réponse est non.
Vous pouvez observez sur les images ci-dessus qu'une partie du connecteur est suspendue dans le vide.
Sur la photo 3 ci-dessus vous observez la buse qui extrudera du filament dans le vide. Cette impression sera un échec.
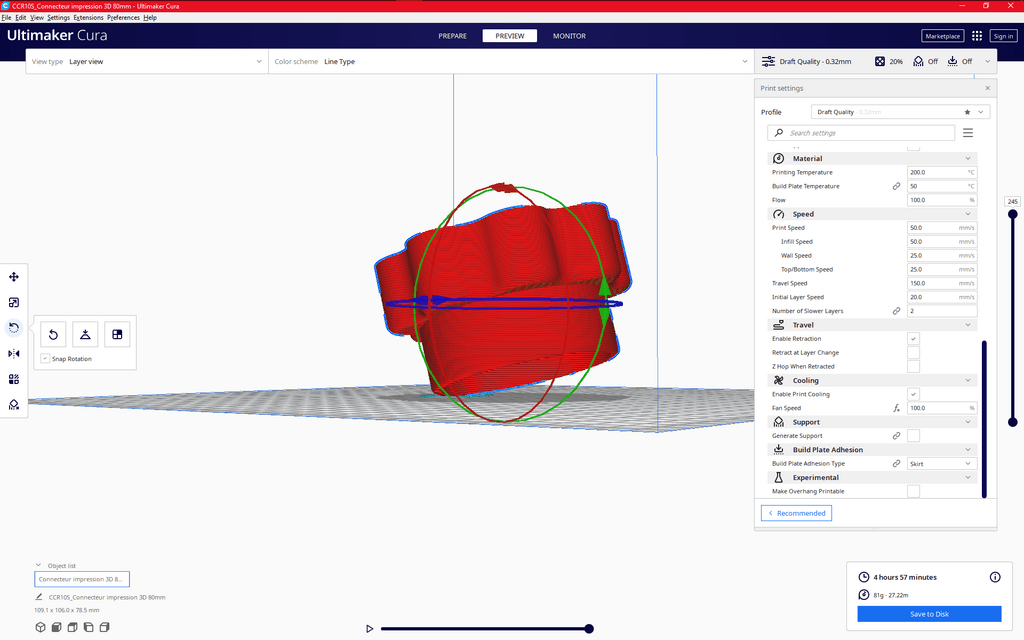
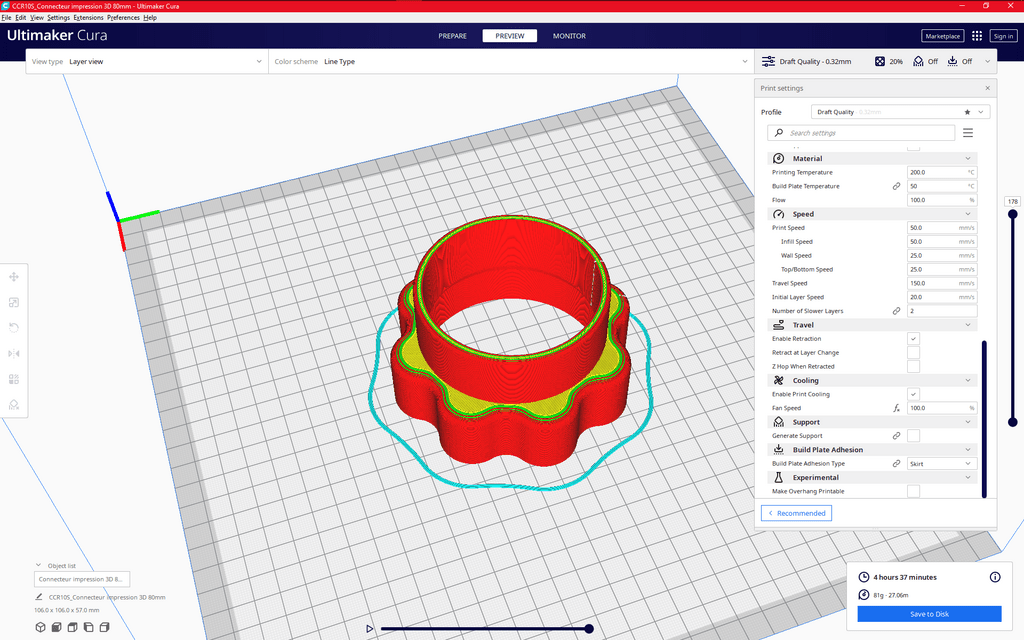
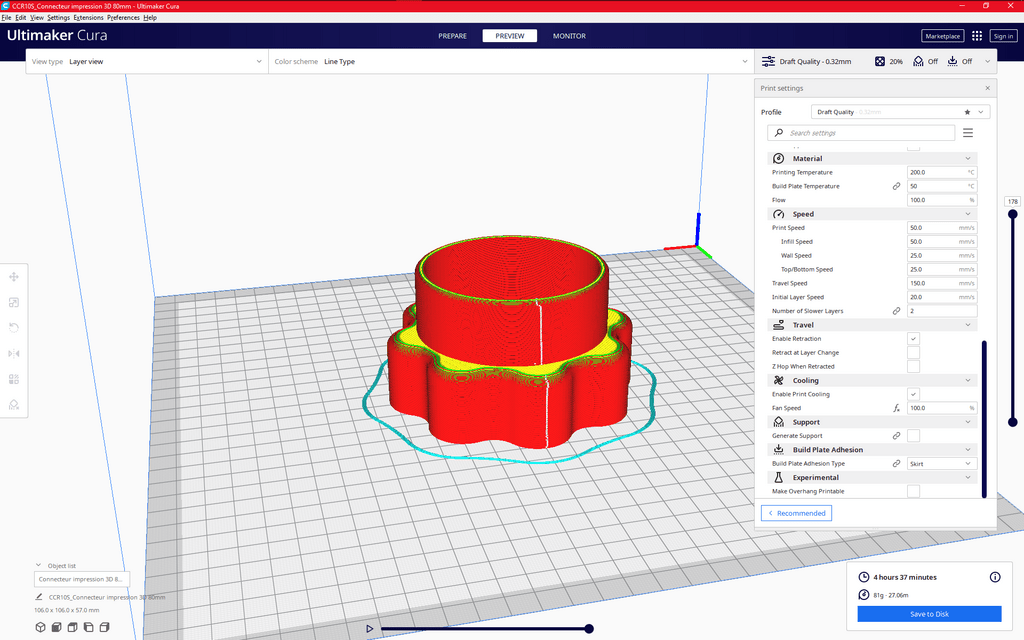
La solution la plus simple (il y en a plusieurs) est donc d'utiliser la fonction "rotate" et de retourner la pièce afin de rendre possible l'impression de cette dernière (voir les photos ci-dessous).
L'utilisation des supports
Supposons que vous souhaitez tout de même imprimer la pièce dans son orientation initiale. Vous allez utiliser ce qu'on appelle des "supports".
Un support est une structure temporaire ajoutée automatiquement pendant le processus d'impression pour soutenir les parties surplombantes ou les sections fragiles de l'objet en cours d'impression. Ces supports sont généralement composés du même matériau que l'objet lui-même et sont conçus pour être facilement retirés une fois que l'impression est terminée.
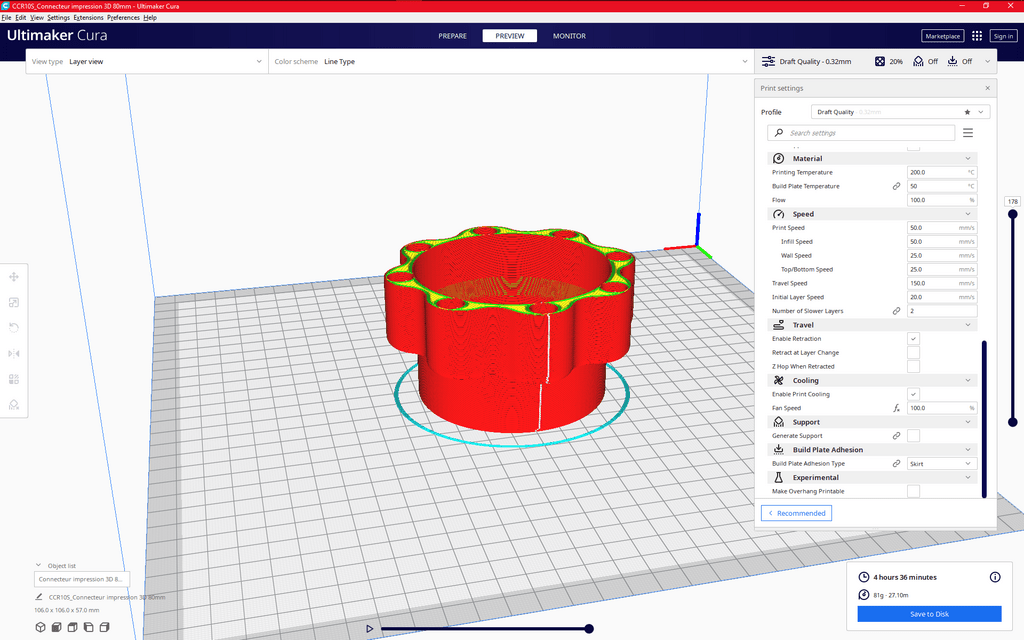
Reprenons notre pièce dans sa position initiale (photo 1).
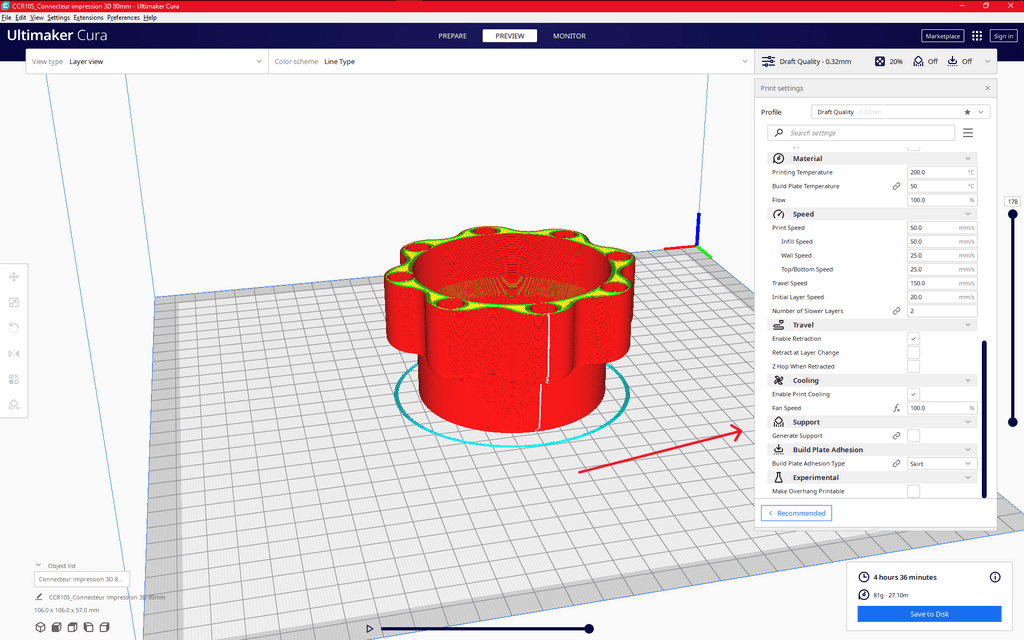
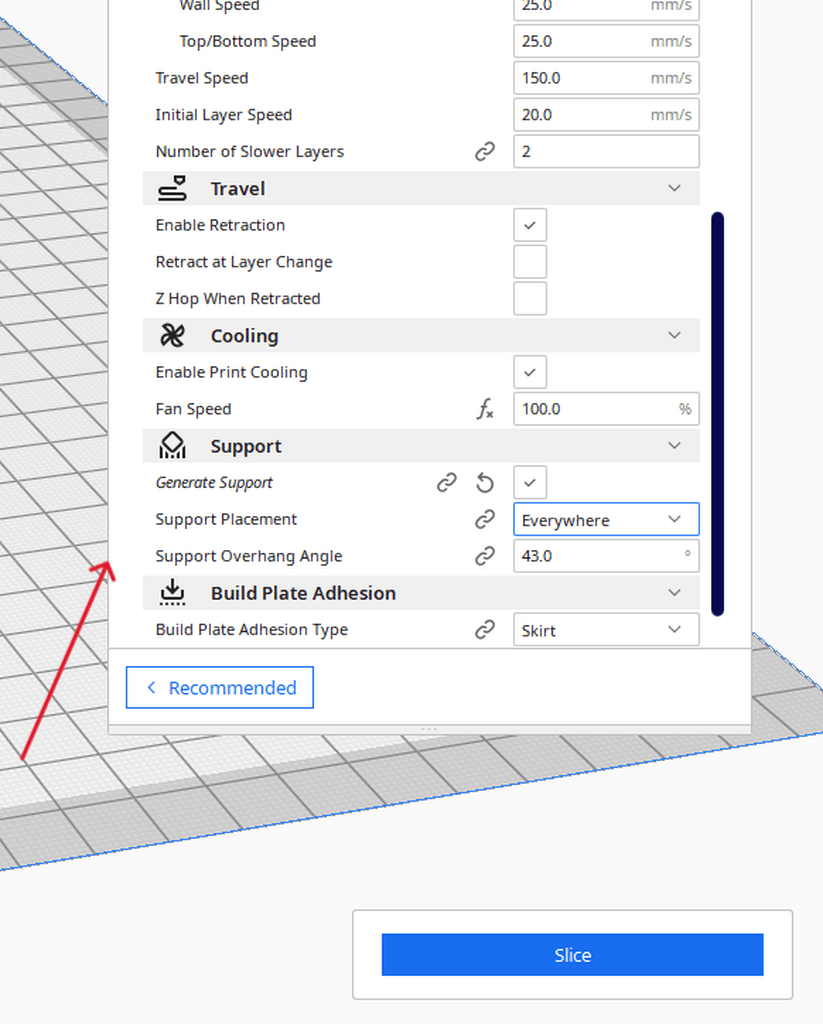
Nous allons farfouiller le panneau latéral droit et trouver la fonction support sur laquelle nous allons cocher la case (photo 2).
Une fois cliquer sur cette case, de nouvelles options vont apparaitre (photo 3).
Support placement : Vous pouvez choisir entre différents types de supports, tels que "Support Everywhere" (Support partout sur le plateau et sur la pièce imprimée), "Touching Buildplate" (Touchant uniquement le plateau). Cette option détermine où les supports seront générés par rapport à votre modèle.
Support overhang angle : l'angle de surplomb pour le support qui va déterminer l'angle à partir duquel les supports seront générés. Les parties de votre modèle qui dépassent cet angle seront soutenues par des supports. Vous pouvez ajuster cet angle pour contrôler où les supports seront générés.
Grossièrement, une imprimante peut gérer des overhang jusqu'à 45° peu ou prou. C'est possible de faire plus, mais c'est directement lié à la conception du modèle.
I-B-1 Les paramètres clefs dans Cura : les options indispensables.
Le panneau latéral de droite et ses fonctions dans Cura.
Le panneau latéral de droite est l'élément dans lequel vous allez probablement passer le plus de temps à tweaker (modifier) les paramètres pour optimiser vos impressions. Nous allons rester light sur les options (sauf celles indispensables pour de l'utilitaire) car elles sont très nombreuses (plus de 200 paramètres peuvent être ajustés ).
).
Je vais essayer de vous faire part des éléments et des paramètres que j'utilise le plus fréquemment dans l'impression 3D. Comme toujours, si une personne à des remarques ou des précisions à apporter, elle est la bienvenue.
Si vous utilisez déjà Cura c'est la partie où vous pouvez découvrir de nouvelles choses utiles.
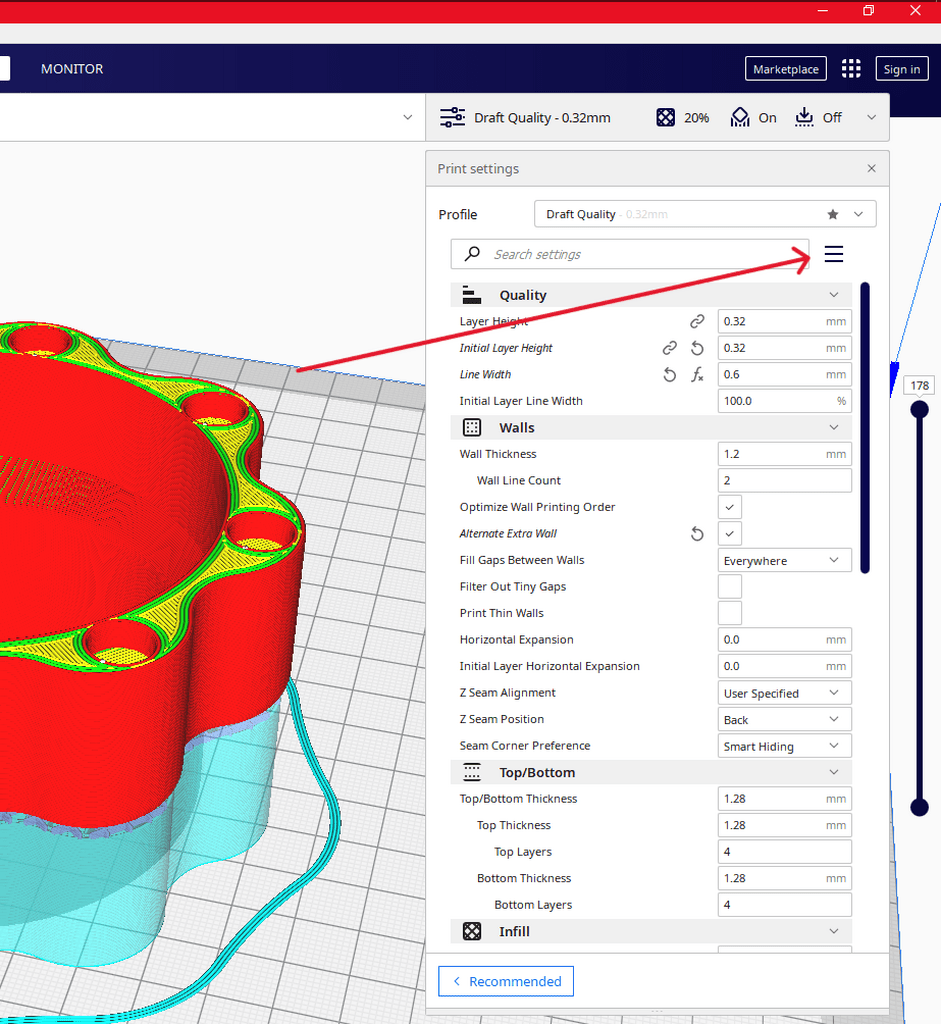
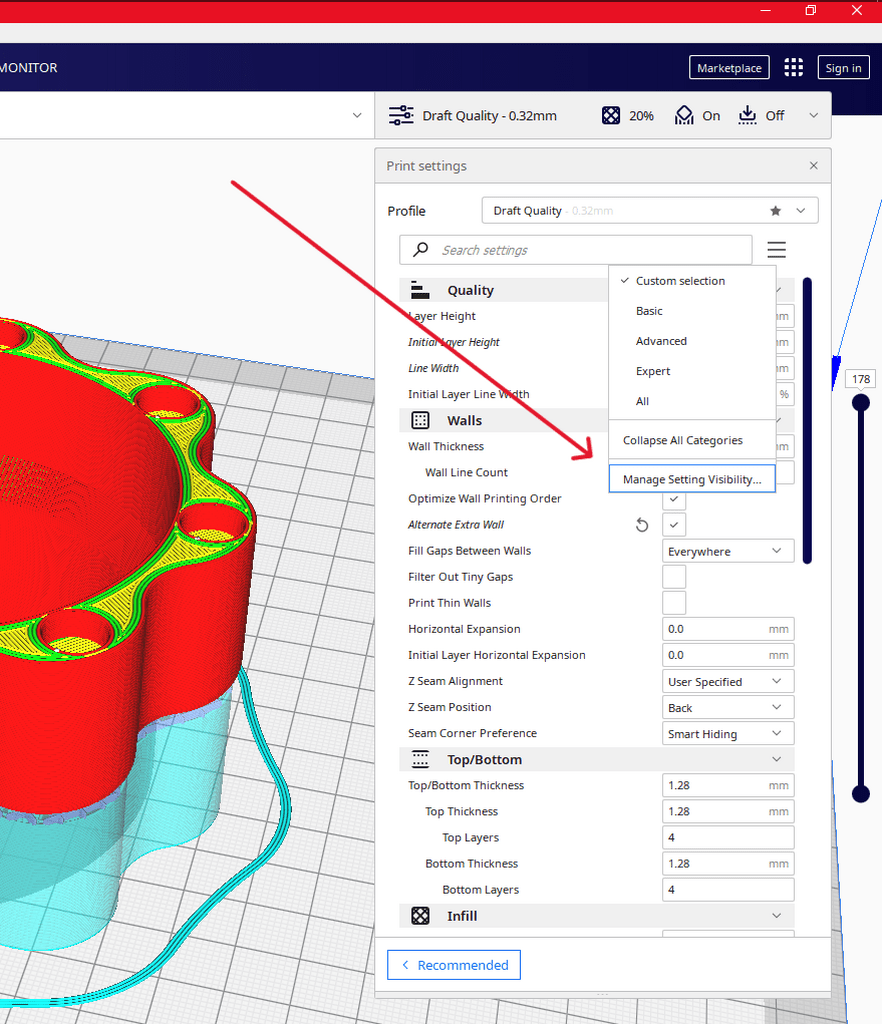
Première chose, nous allons customiser notre profile dans Cura. Cliquer sur le bouton hamburger désigné par la flèche rouge (photo 1). Un menu va s'ouvrir. Cliquer sur "Manage settings visibility" (photo 2). Une fenêtre pop-up va surgir (photo3).
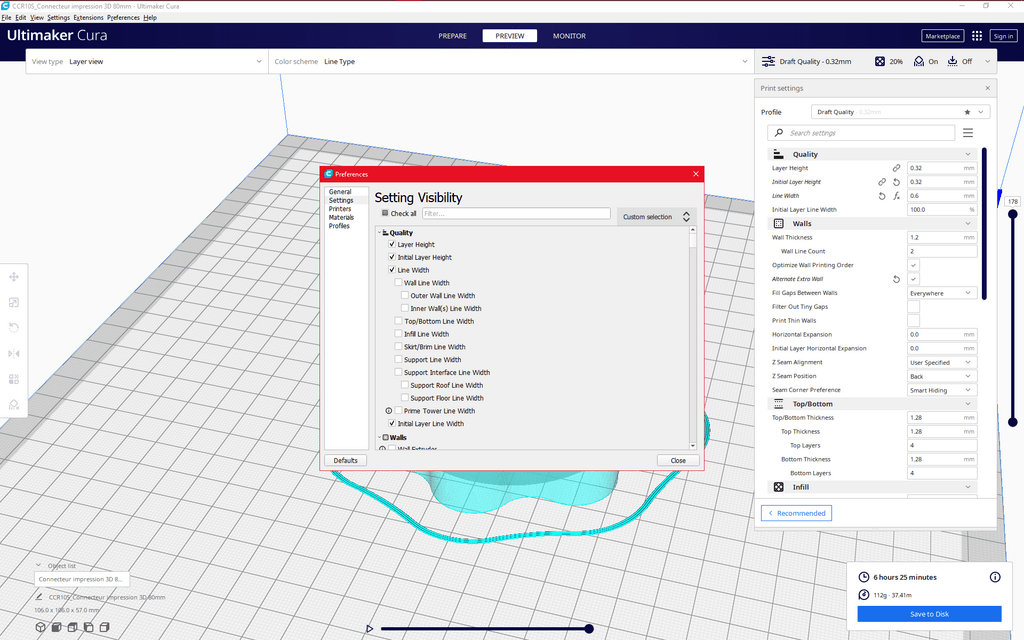
Voici les éléments nécessaires au minimum à cocher, les éléments en gras sont important pour un usage utilitaire :
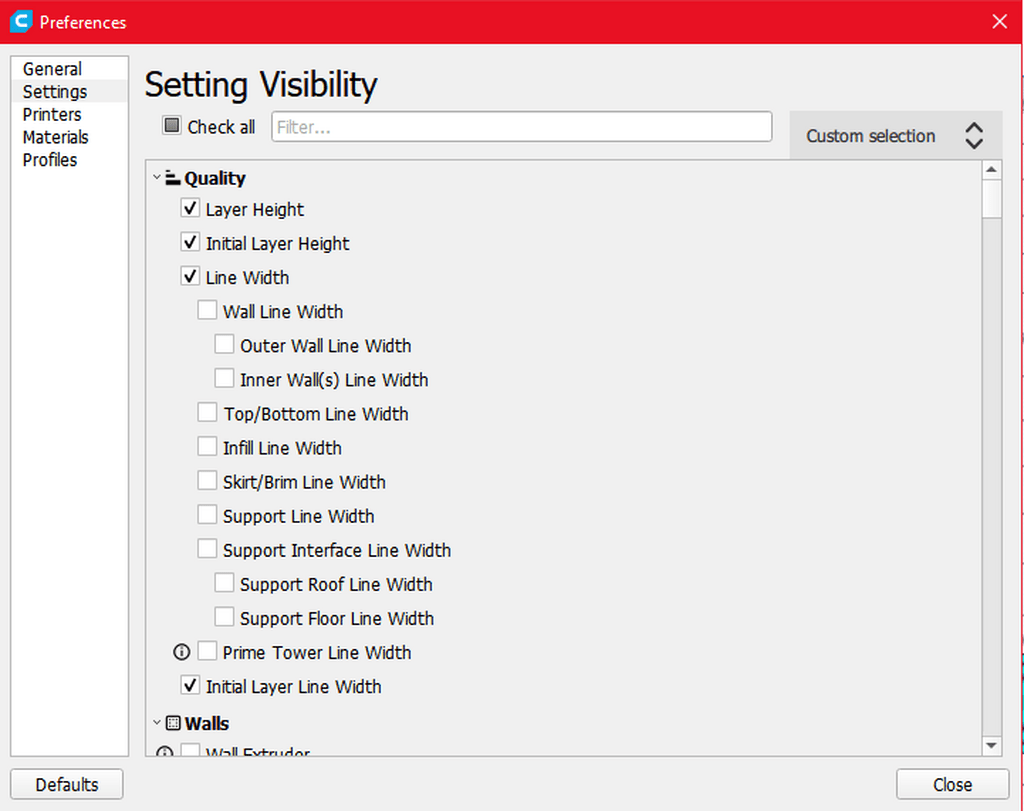
Quality
Layer height: Détermine l'épaisseur de chaque couche d'impression. Une hauteur de couche plus basse produit des surfaces plus lisses mais augmente le temps d'impression.
Initial layer height: Spécifie l'épaisseur de la première couche d'impression. Un réglage plus élevé peut aider à l'adhérence au plateau.
Line width: Contrôle la largeur de la ligne de filament déposée par l'extrudeur. Il est souvent lié à la taille de la buse.
Initial layer line width: Définit la largeur de la première ligne de filament pour une meilleure adhérence au plateau.
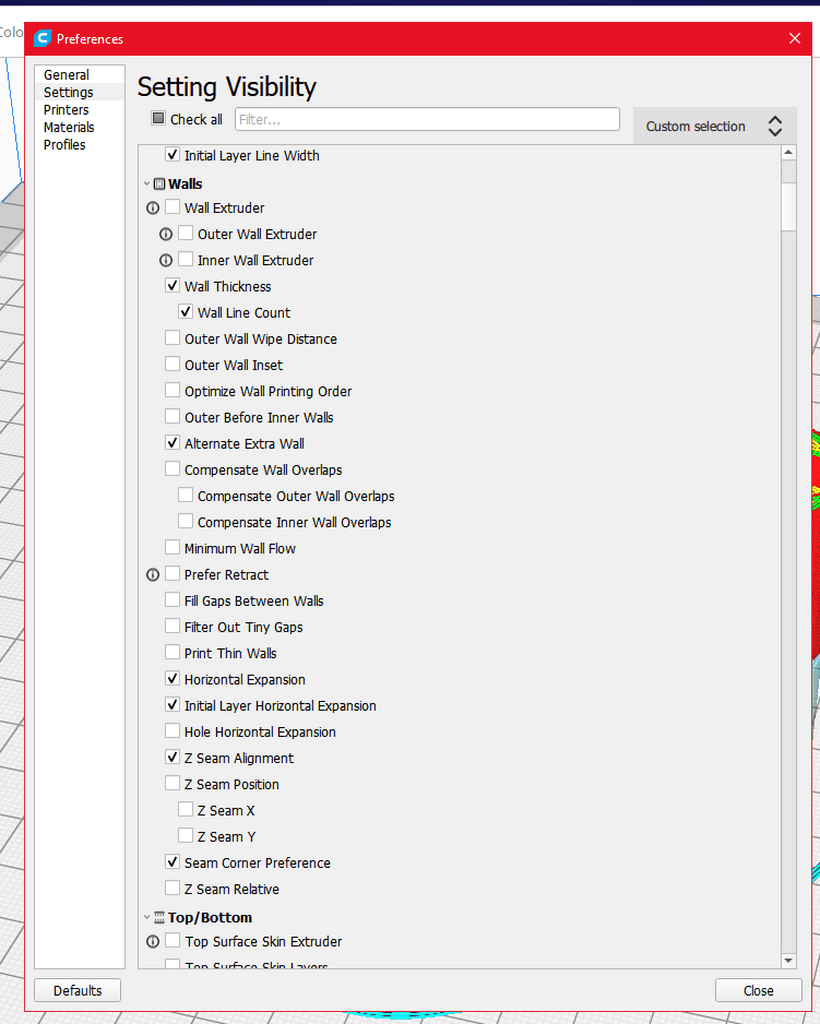
Walls
Wall thickness: Indique l'épaisseur des parois extérieures de l'objet. Plus elle est épaisse, plus l'objet sera solide.
Wall line count: Détermine le nombre de lignes de paroi extérieure. Un nombre plus élevé augmente la solidité de l'objet.
Alternate extra wall: Ajoute une paroi supplémentaire alternée pour renforcer les zones critiques.
Horizontal expansion: Ajuste la largeur des parois horizontalement pour un meilleur ajustement.
Initial layer horizontal expansion: Contrôle l'expansion horizontale de la première couche de paroi.
Z seam alignment: Permet de choisir où placer les départs de chaque couche.
Seam corner preference: Définit les préférences de placement du départ de chaque couche dans les coins.
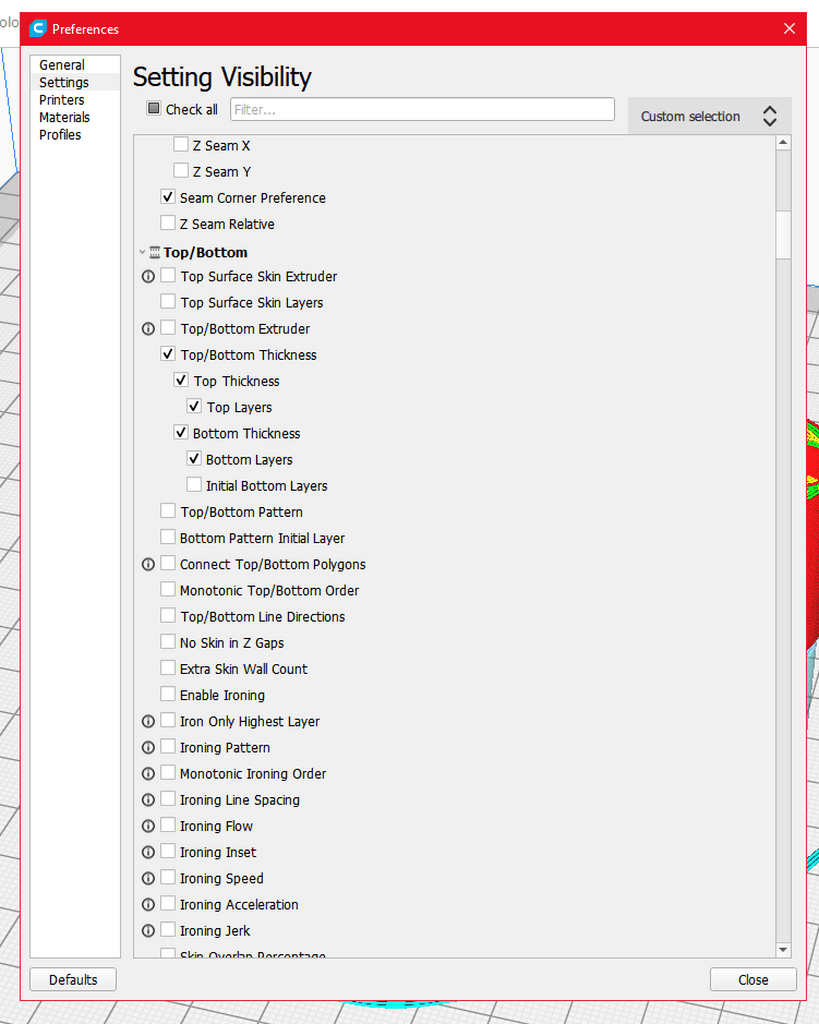
Top/Bottom
Top/Bottom thickness: Détermine l'épaisseur des couches supérieure et inférieure de l'objet.
Top thickness: Spécifie l'épaisseur des couches supérieures.
Top layers: Indique le nombre de couches supérieures à imprimer.
Bottom thickness: Définit l'épaisseur des couches inférieures.
Bottom layers: Spécifie le nombre de couches inférieures à imprimer.
Infill
Infill density: Contrôle le pourcentage de remplissage de l'objet.
Infill pattern: Permet de choisir le motif de remplissage interne de l'objet, comme rectiligne, hexagonal, etc.
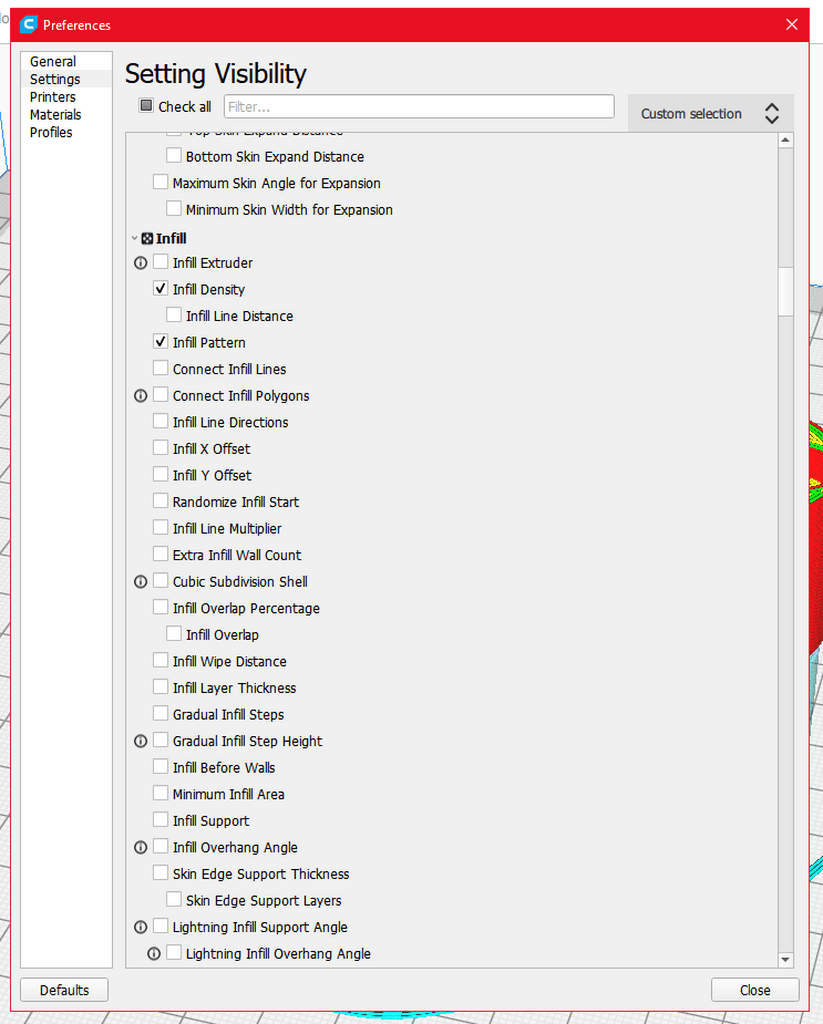
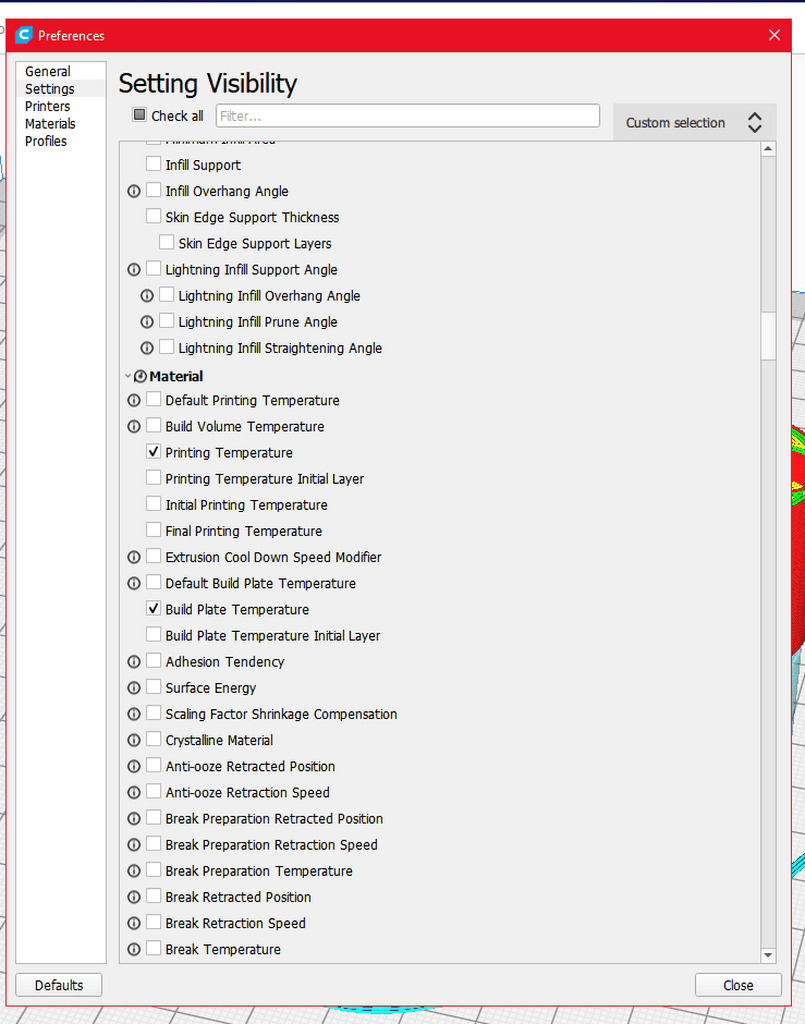
Material
Printing temperature: Définit la température d'extrusion du filament.
Build plate temperature: Indique la température du plateau chauffant.
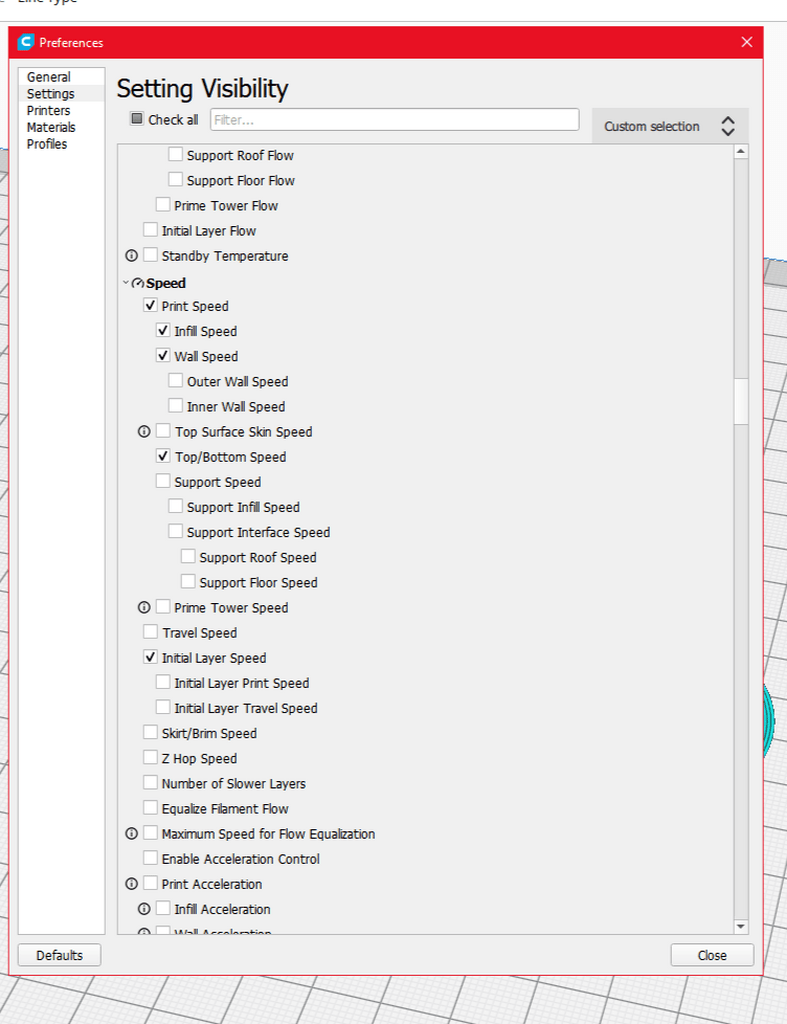
Speed
Print speed: Détermine la vitesse d'impression générale.
Infill speed: Contrôle la vitesse d'impression pour le remplissage de l'objet.
Wall speed: Indique la vitesse d'impression des parois.
Top/bottom speed: Spécifie la vitesse d'impression des couches supérieure et inférieure.
Initial layer speed: Contrôle la vitesse d'impression de la première couche.
Travel
Enable retraction: Active ou désactive la rétraction du filament lors des déplacements entre les impressions.
Z hop when retracted: Indique si la buse doit être soulevée lors de la rétraction.
Z hop over printed parts: Permet de soulever la buse lorsqu'elle se déplace sur des parties déjà imprimées.
Z hop height: Spécifie la hauteur de soulèvement de la buse lors des déplacements.
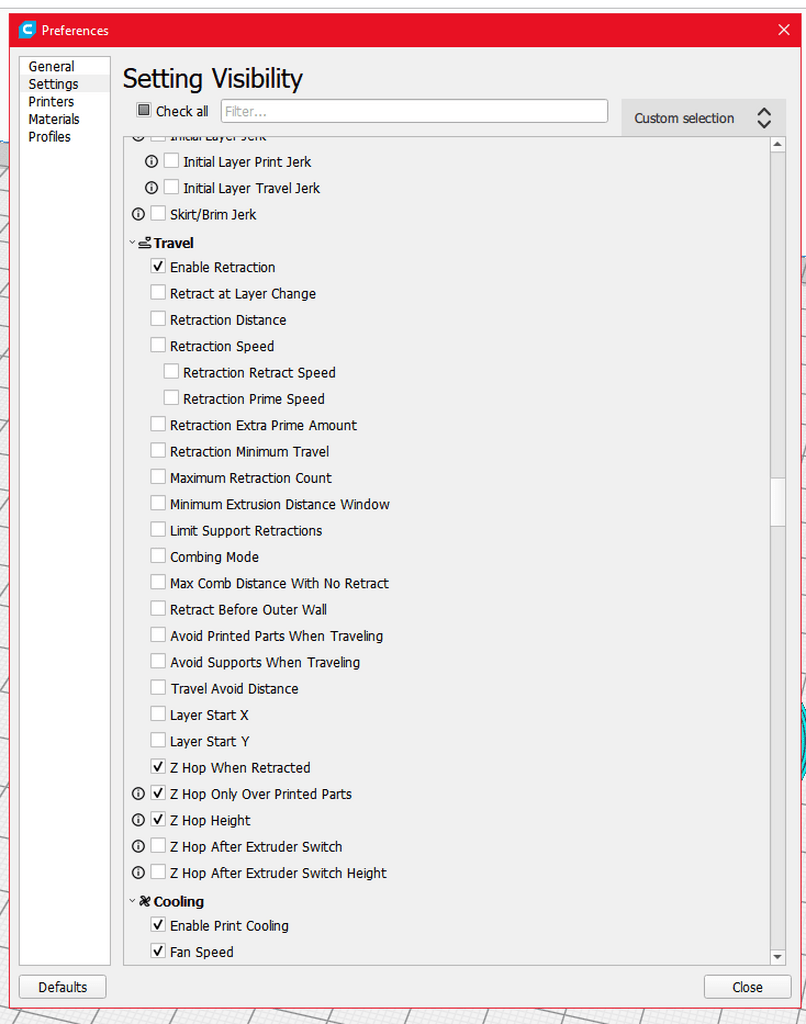
Cooling
Enable print cooling: Active ou désactive le refroidissement de la pièce pendant l'impression.
Fan speed: Contrôle la vitesse du ventilateur de refroidissement.
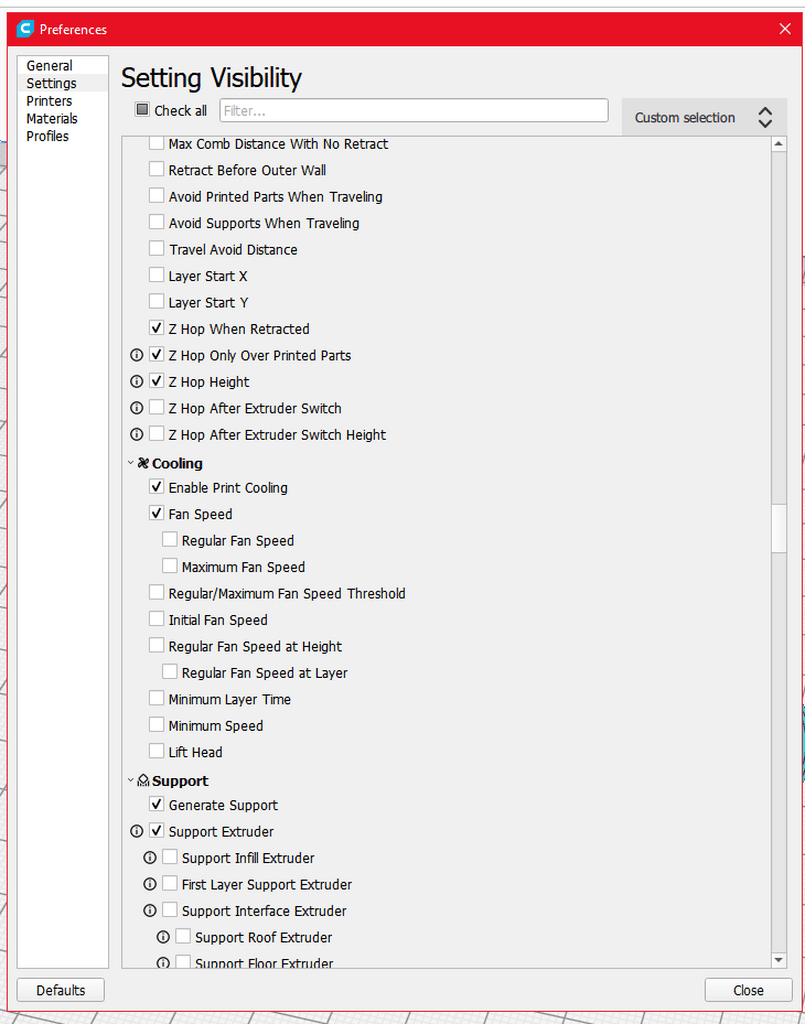
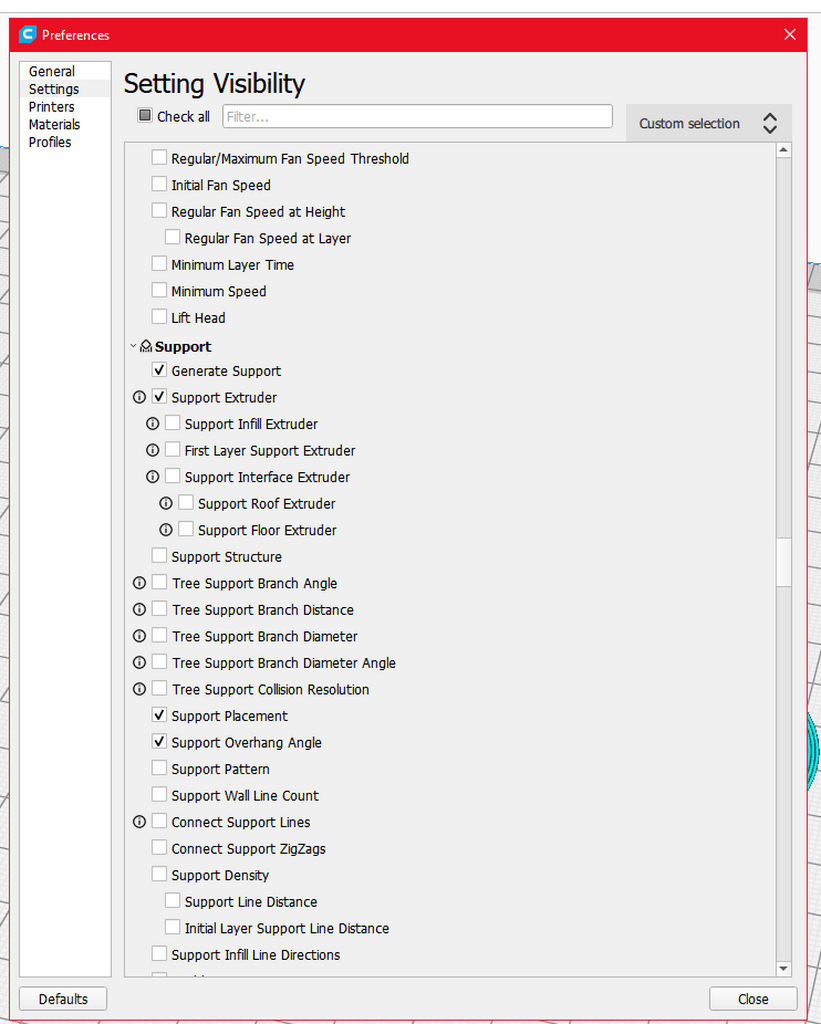
Support
Generate support: Active ou désactive la génération de supports pour les parties en surplomb.
Support placement: Permet de choisir où placer les supports.
Support overhang: Définit l'angle de surplomb à partir duquel les supports seront générés.
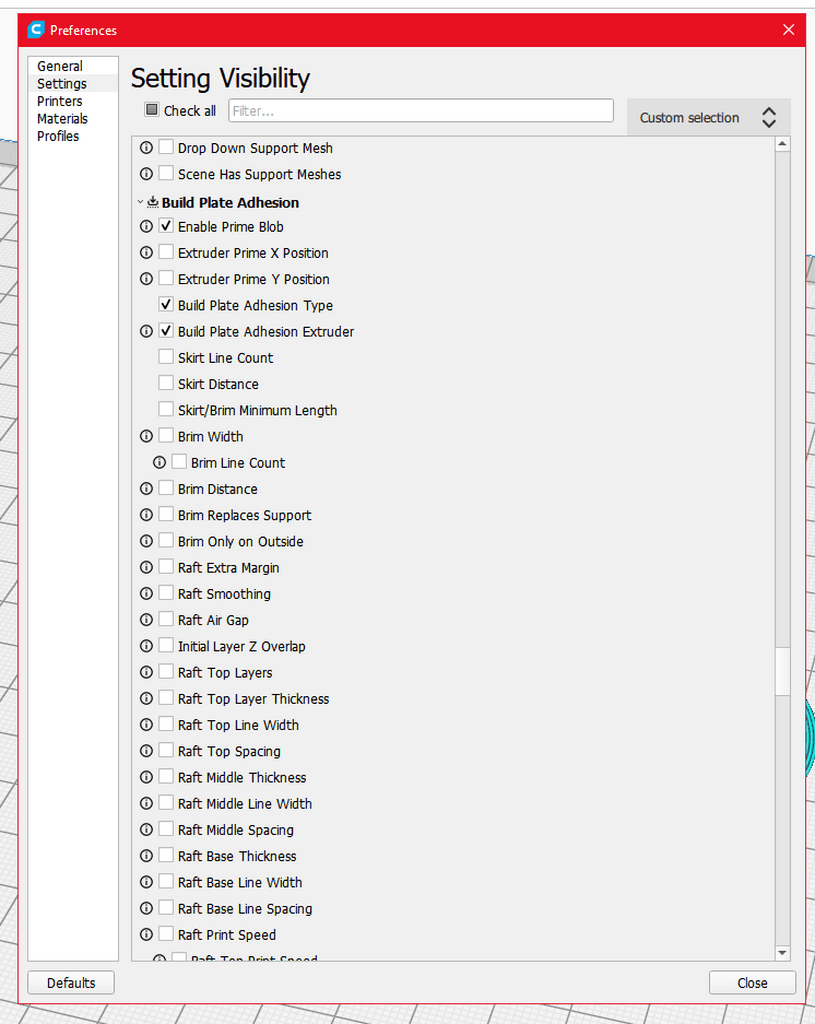
Build plate adhesion
Enable prime blob: Active ou désactive l'extrusion d'un amas de filament au début de l'impression.
Build plate adhesion type: Indique le type de méthode d'adhérence au plateau, comme le raft ou le brim.
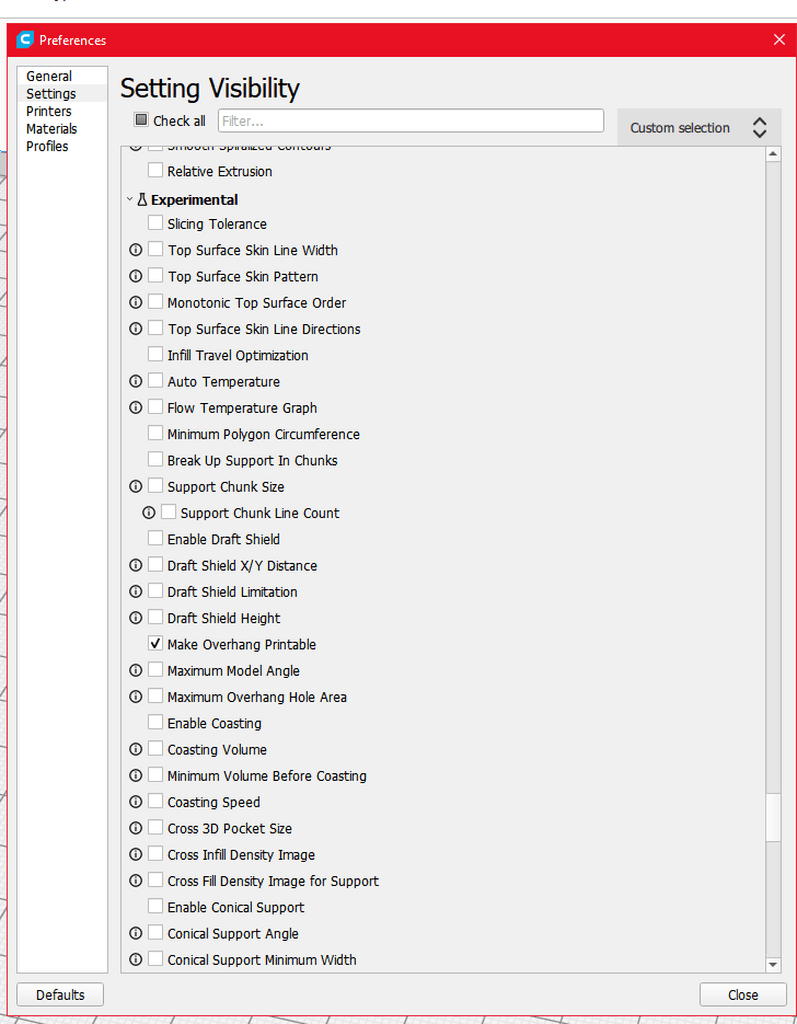
Experimental
Make overhang printable: Tente de rendre les surplombs imprimables sans l'utilisation de supports en modifiant la géométrie de l'objet.
I-B-2 Vitesse, température et filaments.
La vitesse, la température et le filament jouent des rôles cruciaux dans le processus d'une impression.
La vitesse d'impression détermine la rapidité avec laquelle la tête d'impression se déplace le long des axes X, Y et Z, influençant ainsi le temps nécessaire pour compléter l'objet. Il y a donc un juste milieu à trouver.
Dans le meilleur des cas une vitesse trop élevée peut compromettre la qualité de l'impression en provoquant des artefacts ou des défauts de surface. Dans le pire des cas vous allez avoir la pièce qui va se détacher du bed, ou bien encore de la délamination.
La vitesse va varier en fonction du type de votre imprimante. Pour une cartésienne, la vitesse va varier entre 50 et 70mm/s (estimation générale), à vous de tester en fonction de votre imprimante.
Cependant, garder en tête que la vitesse d'impression est une petite composante du temps d'impression, ce n'est pas une fin en soi. Vous pouvez jouer sur l'infill, les walls, la conception en elle-même pour accélérer l'impression - et bien d'autres paramètres -.
La température du filament est également essentielle, car elle affecte sa viscosité et sa capacité à fondre de manière uniforme. Des températures faibles peuvent entraîner des problèmes tels que le bouchage de la buse ou des couches mal adhérentes.
En ce qui concerne le choix du filament, restons sur le PLA pour l'exemple. Vous constaterez empiriquement que chaque fabricant peut recommander des températures et des vitesses différentes.
De plus, la qualité des filaments peut varier considérablement d'une marque à l'autre et même la couleur de ce dernier peut avoir un impact.
Une fois que vous avez identifié une marque de filament qui vous convient, je vous conseille de vous y tenir et de maîtriser les paramètres de vitesse et de température qui lui sont associés. Cela vous permettra de diagnostiquer plus facilement d'éventuels problèmes d'impression et d'obtenir des résultats plus cohérents.
I-B-3 La calibration (étape optionnelle)
Cette étape n'est pas toujours nécessaire, mais elle est bonne à connaitre (plus pour utilisateurs confirmés).
Elle va dépendre de ce que vous souhaitez imprimer et le degré d'exactitude que vous voulez atteindre.
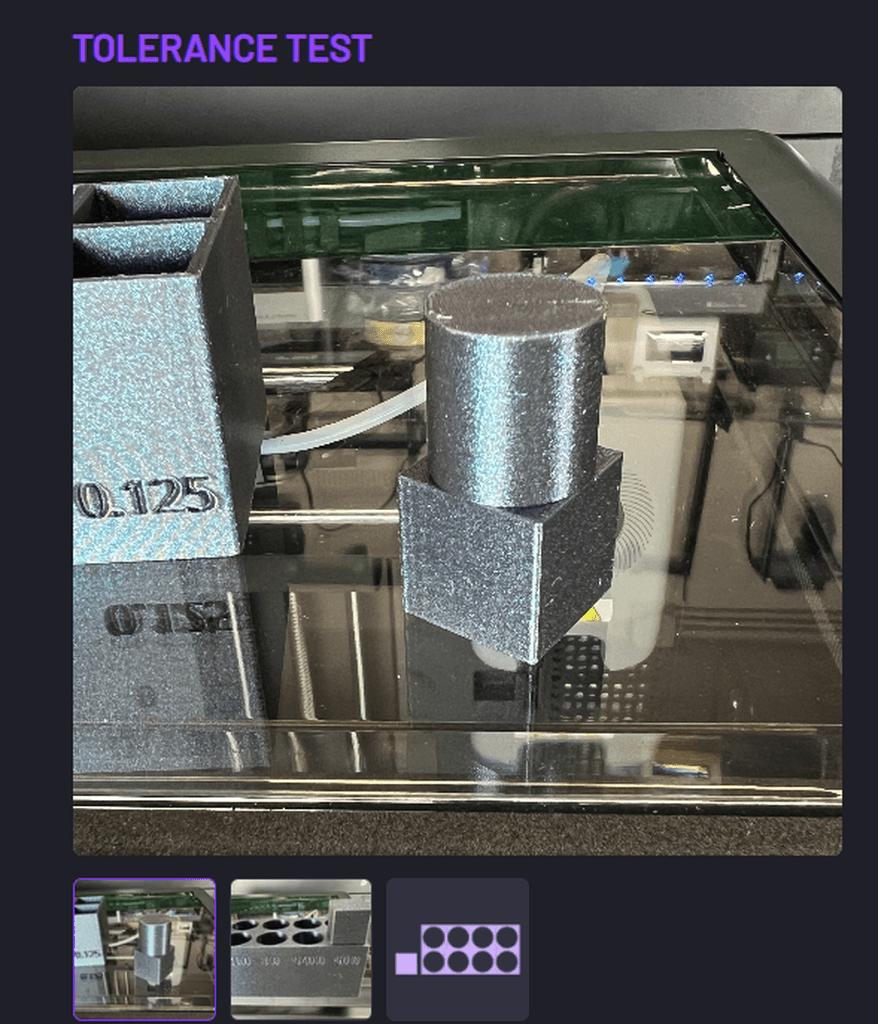
Par exemple, vous souhaitez faire un bouton/poignée/knob avec un écrou à l'intérieur. Trop petit, il ne rentrera pas, trop gros vous allez avoir du jeu.
Ces différents fichiers ci-dessous vont vous permettre de vérifier le degré de tolérance de vos impressions. Une fois que vous connaissez cette tolérance vous pouvez ajuster au mieux votre slicer ou même vos créations en CAO.
Enfin vous pouvez également toucher à la configuration de votre imprimante ( utilisateur confirmé +++).
Gardez en tête que tous réglages peuvent être RAZ.


I-CCL : mes paramètres pour une imprimante CR10S et QQ remarques pour Cura.
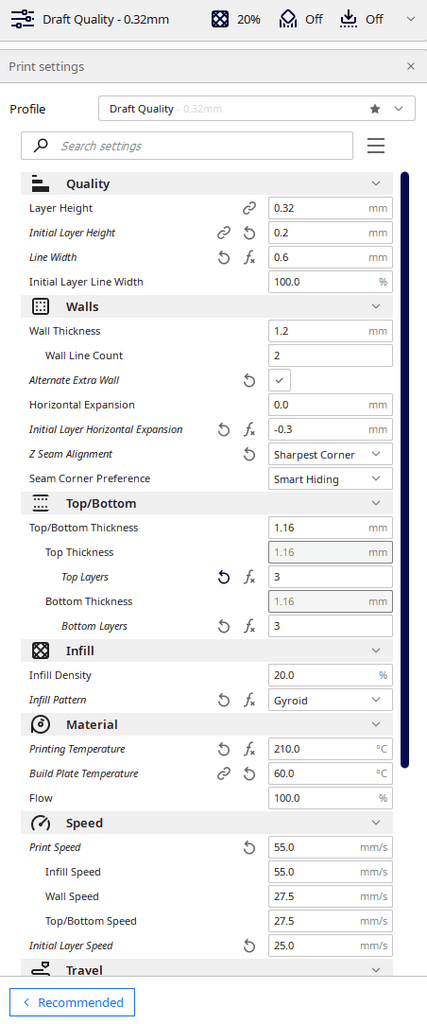
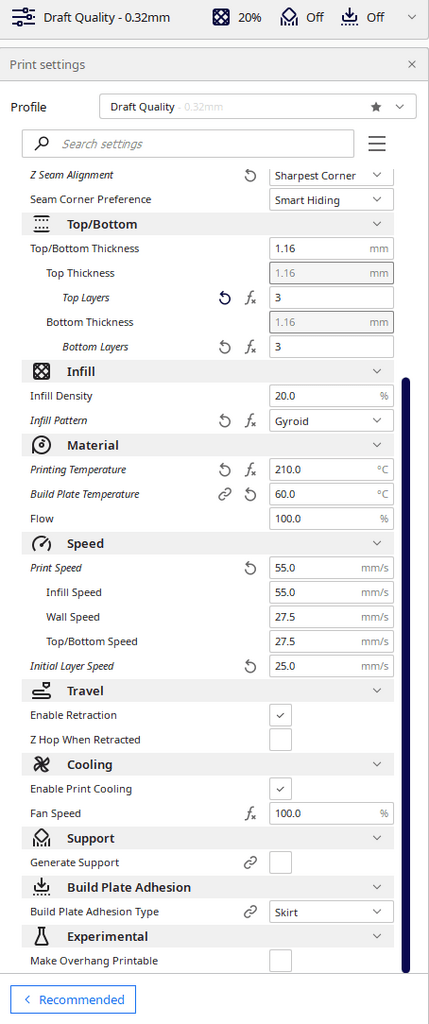
Paramètres en photo et les valeurs que j'utilise le plus souvent avec ma vieille mais pas obsolète imprimante CR10S pour du PLA (le plus classique).
Vous pouvez aussi télécharger le profile à importer dans Cura ici => Profil Cura
Il est à adapter à votre imprimante (vitesse d'impression).
Quelques mots sur des éléments qui peuvent vous être utile :
Pour la température du lit et de la buse : essayez d'être au-dessus des valeurs préconisées par le fabricant du filament. D'une part cela va vous assurer une meilleure adhérence des couches (je suis à 210°, même pour du filament qui doit s'imprimer à 190°) et d'autre part une meilleure adhérence de la première couche si vous avez un plateau en verre (ma température du plateau est toujours à 60°)
-" Wall line" : Ne descendez pas en dessous de 2 et toujours utiliser un extra wall. Il m'arrive de faire des prints avec 6 walls voir plus.
-" Bottom Top" : Idem que wall line, essayez de ne pas descendre en dessous de 3 top et bottom layers.
- "Infill pattern" : Dans la mesure du possible, faites du Gyroid le plus possible, c'est le pattern d'infill qui va vous assurer le plus une pièce solide.
"Infill density" : Essayez de ne pas descendre en dessous de 15% pour des pièces qui nécessitent une résistance mécanique.
"Alternate extra wall" : Il s'agit d'un élément que vous devriez utiliser aussi souvent que possible pour les pièces nécessitant une résistance mécanique élevée.
"Make overhang printable" : Si vous préférez éviter de retourner une pièce, d'imprimer des supports ou même de modifier le modèle, en cochant cette case, le slicer va ajouter des renforts à certains angles afin de rendre l'impression possible sans avoir besoin de supports (Attention il peut y avoir des surprises).
A vous de jouer !
II - Les indispensables de l'impression 3D dans un atelier.
On rentre dans le cœur d'un autre sujet, qu'est ce que je peux bien imprimer d'utile dans un atelier ?
Évidemment, c'est un thème plutôt subjectif ; ce qui est indispensable pour moi peut ne pas l'être pour vous. De plus, il est possible que j'omette certains éléments ! Je vous encourage donc à partager vos incontournables dans un atelier ou même vos créations pratiques !
Ce que je vais présenter ici sont des éléments que j'utilise régulièrement depuis plusieurs années dans un atelier et dont je ne peux plus vraiment me passer.
Il est probable que le sujet évolue avec le temps !
Enfin garder en tête que c'est une liste non exhaustive.
Si vous cherchez un objet dans un site comme Thingiverse, il faut penser anglais (sauf à de rares exceptions). Par exemple une bague de copiage pour une défonceuse va se dire guide bushing ou encore copy ring, guide bush etc. Si vous avez du mal avec l'anglais, google trad ou reverso sont vos amis !
Certaines pièces peuvent ne pas convenir à vos machines... car ce sont vos machines et pas les miennes !
Mais la probabilité que la pièce existe déjà pour votre appareil est forte, sauf si c'est une marque obscure de GSB (j'ai rien contre. Parkside par exemple, est plutôt bien présent). Faites donc vos propres recherches si une impression présentée ici vous plait. Ou mieux, vous pouvez le modéliser !
Pour conclure, je ne cesserai de le répéter : essayez de ne pas être un "passager clandestin" et prenez l'habitude de remercier le créateur dans les commentaires ou en message privé. Il y a plusieurs heures de modélisation et d'impression, ainsi que des échecs et des versions multiples nécessaires pour parvenir à un résultat satisfaisant. C'est l'essence même d'Internet. Mais nous, boiseux, savons également le temps et les efforts que cela peut exiger de créer.
II - A Les instruments de mesure et de marquage.
Vous retrouverez des instruments de mesure qui ont "l'air de rien", mais qui, dans la pratique, sont extrêmement utiles.
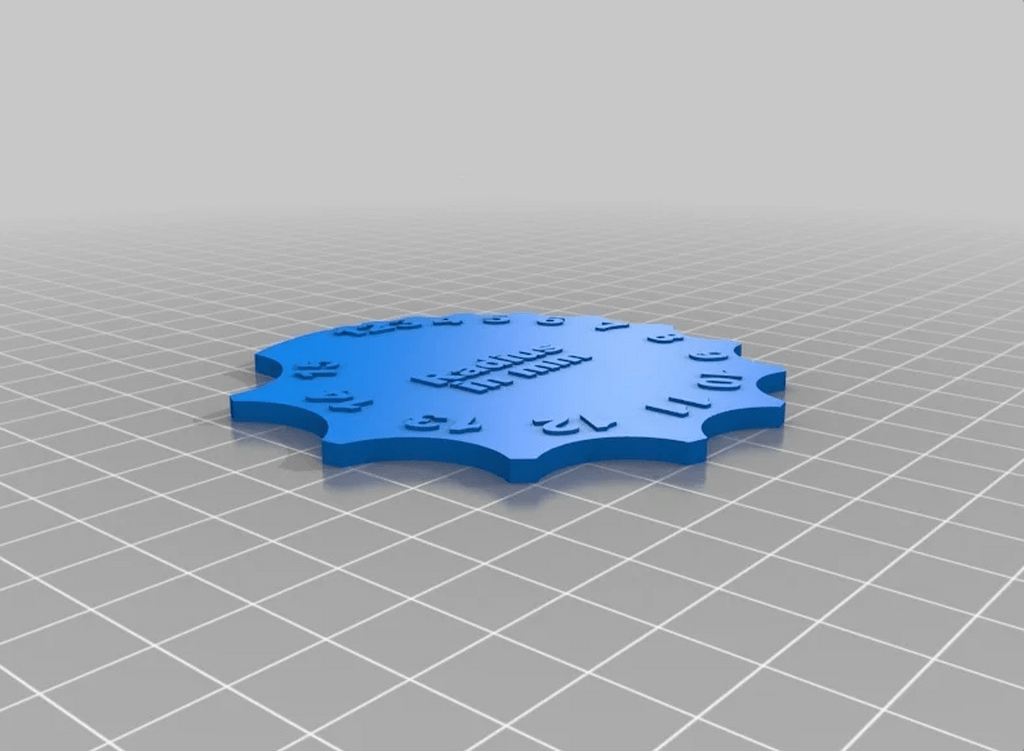

Fillet radius gauge
Commentaire : Pratique pour trouver le rayon d'un objet.
Lien du fichier : thingiverse.com/thing:3172461
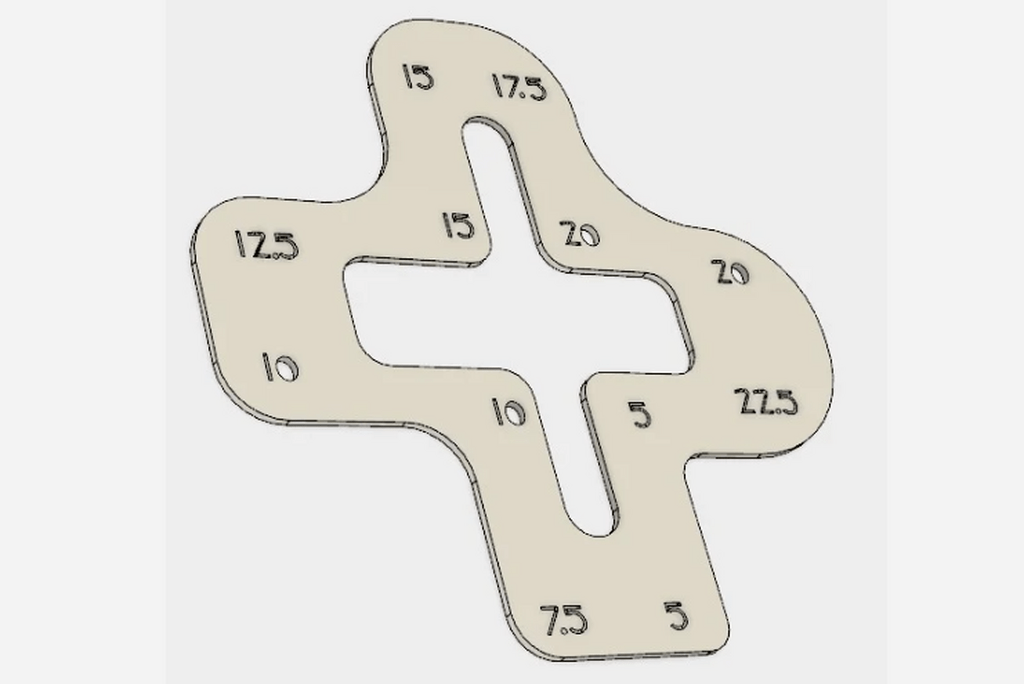
Corner Calculator
Commentaire : même chose que le radius gauge, très pratique pour dessiner rapidement le rayon que l'on veut faire et trouver ce dernier.
Lien du fichier : thingiverse.com/thing:2825812

Center Finder Ruler
Commentaire : Pratique pour trouver le centre d'un rond.
Lien du fichier : thingiverse.com/thing:2830825
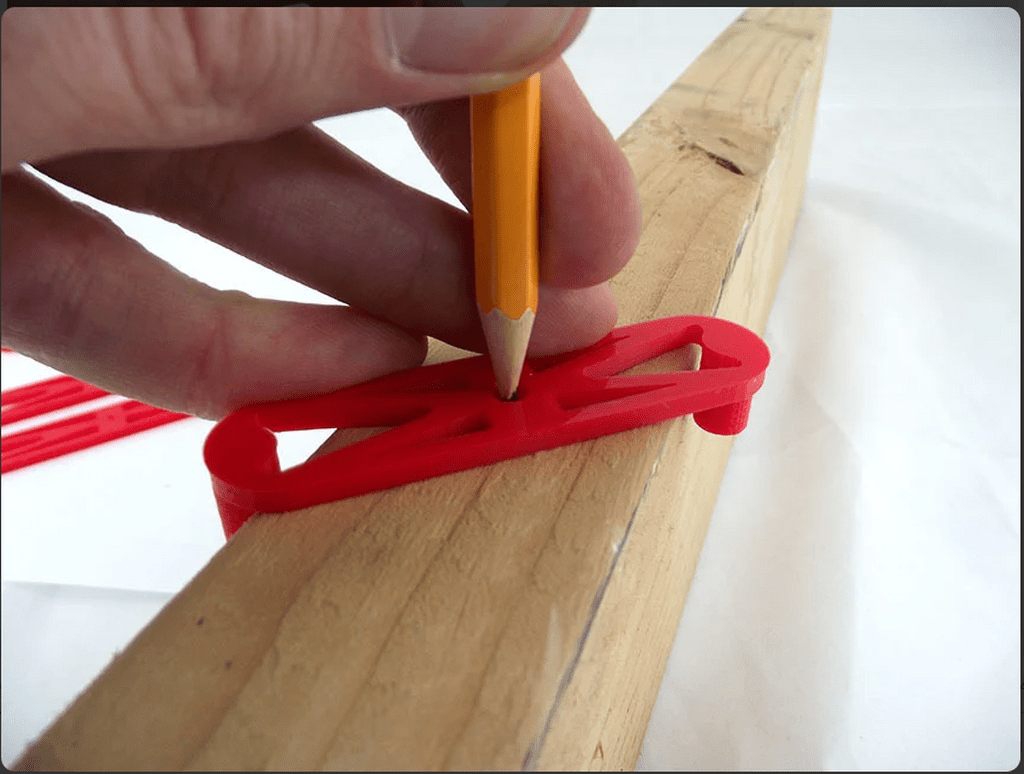

Center Finder Edge
Commentaire : Pratique pour trouver le centre d'une planche. Je l'utilise tout le temps avec un poinçon automatique !
Lien du fichier : thingiverse.com/thing:2199356
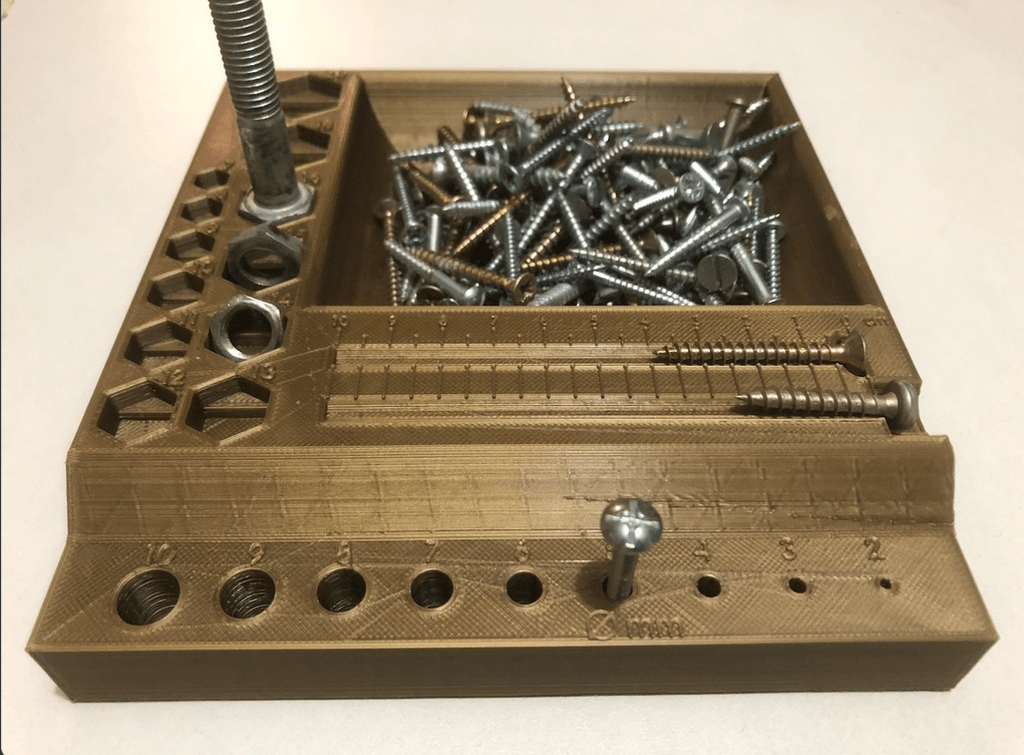
Screw Sizer
Commentaire : Qui n'a jamais été confronté au rangement fatidique des vis et des écrous ? Une super aide ! On ne s'en sert pas tous les jours, mais quand il faut trier plusieurs centaines de vis et d'écrous...
Lien du fichier : thingiverse.com/thing:3682303
II-B-1 Les adaptateurs pour les aspirateurs de chantier et les machines.
On possède tous un parc de machines hétérogènes qui s'étoffe avec le temps.
Les adaptateurs disponibles sur le marché peuvent s'avérer coûteux.
L'impression 3D brille dans ce domaine.
Vous trouverez ici une liste non exhaustive d'adaptateurs. Elle à plus pour but de vous montrer les possibilités.
Il existe tellement de paramètres à prendre en compte : la marque et le modèle de l'aspirateur, la marque et le modèle de la machine, ainsi que les variations internes au sein d'une même marque en termes de sortie pour l'aspirateur, qu'il est impossible de tous les répertorier ici.
Il existe plusieurs centaines, voire des milliers d'adaptateurs en impression 3D disponibles en ligne.
Je vais donc vous présenter les principaux que je connais, à titre d'exemple, et je vous invite à effectuer vos propres recherches sur les sites disponibles dans la FAQ avec le modèle de votre aspirateur et des termes anglais "vacuum", "adapter", etc.
Enfin, je tiens à souligner qu'il est souvent plus "simple" de concevoir ou d'adapter son propre modèle en CAO.
PS: à rentrer en force ! je rajoute généralement de la colle avec un pistolet à colle chaude ou de la néoprène.



Pour ma part je possède un aspirateur Bosch Advanced Vac 20 que j'ai payé à vil prix - une cinquantaine d'euros -. Il possède une prise asservie et aspire bien.
J'ai donc des adaptateurs pour cet aspirateur et mes machines Makita, Parkside, Einhell et Bosch (oui oui, un comble !). Les machines Festool n'ont pas besoin d'adaptateur pour mon aspirateur, c'est suffisamment rare pour être souligné .
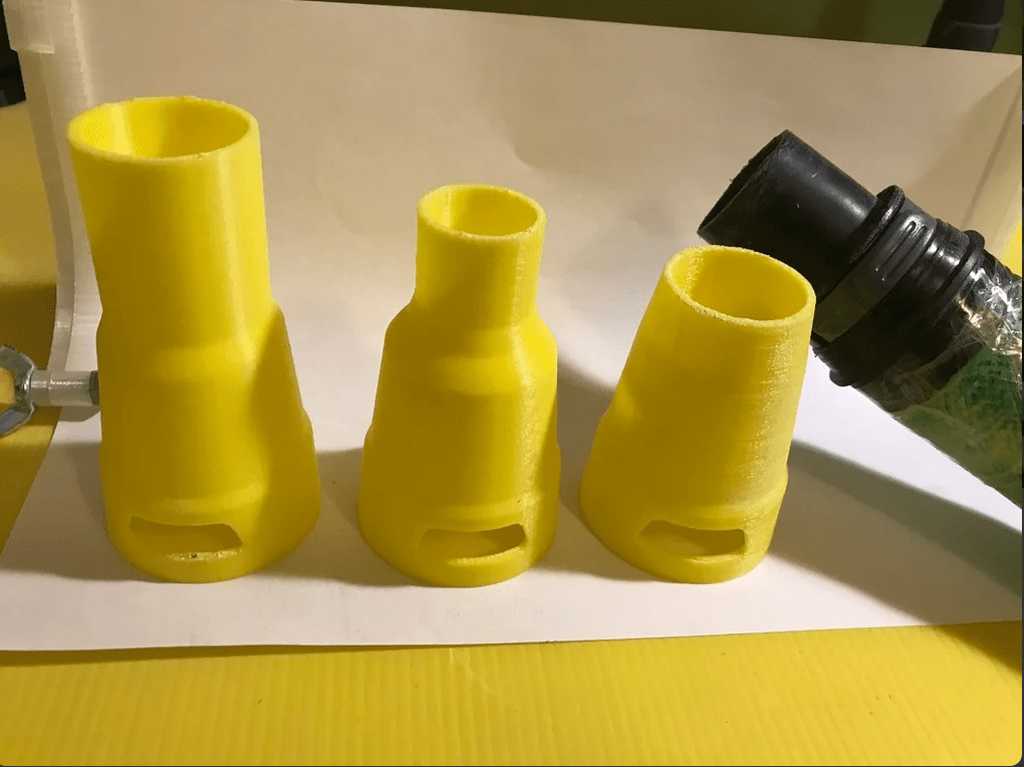
Quelques exemples de modèles d'adaptateurs que l'on peut trouver sur internet.
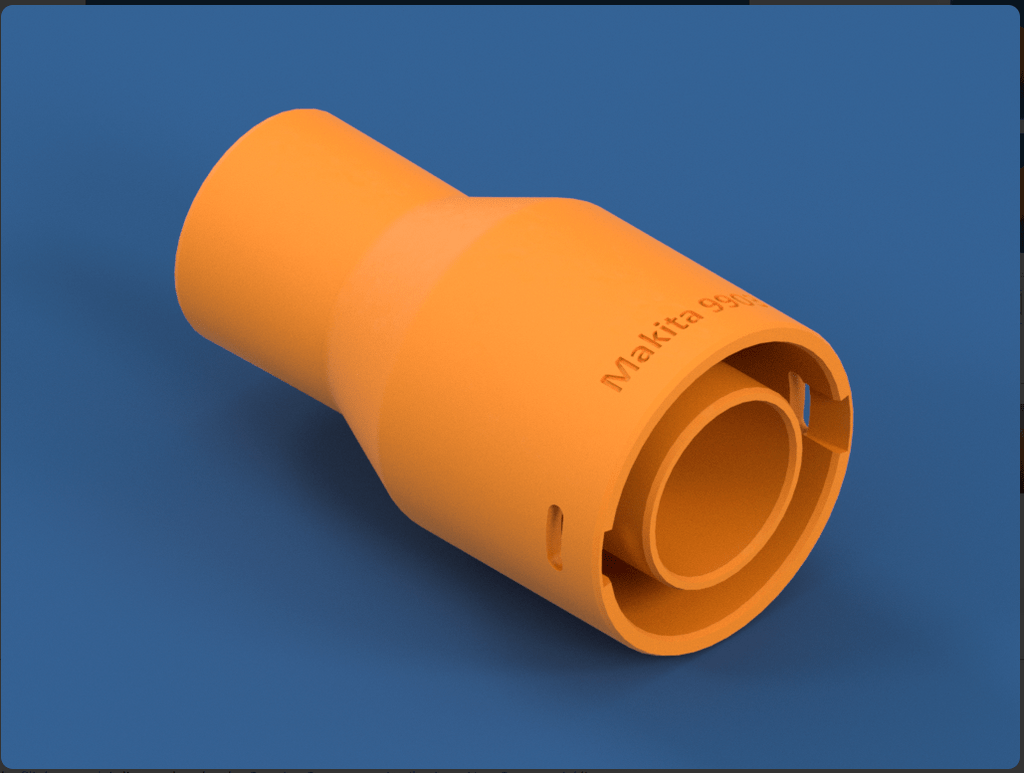
Makita Vacuum Cleaner Adapters incl. Festool
Lien du fichier : thingiverse.com/thing:4324355
Pour ces outils : Metabo SXE 450, Makita 9903, Makita PJ7000J, Festool
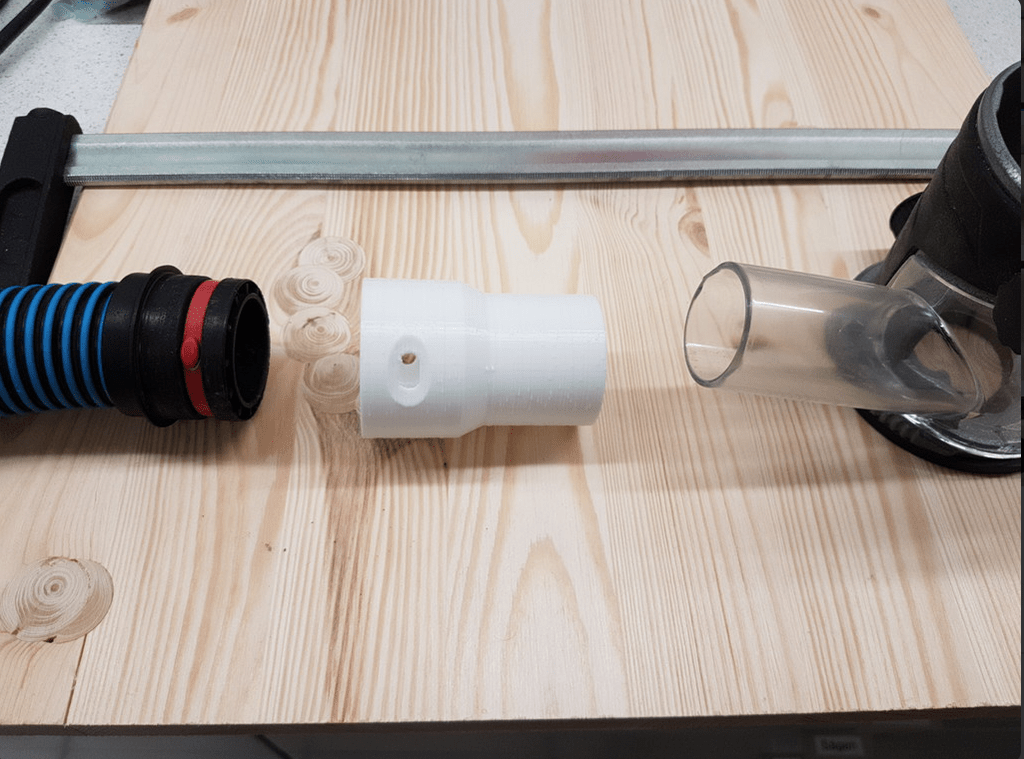
Vacuum adapter for Bosch GAS 35 (C35 Clip) -> Makita RT0700 (and clones)
Lien du fichier : thingiverse.com/thing:4257842

Festool adapter for Makita
Lien du fichier : printables.com...-tube-to-makita
Karcher WD3 to Bosch and Makita tools
Lien du fichier : thingiverse.com/thing:3662734
II-B-2 Quelques accessoires utiles pour l'aspirateur de chantier.
Qui n'a jamais grincé des dents en voyant l'aspirateur aspirer non seulement les débris sur son établi, mais aussi une pièce de la raboteuse fraîchement démontée ?
Ou bien encore, qui n'a jamais été pris dans le combat sans fin entre le câble de sa ponceuse ou de sa défonceuse et celui de l'aspirateur ?
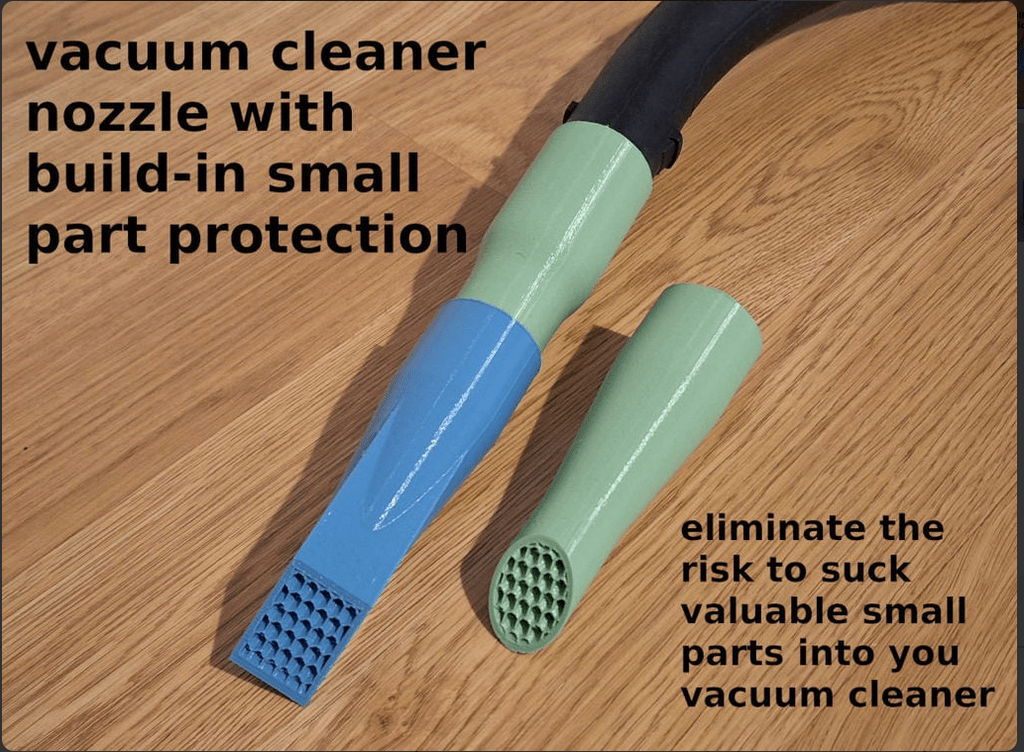
Vacuum cleaner nozzle with protector adapter
Commentaire : à adapter selon son aspirateur
Lien du fichier : thingiverse.com/thing:6264862

Festool cable clip
Commentaire : à adapter selon son aspirateur
Lien du fichier : thingiverse.com/thing:2013748
II-B-3 Les adaptateurs pour les aspirateurs à copeaux et les tuyaux.
Ici c'est un peu plus complexe, je ne peux que vous présenter des connecteurs. Si il vous faut un connecteur spécifique à votre machine, il va falloir mettre les mains dans de la CAO et le faire vous même ou bien le faire modéliser par quelqu'un d'autre.
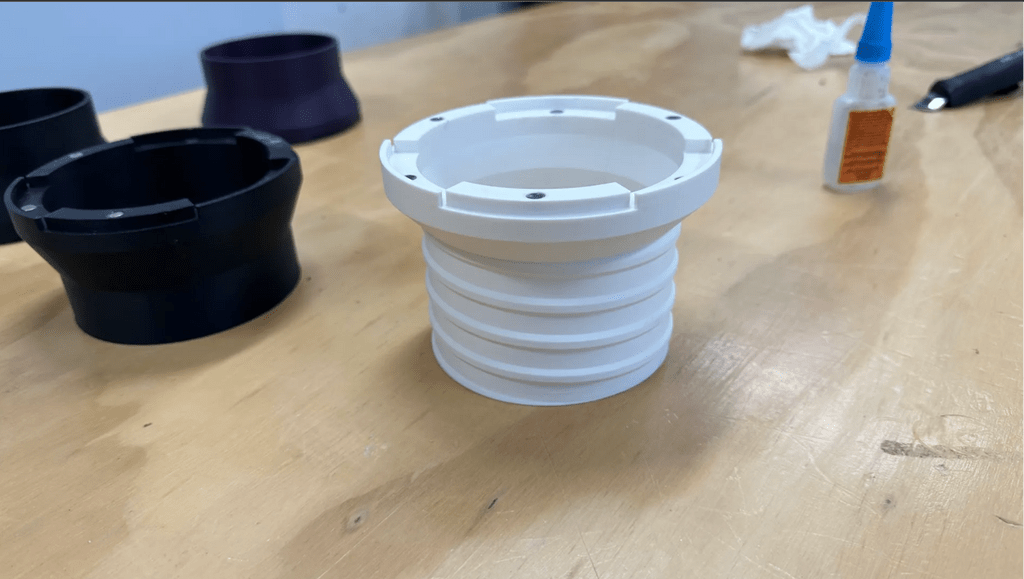
Parametric magnetic hose adapter
Lien fichier : printables.com...e-adapter/files
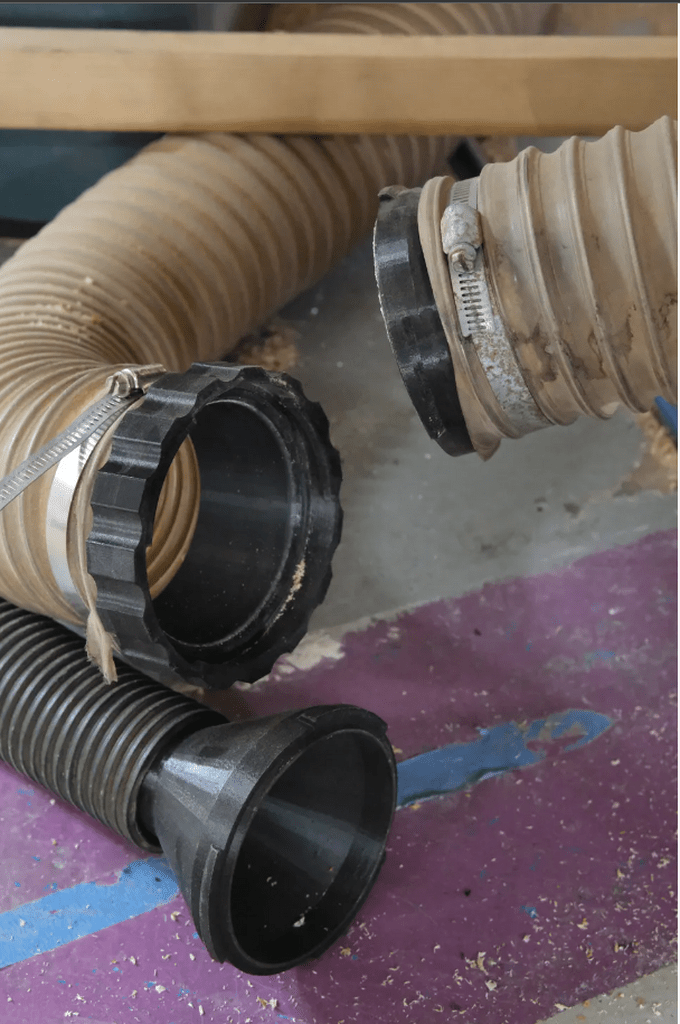
Dust collector quick connect system
Lien du fichier : printables.com...ct-system/files
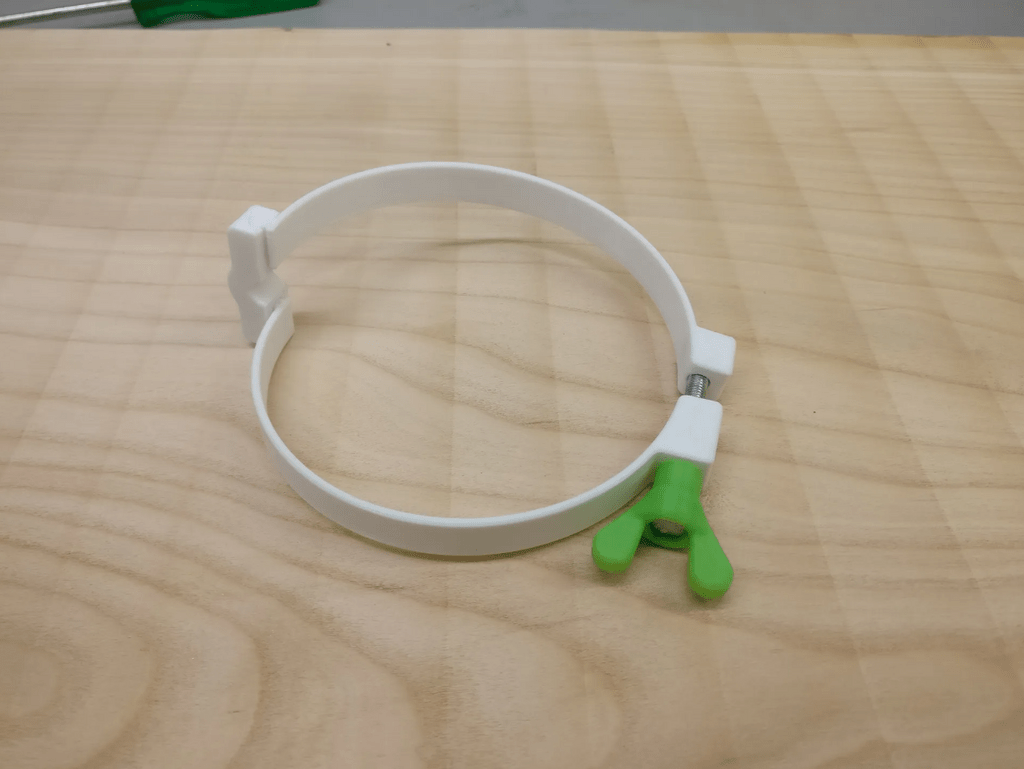
Hose clamp for dust collection hoses
Lien du fichier : printables.com...ollection-hoses
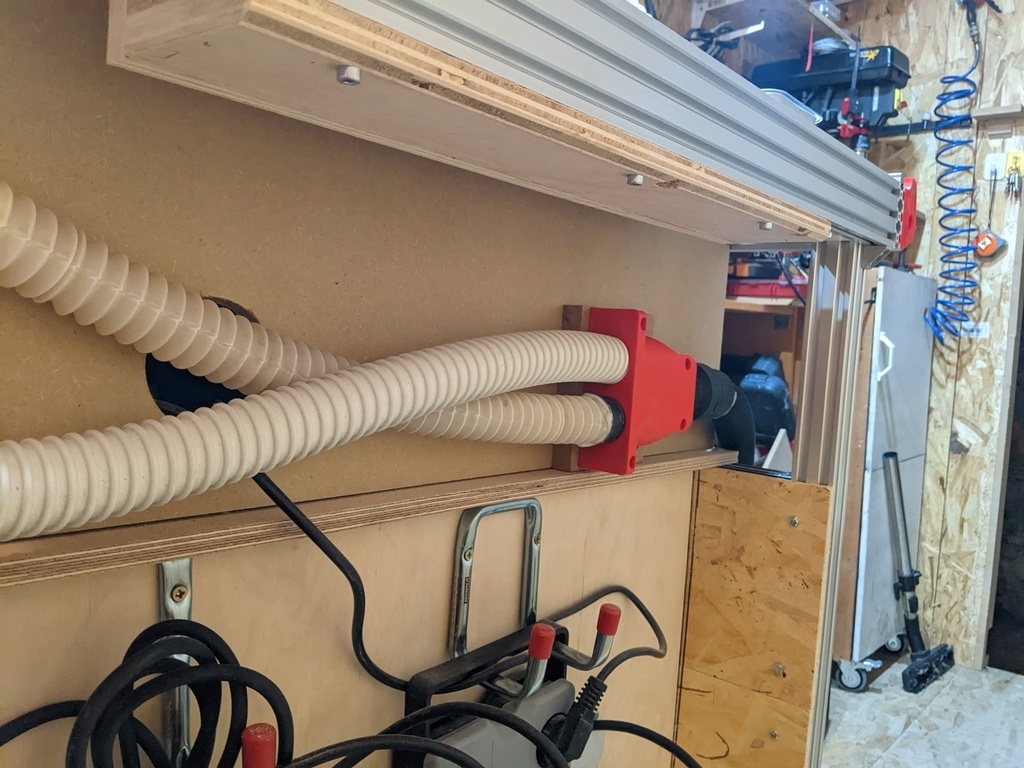
Enfin, vous avez les miens pour du 100mm et 80mm qui sont pour un Bestcombi mais qui peuvent tout à fait fonctionner pour d'autres machines.
L'exemple du fonctionnement ici :
Les plans ici :
II-B-4 Les connecteurs d'aspiration spécifiques aux machines
Pour les connecteurs d'aspirations spécifiques à vos machines (les grosses; les combinés, les scies à format etc.) il va falloir mettre la main à la pate, il n'y a pas le choix.
La raison est simple, c'est beaucoup moins courant que de l'électroportatif et autres petites machines de chantier.
Néanmoins, voici un exemple d'adaptation sur une "grosse machine" fait par EricFd pour améliorer l'aspiration de sa SAF. Vous remarquerez la multiplication des versions pour arriver à un résultat !
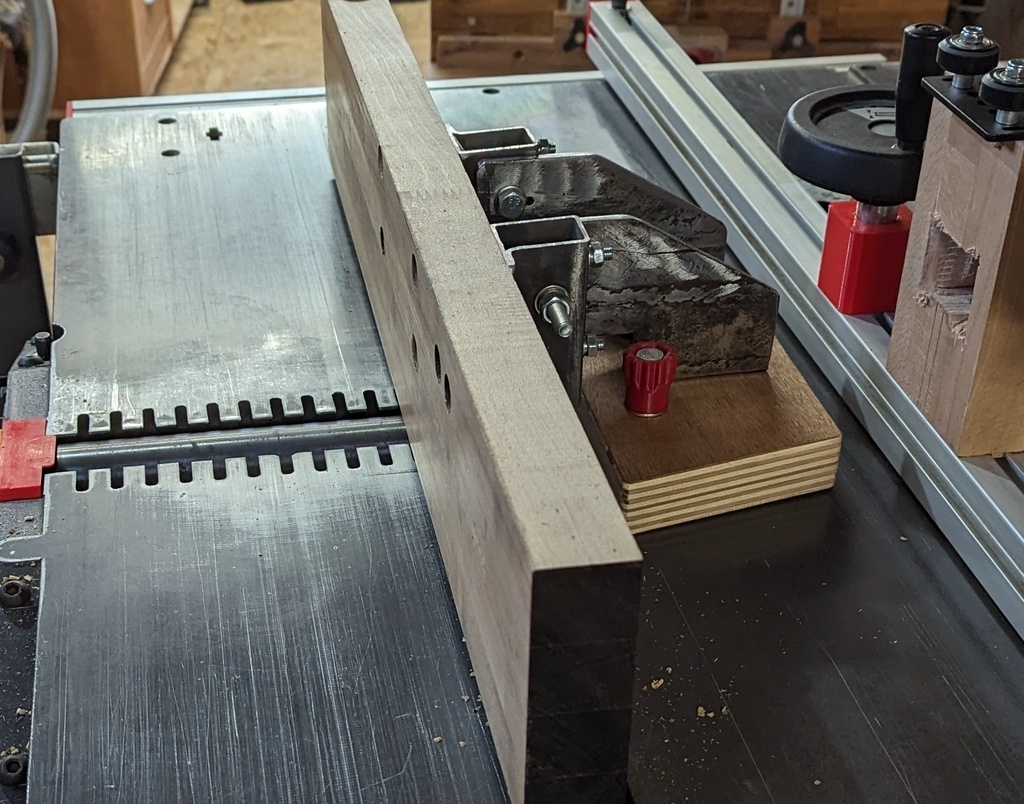
Voici un autre exemple avec l'arrière de mon guide de toupie qui a une forme bien particulière dont l'adaptation nécessite quelques compétences en CAO ici aussi. Il est disponible nul part, il faut donc le modéliser !

II-C-1 Les batteries.
Les adaptateurs de batteries constituent un domaine complexe et diversifié.
Ces adaptateurs répondent à divers besoins, notamment en permettant l'utilisation de machines anciennes fonctionnant avec des batteries Ni-Cd, par exemple. De plus, ils offrent la possibilité de passer d'un écosystème à un autre sans avoir à investir dans de nouvelles batteries et chargeurs spécifiques à une marque donnée.
Discaimer
Il est essentiel de souligner que la fabrication d'un adaptateur nécessite un certain niveau de compétence en électronique ainsi que l'accès à du matériel de soudure et de sertissage.
Un avertissement important s'impose : l'utilisation d'un adaptateur prive la machine de ses protections intégrées, car la batterie n'est plus contrôlée de manière intelligente. Cela expose à un risque de décharge profonde, pouvant rendre la batterie inutilisable à long terme. Il est donc crucial de ne pas utiliser l'appareil de manière excessive.
Par ailleurs, il convient de choisir judicieusement le type de matériau d'impression pour l'adaptateur. En effet, lors d'une utilisation prolongée, certains matériaux comme le PLA peuvent fondre, notamment au niveau des bornes d'épissure (un doute sur le terme ), ce qui compromettrait la connexion entre la machine et la batterie. Une attention particulière doit donc être portée à ce détail.Discaimer
Enfin, il est important de noter que les adaptateurs suscitent souvent des débats dans le monde de l'impression 3D. Certains modèles sont mis en vente sur des plateformes comme Leboncoin par des personnes qui ont simplement téléchargé le modèle, alors que les auteurs originaux refusent catégoriquement l'utilisation commerciale de leur design. Il est donc primordial de respecter les droits d'auteur et les licences associées à ces créations.
Vous aurez ici quelques exemples, à vous de faire vos recherches 
II-C-2 Exemples d'adaptateurs Bosch, Makita, Dewalt, Parkside
Voici quelques exemples d'adaptateurs :

BOSCH 18V battery adapter for Makita tool
Lien du fichier : thingiverse.com/thing:4684746

Proper 18V Makita to Ryobi battery adapter
Lien du fichier : thingiverse.com/thing:4285859
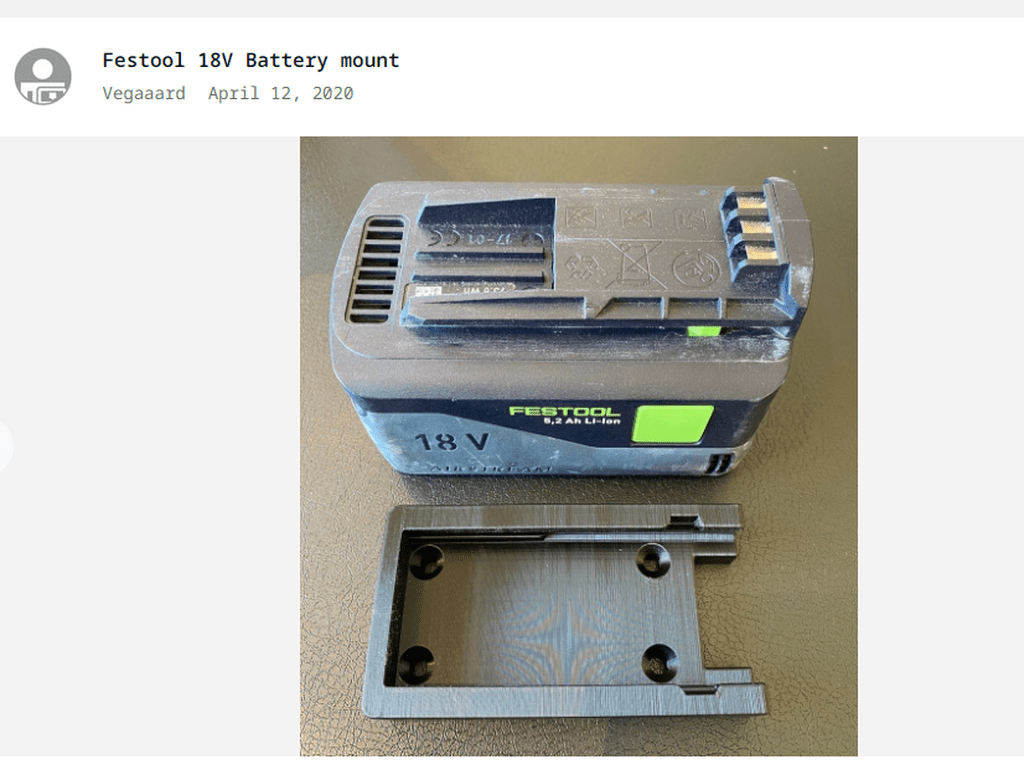
V2 Makita to Festool Battery adapter upgrade version 18V BP 18LI 5,2 to Makita 18v
Lien du fichier : thingiverse.com/thing:2637035

Einhell Makita Battery Adapter 18V
Lien du fichier : thingiverse.com/thing:4591336

Parkside x20 to Makita 18V FIXED
Lien du fichier : thingiverse.com/thing:4606755

Dewalt Lithium 20VMax to RYOBI One+ 18 volt Adapter
Lien du fichier : thingiverse.com/thing:1248463
II-C-3 Les holders pour les batteries (Festool, Dewalt, Makita, Parkside, Ryobi etc.)
Les holders pour batteries sont conçus pour maintenir une ou plusieurs batteries en place de manière sécurisée et stable. C'est pratique pour avoir rapidement les batteries supplémentaires à disposition, en les protégeant des chutes et de la poussière.

Quelques exemples de battery holder pour les principales marques en 18v. Je vous laisse chercher pour les 12v.
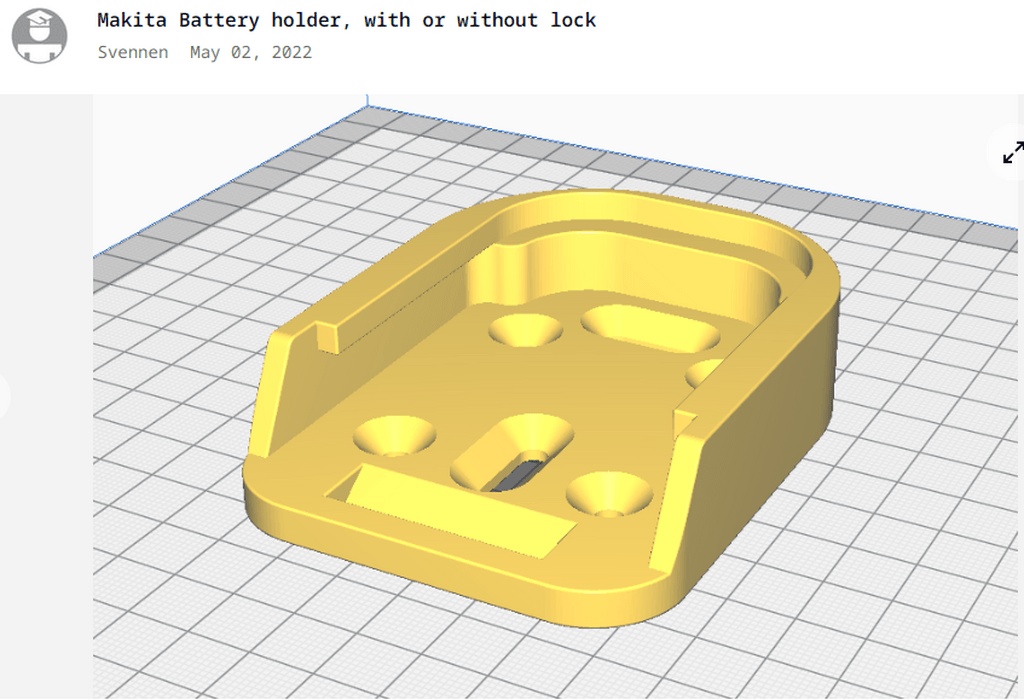
Makita battery holder
Commentaire : le modèle que j'utilise dans mes ateliers. RAS, il fait bien le job.
Lien du fichier : thingiverse.com/thing:5373484

Dewalt battery holder
Lien du fichier : thingiverse.com/thing:2839522
Festool battery holder
Lien du fichier : thingiverse.com/thing:4279690
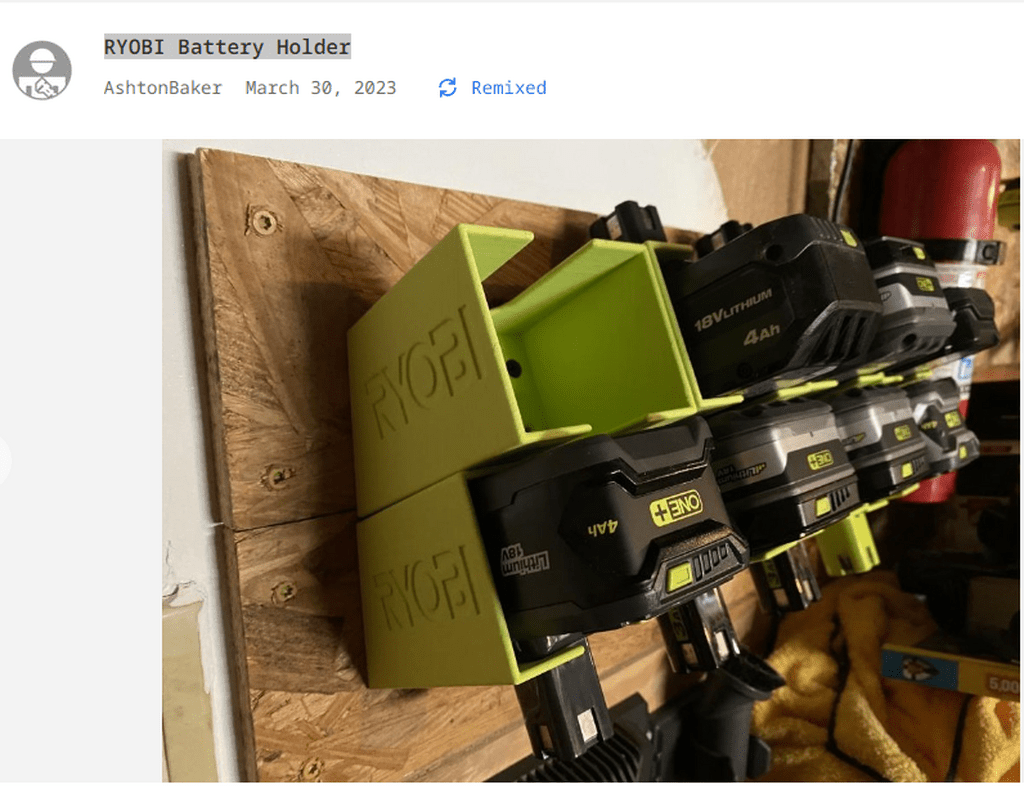
Rioby battery holder
Lien du fichier : thingiverse.com/thing:5941517
Parkside battery holder
Commentaire : je n'ai pas retrouvé celui que j'utilise, celui-ci doit faire l'affaire.
Lien du fichier : printables.com...-battery-holder
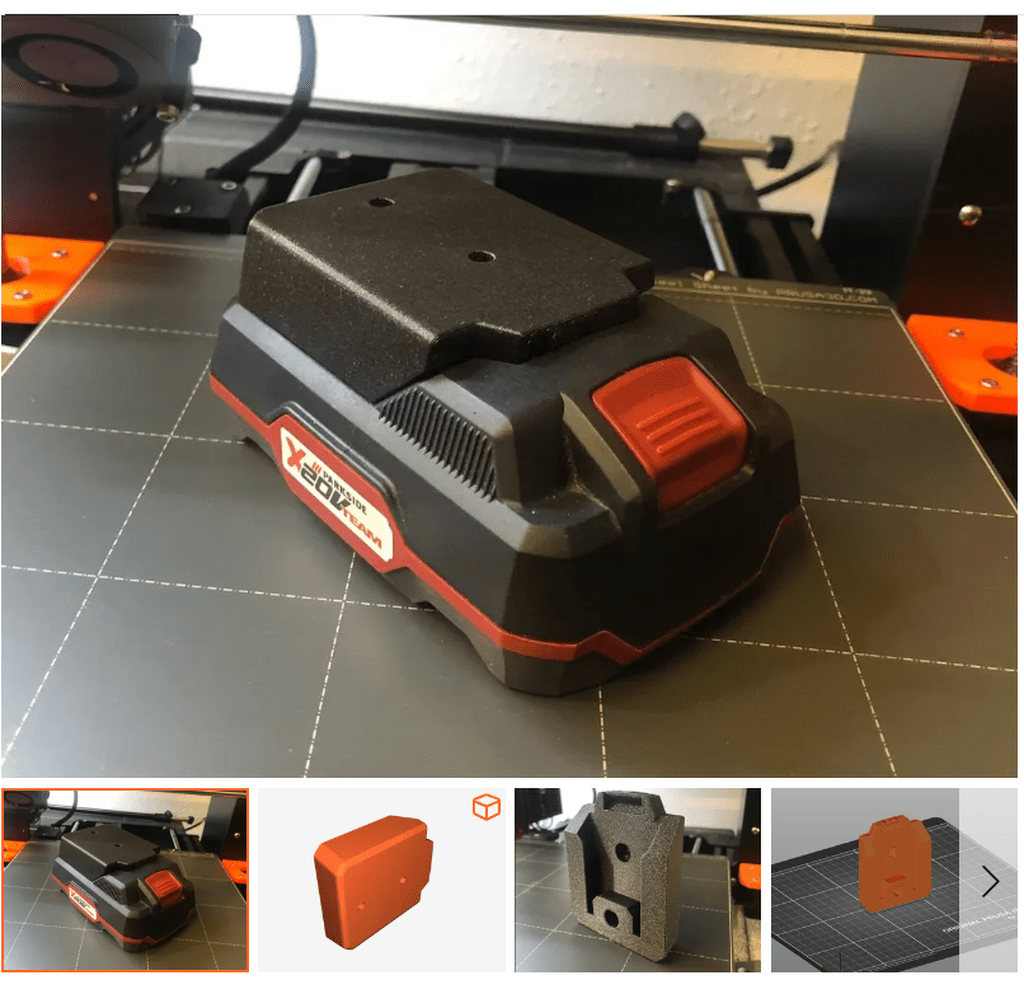
II-C-4 L'usage détourné des batteries.
Les batteries pour nos outils peuvent être utiles pour d'autres fonctions. C'est un usage détourné dont je suis moi-même friand !
Par exemple, j'ai des phares antibrouillard sur ma moto. Un était HS. Rapide échange avec le commerçant, il va m'envoyer un second set.
Dilemme, que vais-je donc faire de mon "monophare" ? Je ne vais tout de même pas le jeter à la déchèterie alors qu'il est fonctionnel. Je vais en faire une lampe portative !
Un autre exemple : vous avez un vieil aspirateur sans fil Dyson, Rowenta ou d'une marque exotique (on en trouve beaucoup en déchetterie). La batterie est morte ou le coût du changement/rachat de la batterie est excessif. Fabriquez-vous un adaptateur. Vous offrirez une nouvelle vie à votre vieux Rowenta sans fil en batterie Ni-Cd.
Bref, l'important c'est de regarder tout ce qui fonctionne sur pile ou batterie d'un autre œil. Vous ouvrez un nouveau monde de réparabilité pour ce qui est autour de vous. J'ose penser aussi que cela fait beaucoup pour la planète.
Disclaimer
Comme pour les adaptateurs, il faut savoir un minimum ce que vous faites.
Il est essentiel de souligner que la fabrication d'un adaptateur nécessite un certain niveau de compétence en électronique ainsi que l'accès à du matériel de soudure et de sertissage.
Disclaimer

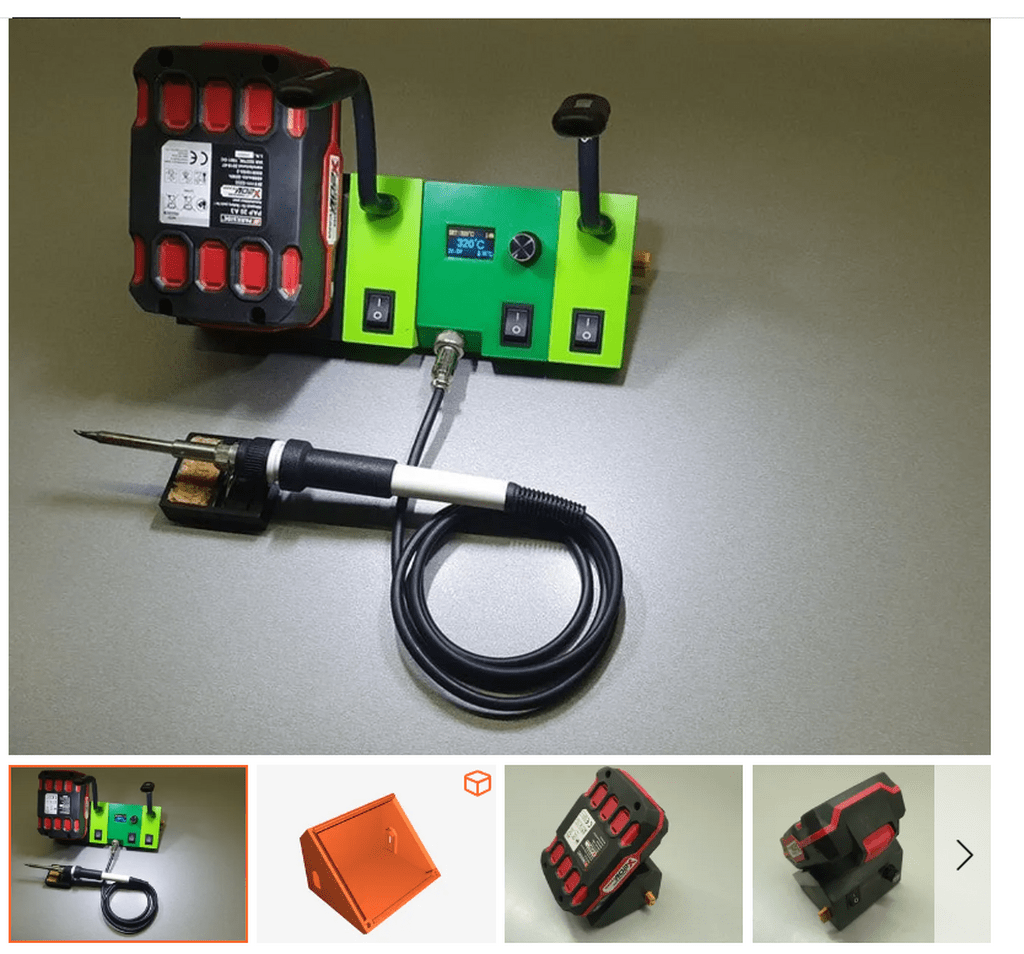
Quelques exemples d'usages détournés avec les batteries.
Je prends ici uniquement en exemple Parkside. Nul doute que les usages détournés sont possibles sur les autres plateformes. C'est par "commodité" pour moi car je sais où piocher

Parkside x20v phone charger
Lien fichier : printables.com...v-phone-charger
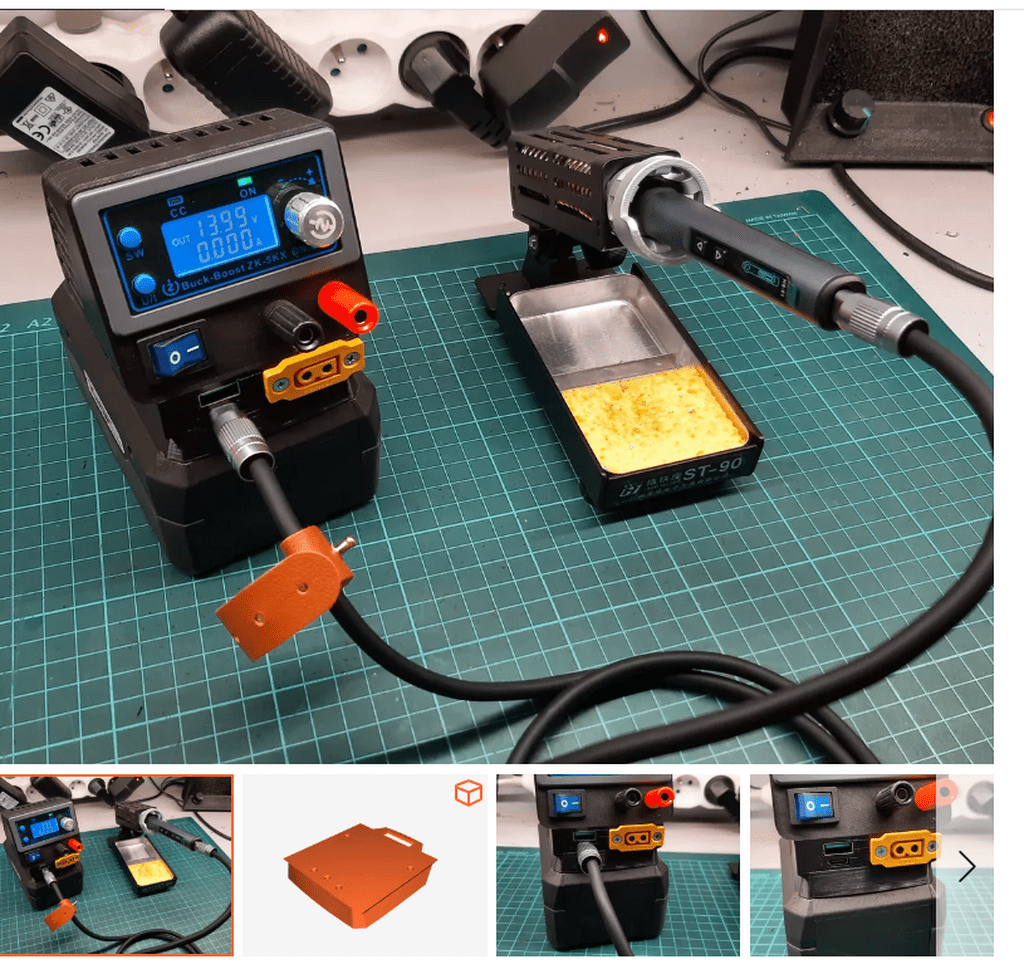
Parkside X20V - ZK-5KX power supply
Lien fichier : printables.com...kx-power-supply
Lien fichier : printables.com...pter-for-tiny-e
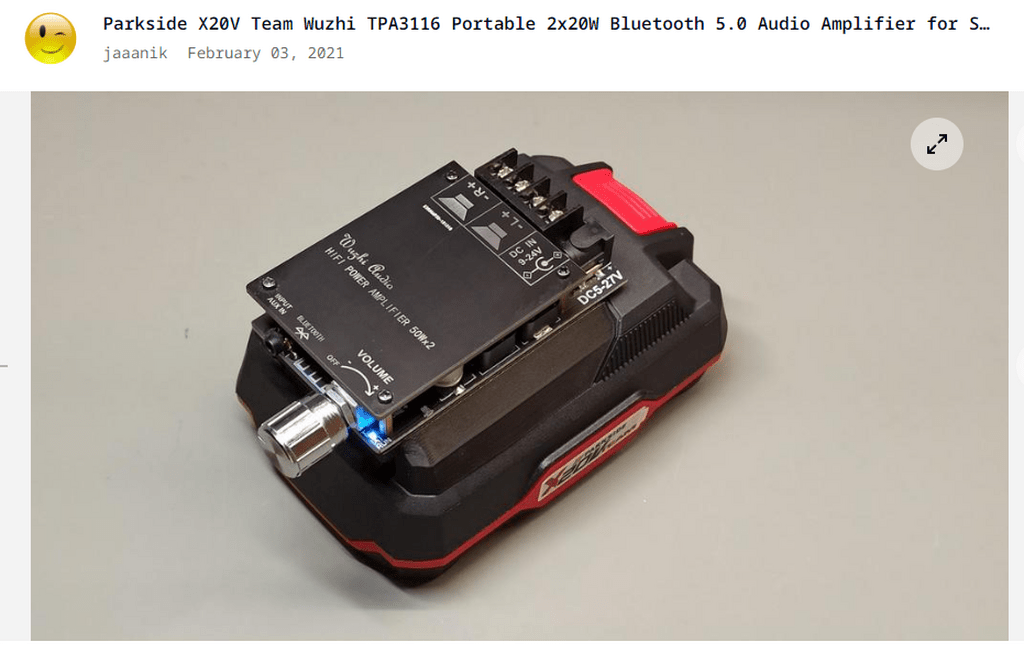
Parkside X20V Portable 2x20W Bluetooth 5.0 Audio Amplifier for Speakers
Lien fichier : thingiverse.com/thing:4748953
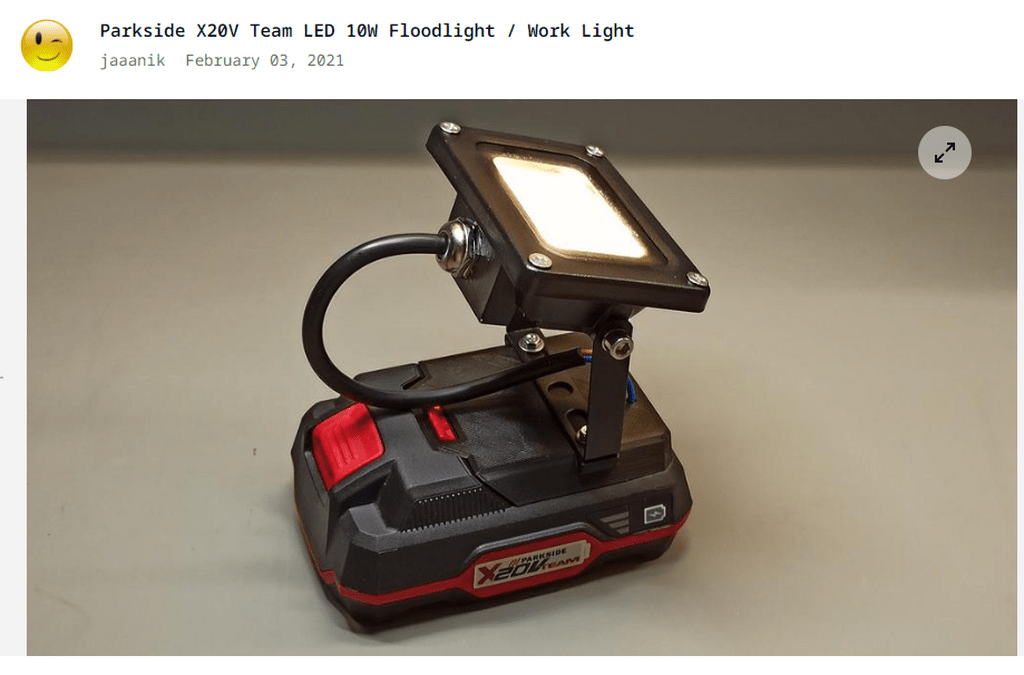
Parkside X20V Team LED 10W Floodlight / Work Light
Lien fichier : thingiverse.com/thing:4748987
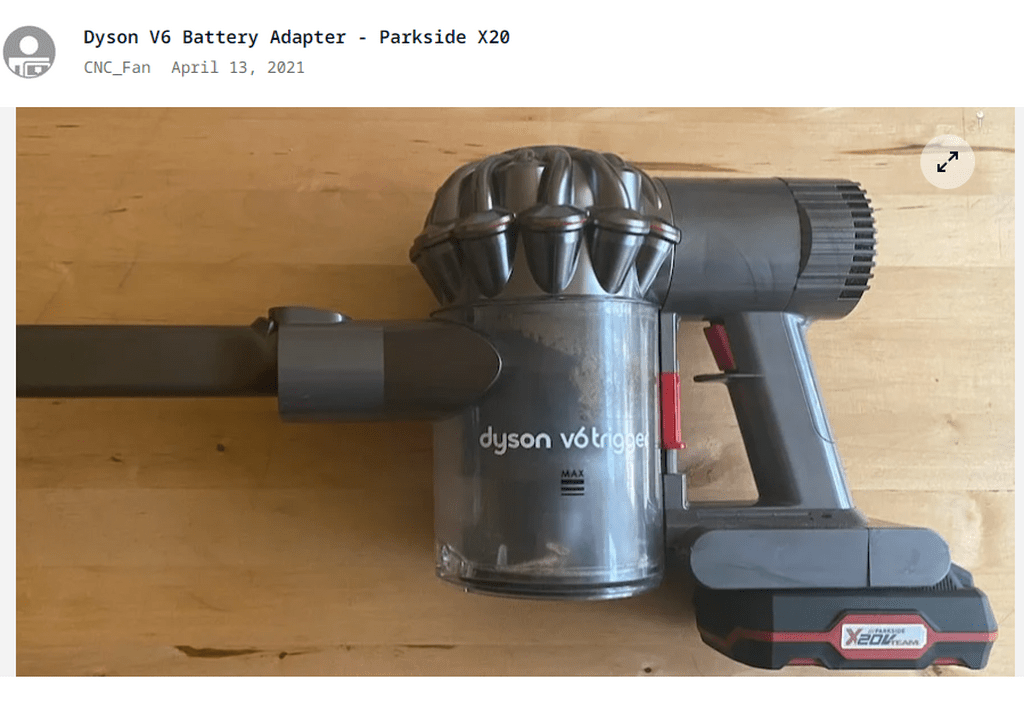
Dyson V6 Battery Adapter - Parkside X20
Lien fichier : thingiverse.com/thing:4827098
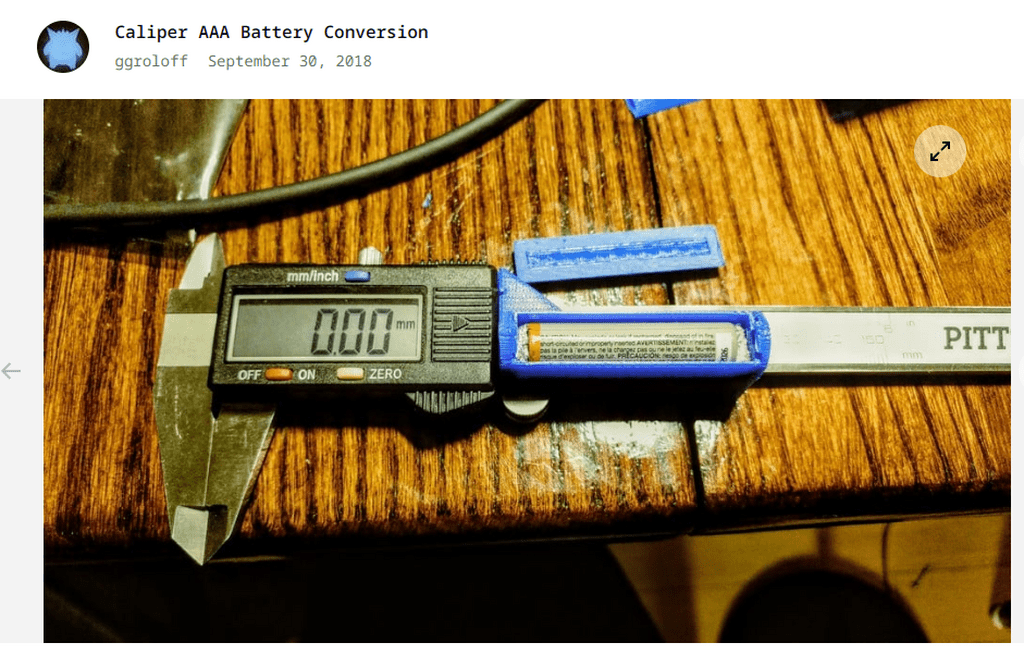
Caliper AAA Battery Conversion
Commentaire : Petit mod qui n'est pas lié à une plateforme de batterie. Si vous ne possédez pas un Mitutoyo et que vous un avez marre de changer les piles boutons.
Lien fichier : thingiverse.com/thing:3127985
II-D-1 Les machines.
Comme pour les aspirateurs, on possède tous un parc de machines hétérogènes qui s'étoffe avec le temps.
Les accessoires peuvent s'avérer coûteux.
L'impression 3D brille également dans ce domaine.
Vous trouverez ici une liste non exhaustive d'accessoires possibles pour des défonceuses, des scies, des lamelleuses etc. Elle à plus pour but de vous montrer les possibilités.
Il existe tellement de paramètres à prendre en compte : la marque et le modèle de la machine, ainsi que les versions de cette dernière, qu'il est impossible de tous les répertorier ici.
Je vais donc vous présenter ce que j'utilise ou bien ce que je trouve utile.
Enfin, je tiens à souligner qu'il est souvent plus "simple" de concevoir ou d'adapter son propre modèle en CAO et, au même titre qu'un gabarit, il m'arrive d'imprimer un accessoire pour une machine pour un usage presque unique.
II-D-2-1 Les défonceuses : bagues de copiage (Bosch, Festool, Makita, Triton etc.)
Attention à la z seam (voir le glossaire), si vous ne la positionnez pas correctement, poncez simplement un peu votre modèle après impression .
Vous retrouverez ici quelques exemples de bagues de copiage pour les machines courantes. Si vous avez un modèle spécifique, faites vos propres recherches
De même, rien ne vous empêche de faire votre propre modèle pour un usage spécifique.
Disclaimer
Certains modèles sont mis en vente sur des plateformes comme Leboncoin par des personnes qui ont simplement téléchargé le modèle, alors que les auteurs originaux refusent catégoriquement l'utilisation commerciale de leur design. Il est donc primordial de respecter les droits d'auteur et les licences associées à ces créations.
Disclaimer

Copy Ring Makita RT0700
Lien du fichier : thingiverse.com/thing:2972062
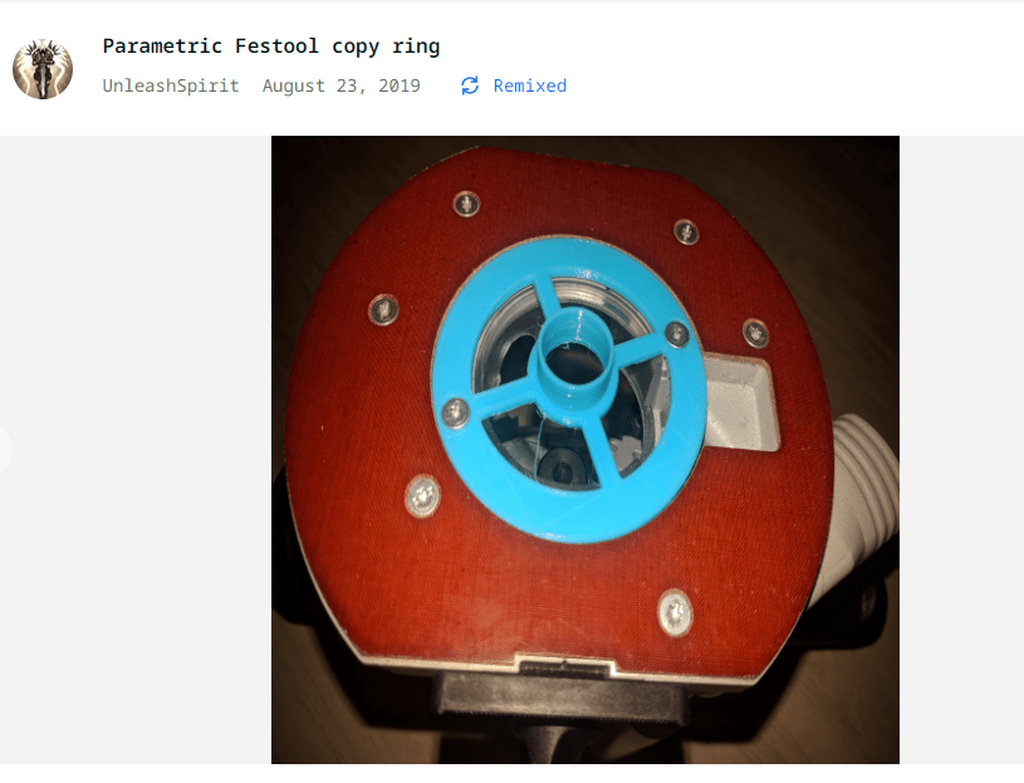
Parametric Festool copy ring
Lien du fichier : thingiverse.co...3824099/remixes
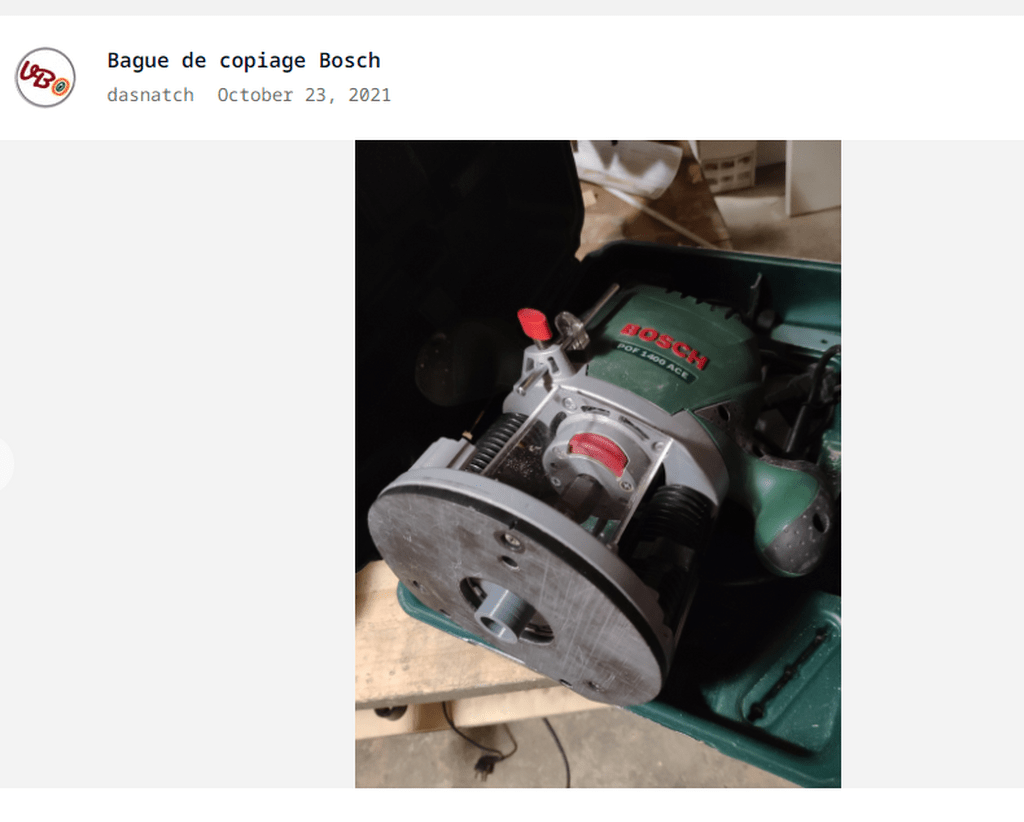
Bague de copiage Bosch
Commentaire : Selon l'auteur (je ne possède que la Bosch POF 1400) compatible avec GKF 600, GMF 1400 CE, GMF 1600 CE, GOF 130, GOF 900, GOF 900 ACE, GOF 900 CE, GOF 1250 CE, GOF 1250 LCE, GOF 1600 CE, GOF 2000 CE Professional, POF 800, POF 1100 AE, POF 1200 AE, POF 1300 ACE, POF 1400 ACE
Lien du fichier : thingiverse.com/thing:5028286
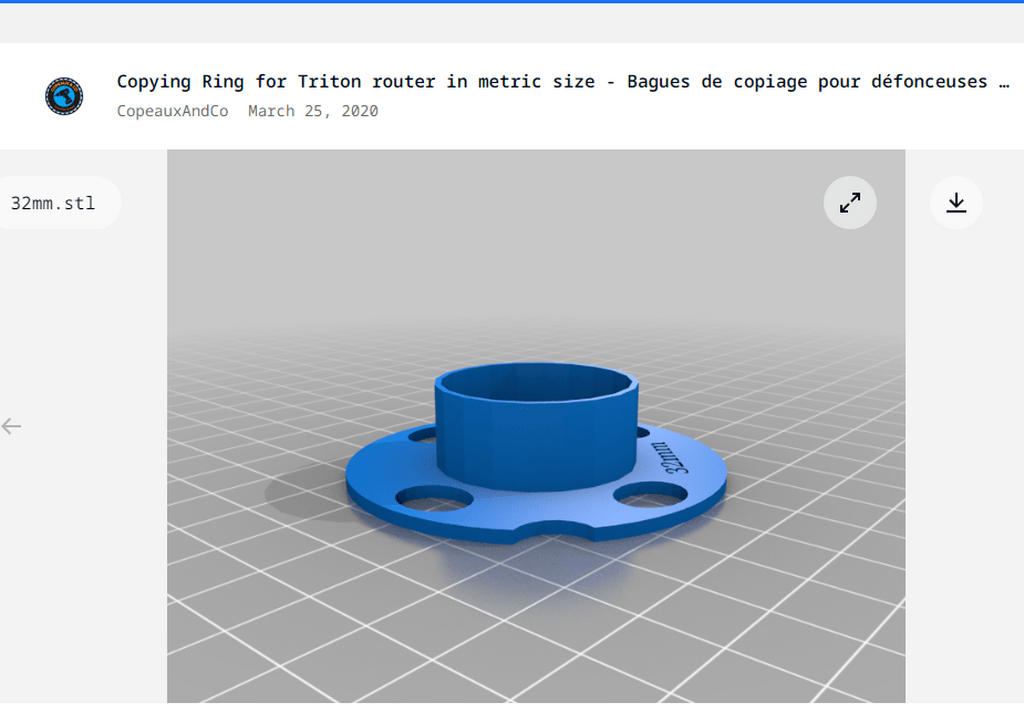
Copying Ring for Triton router in metric size - Bagues de copiage pour défonceuses
Commentaire : design par Copeaux And Co ;)
Lien du fichier : thingiverse.com/thing:4241718

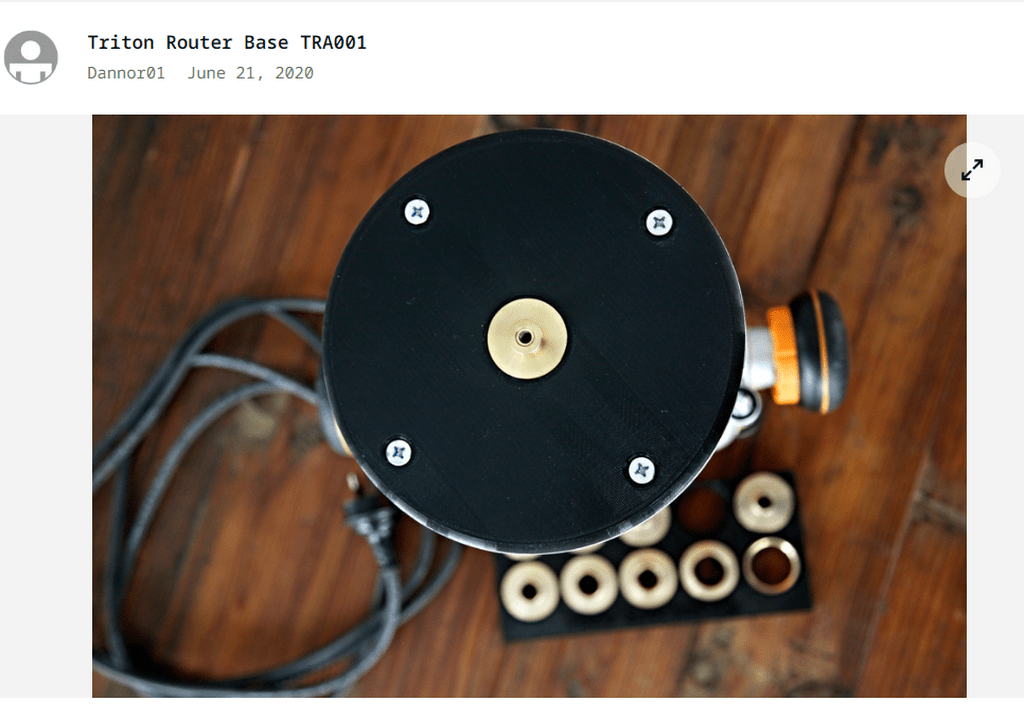
Personnellement je possède ce genre de bagues "universelles" en laiton. Du coup j'adapte la semelle de mes défonceuses pour les accueillir si nécessaire.
Vous avez un exemple avec Triton ci-dessus.
Triton Router Base TRA001
Commentaire : plaque pour adaptée des bagues universelles
Lien du fichier : thingiverse.com/thing:4487225
II-D-2-2 Les défonceuses : accessoires.
Je vais prendre ici uniquement deux des trois modèles que je possède en défonceuse. L'une d'entre elle, la RT0700 ou DRT50Z et toutes les copies (Katsu, Vevor etc.) est extrêmement populaire dans le monde de la 3D (bcp utilisée pour les CNC homemade notamment).
Vous commencez donc à avoir l'habitude , liste non exhaustive. Faites vos propres recherches sur le modèle que vous possédez.

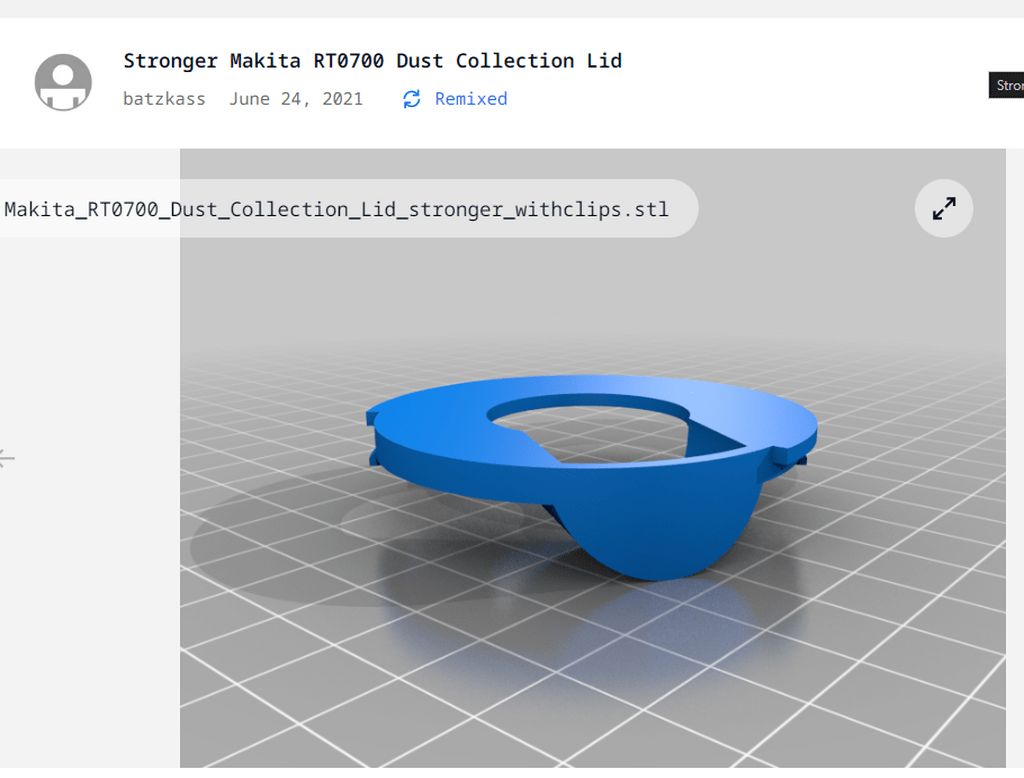
Makita RT0700 Dust Collection Lid
Commentaire : A demeure sur la base de défonceuse de ma Makita. Incroyable la nette amélioration de l'aspiration, si un ingénieur de Makita passe par là...
Lien du fichier : thingiverse.com/thing:4632634
Lien du fichier vers la version renforcée : thingiverse.com/thing:4892958
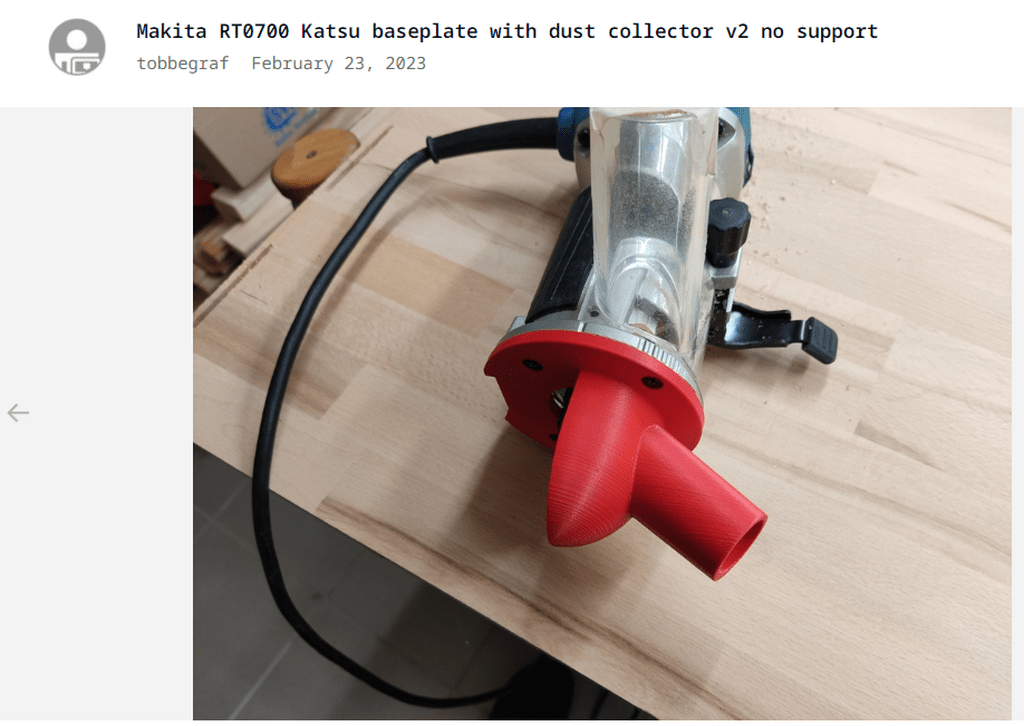
Makita RT0700 Katsu baseplate with dust collector v2 no support
Commentaire : Très pratique lors du chanfreinage, des améliorations peuvent être faites ! Je vais la remodéliser pour que la base d'aspiration puisse bouger (soon dans les plans).
Lien du fichier : thingiverse.com/thing:5871932
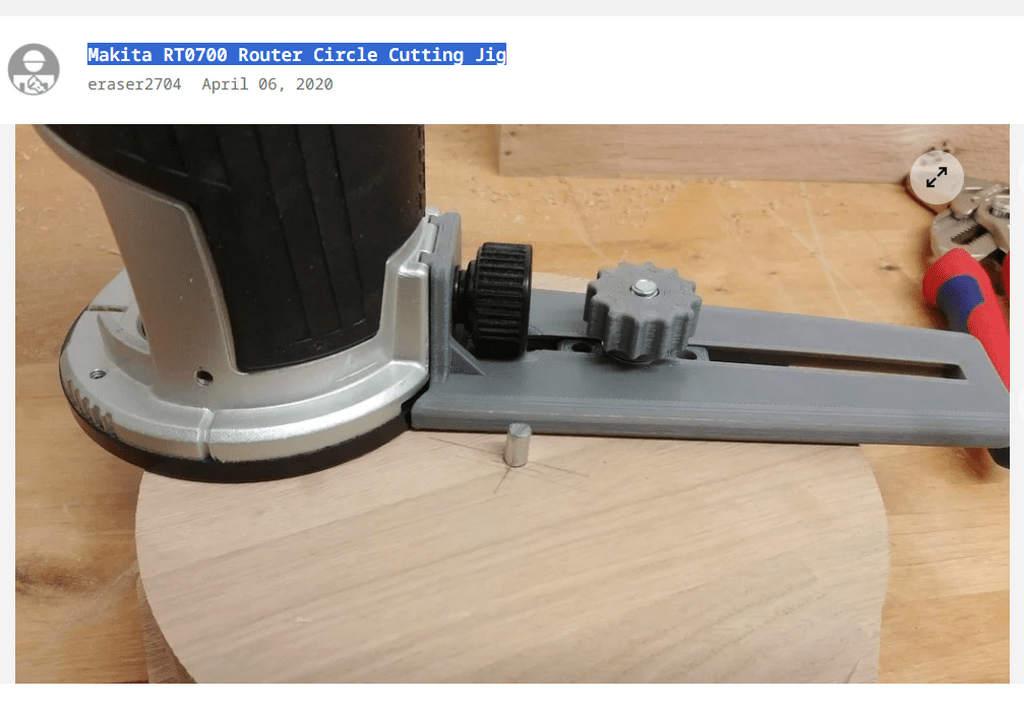
Makita RT0700 Router Circle Cutting Jig
Lien du fichier : thingiverse.com/thing:4261736
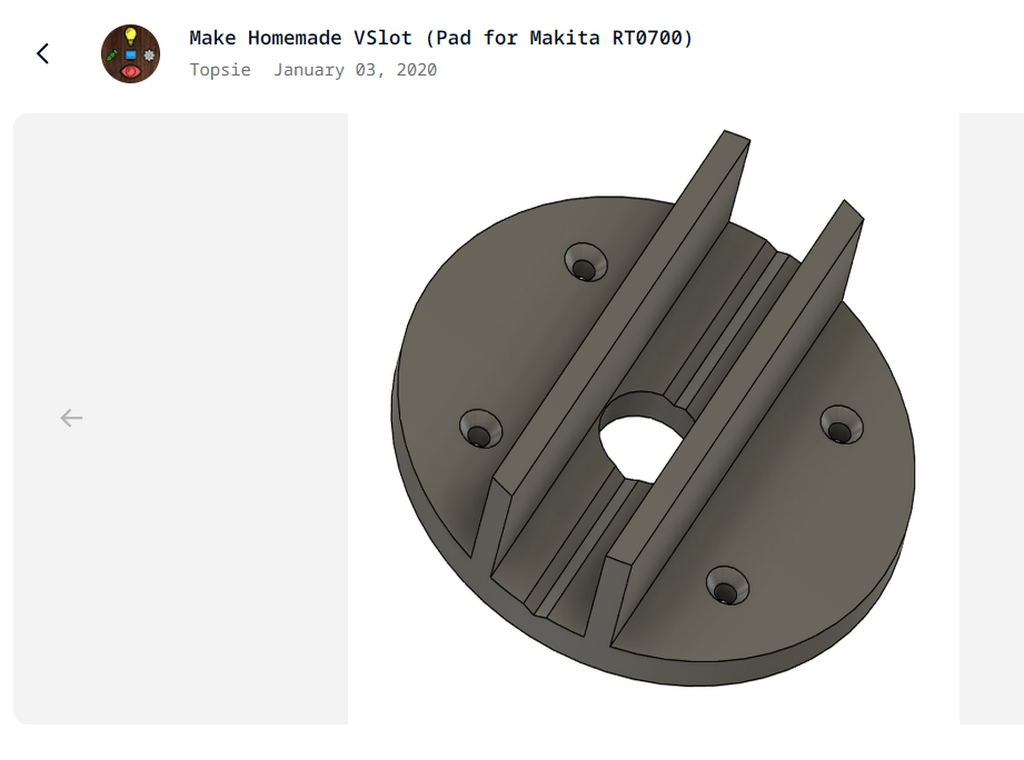
Make Homemade VSlot (Pad for Makita RT0700)
Commentaire : Plus pour illustration. Je fais régulièrement des bases sur le même modèle quand j'ai des kilomètres à défoncer.
Lien du fichier : thingiverse.com/thing:4082521
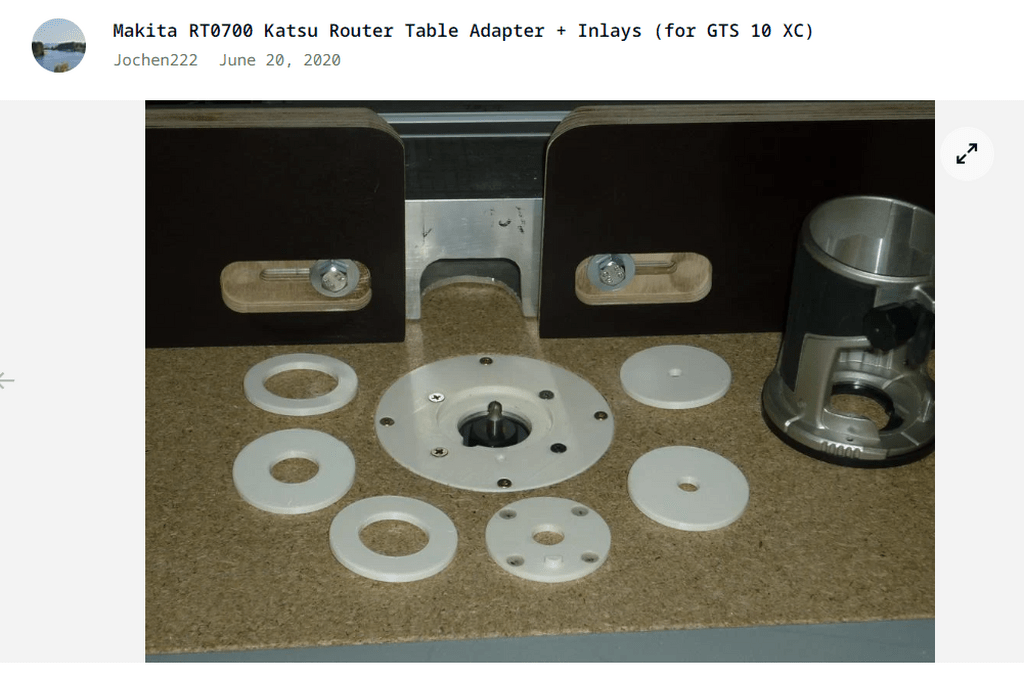
Makita RT0700 Katsu Router Table Adapter + Inlays (for GTS 10 XC)
Lien du fichier : thingiverse.com/thing:4485750
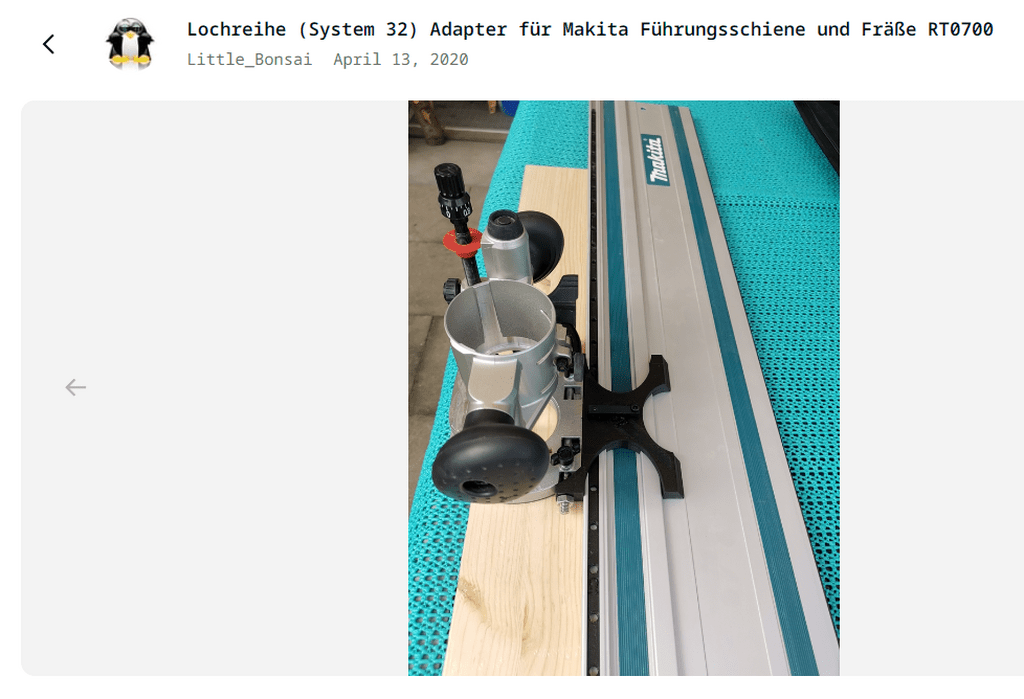
Lochreihe (System 32) Adapter für Makita Führungsschiene und Fräße RT0700
Commentaire : De nombreux autres modèles dispo comme ci-dessous...
Lien du fichier : thingiverse.com/thing:4283052
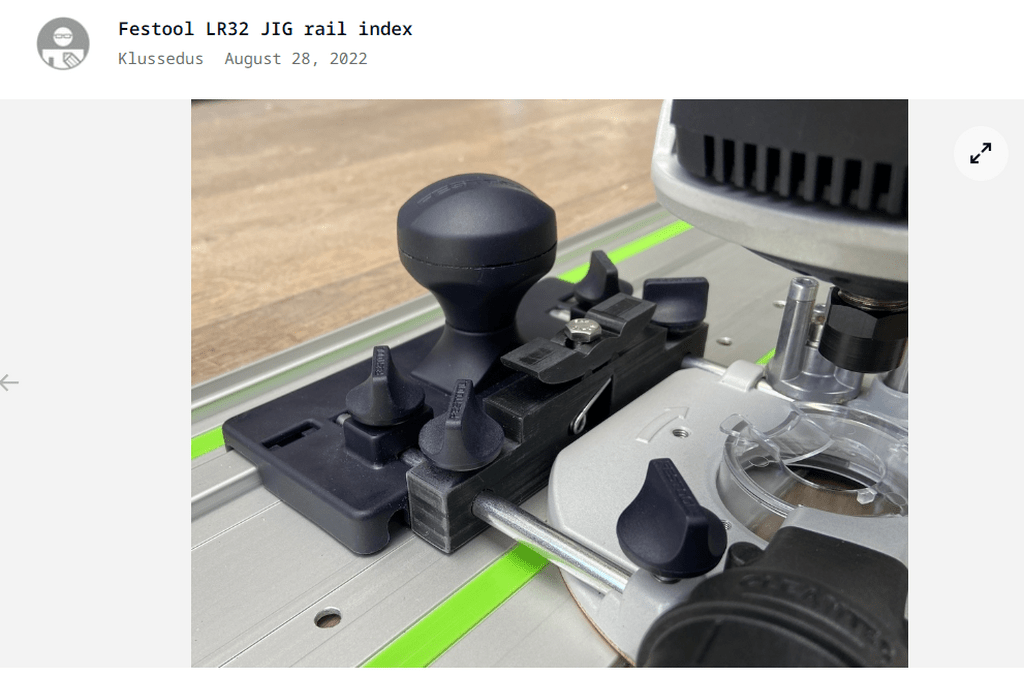
Festool LR32 JIG rail index
Commentaire : Si vous possédez le rail mais pas la base...
Lien du fichier : thingiverse.com/thing:5484329
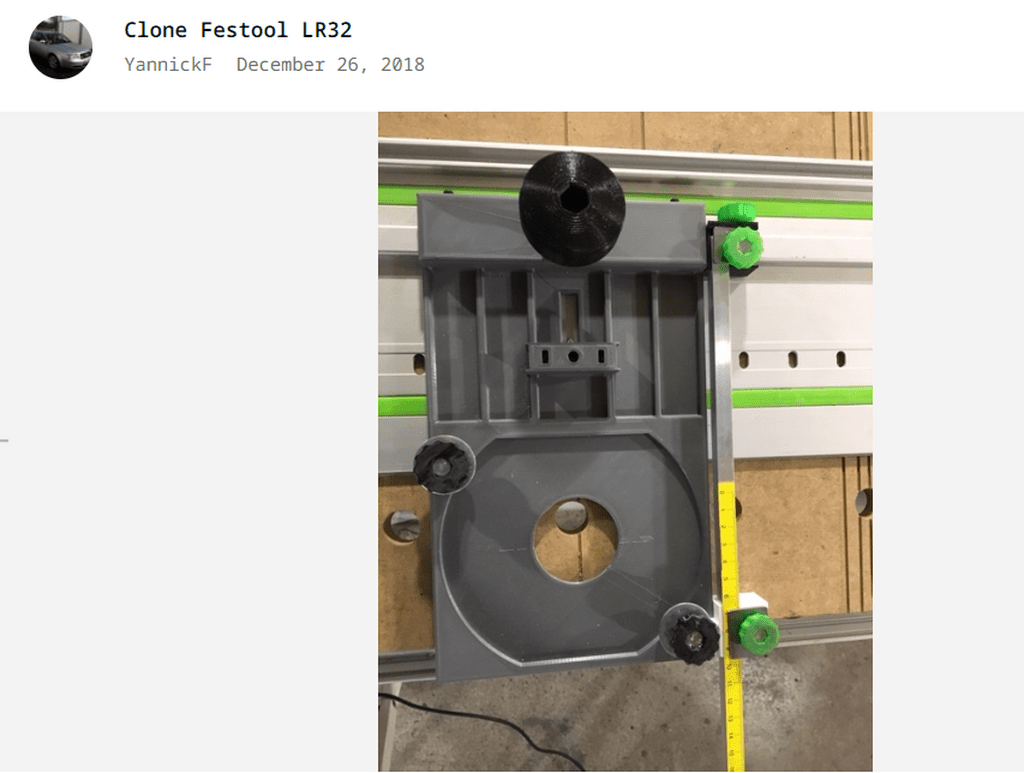
Clone Festool LR32
Commentaire : un autre...
Lien du fichier : thingiverse.com/thing:3314322

Makita RT0701C stock base plate
Lien du fichier : thingiverse.com/thing:3777027

Tilting Router Lift
Commentaire : Ici c'est un autre niveau. Perso jamais fait. Mais si ça peut intéresser quelqu'un...
Lien du fichier : thingiverse.co...g:3166165/makes
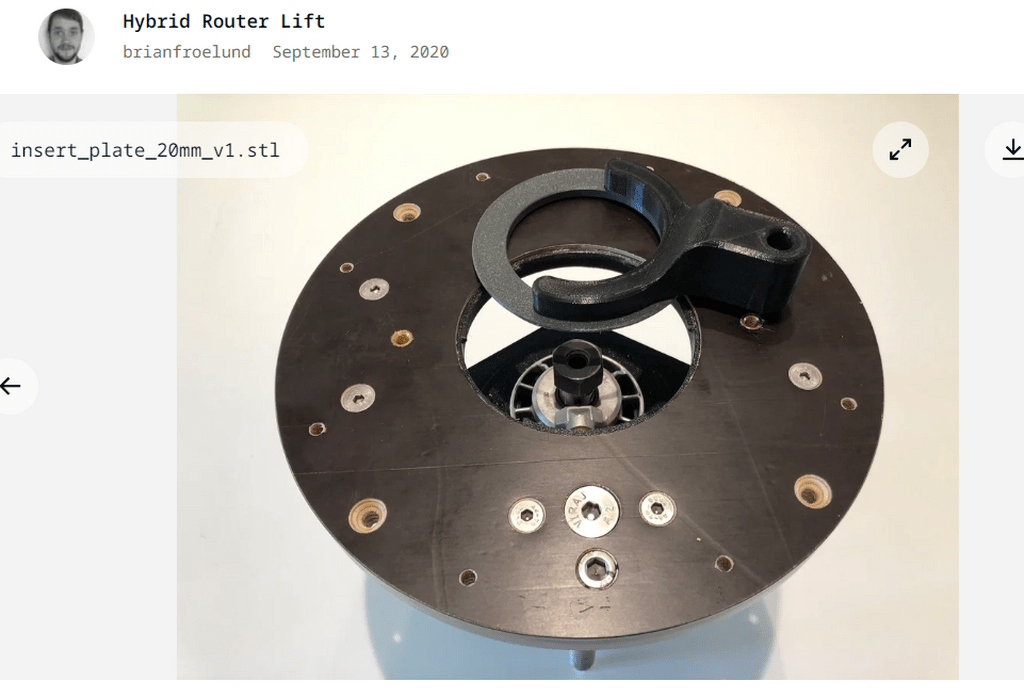
Hybrid Router Lift
Commentaire : Encore une fois le détail d'ingéniosité.
Lien du fichier : thingiverse.com/thing:4595026

router paralel guide - makita rail
Commentaire : Je possède deux rails Makita et une bosch POF1400, je pense me le faire !
Lien du fichier : thingiverse.com/thing:6427438
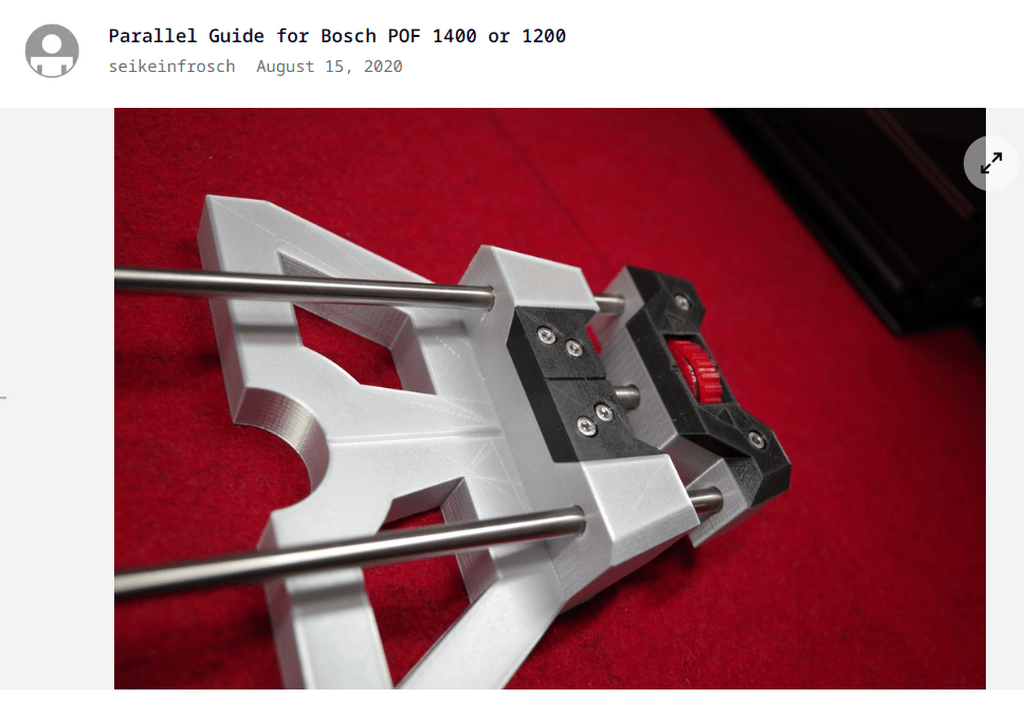
Parallel Guide for Bosch POF 1400 or 1200
Commentaire : Je ne compte pas le faire (j'en possède un micrométrique), mais ça illustre encore une fois le détail d'ingéniosité.
Lien du fichier : thingiverse.com/thing:4570514
Makita RT0700CX2J Tool Wall Holder
Commentaire : Un petit dernier pour le fun
Lien du fichier : printables.com...ool-wall-holder
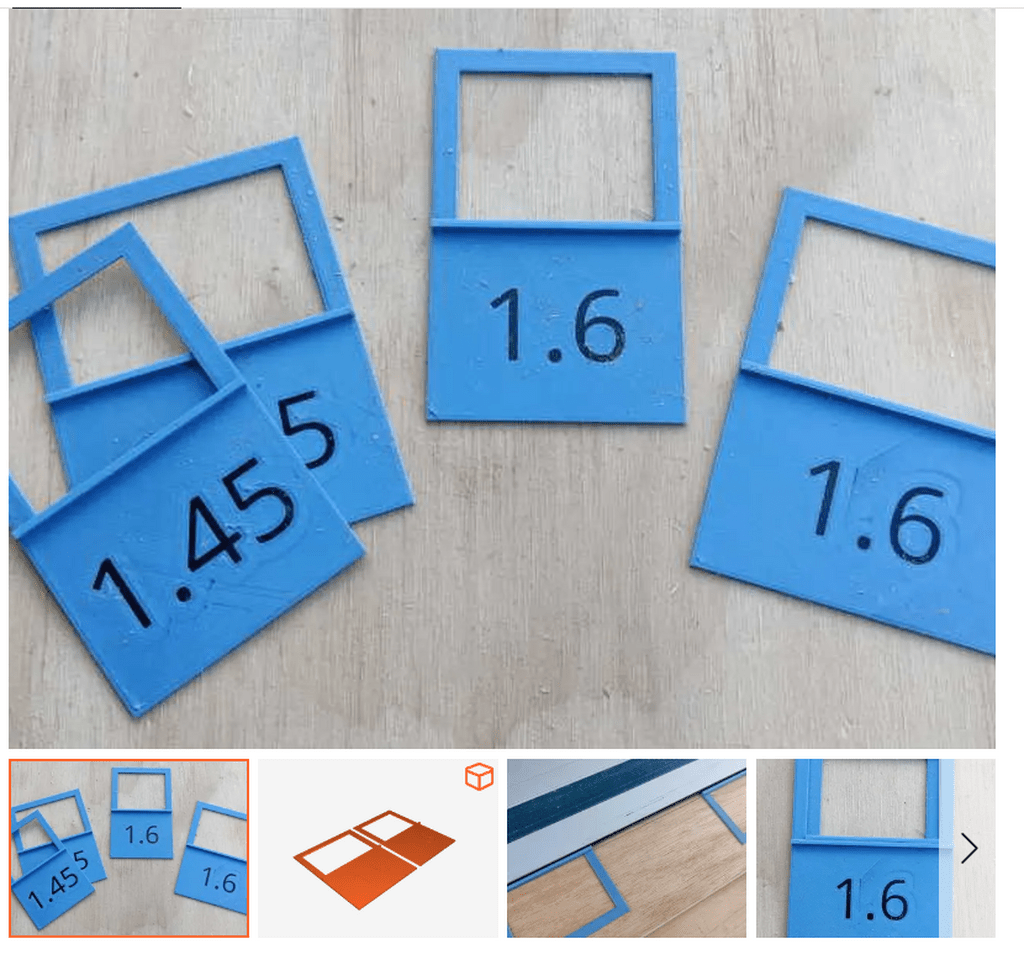
II-D-2-3 Les défonceuses : gabarits et Jig.
Bon là aussi, liste non exhaustive ! Les gabarits (ou jig en anglais) sont réellement utiles lorsque vous avez un besoin spécifique.
Vous pouvez me dire oui mais on peut les faire en bois !
Bien sûr, j'en ai beaucoup en MDF ou autre, mais j'en ai aussi beaucoup en 3D.
Pourquoi ?
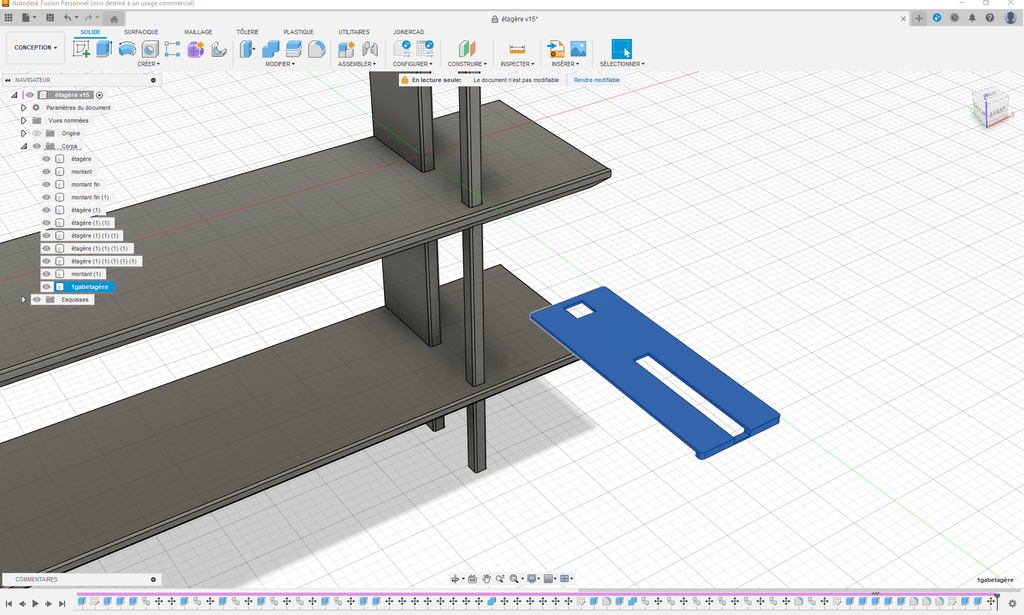
Car j'ai un petit atelier et les gabarits... ça prend de la place (cf celui en photo ci-dessous
 ) ! Du coup il y en a quelques uns que je jette (). Mais ils sont au chaud dans mon logiciel de CAO ou en STL si jamais j'en ai besoin à nouveau.
) ! Du coup il y en a quelques uns que je jette (). Mais ils sont au chaud dans mon logiciel de CAO ou en STL si jamais j'en ai besoin à nouveau. Ca peut aussi remplacer avantageusement ceux en ligne à des prix...
Aussi on va pas se mentir, il y a des gabarits qui sont difficiles à réaliser en bois. Je suis parfois personnellement plus rapide à en concevoir un dans un logiciel de CAO et de l'imprimer que d'en fabriquer un..
Enfin, spécialement si je design mon meuble en amont je peux prévoir les gabarits à la conception (réel gain de temps appréciable!). Par exemple la bibliothèque je l'ai faite sous fusion 360 avec le gabarit qui va bien pour les étagères.
Pour finir j'utilise très souvent mon jig en 3D pour faire mon jig en bois

Quelques exemples de gabarits
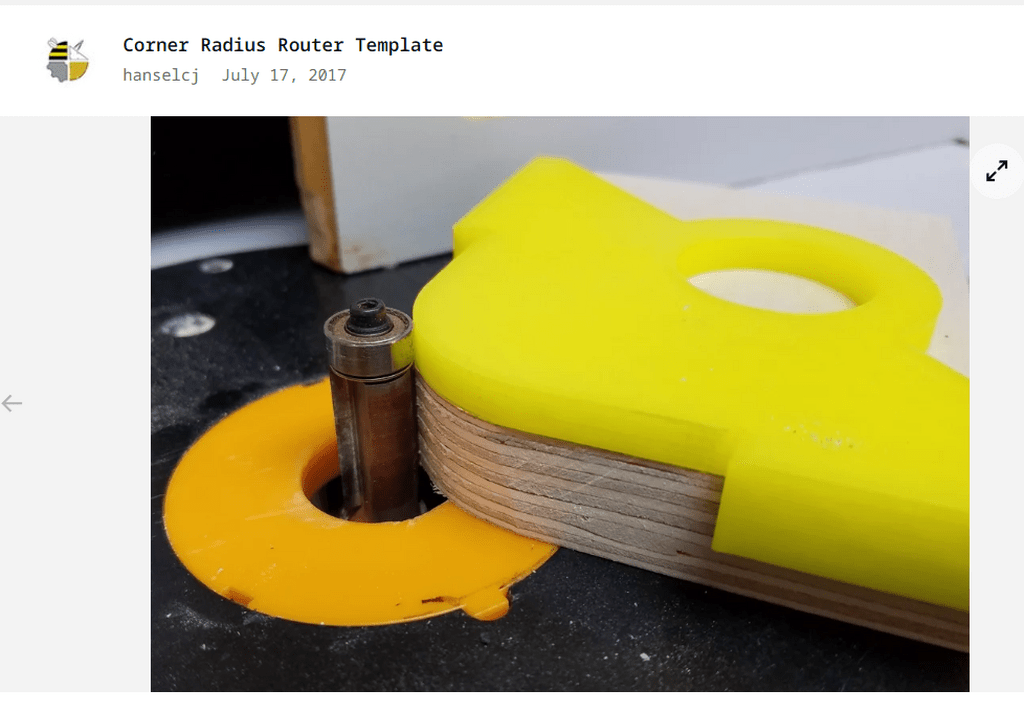
Corner Radius Router Template
Lien fichier : thingiverse.com/thing:2438336
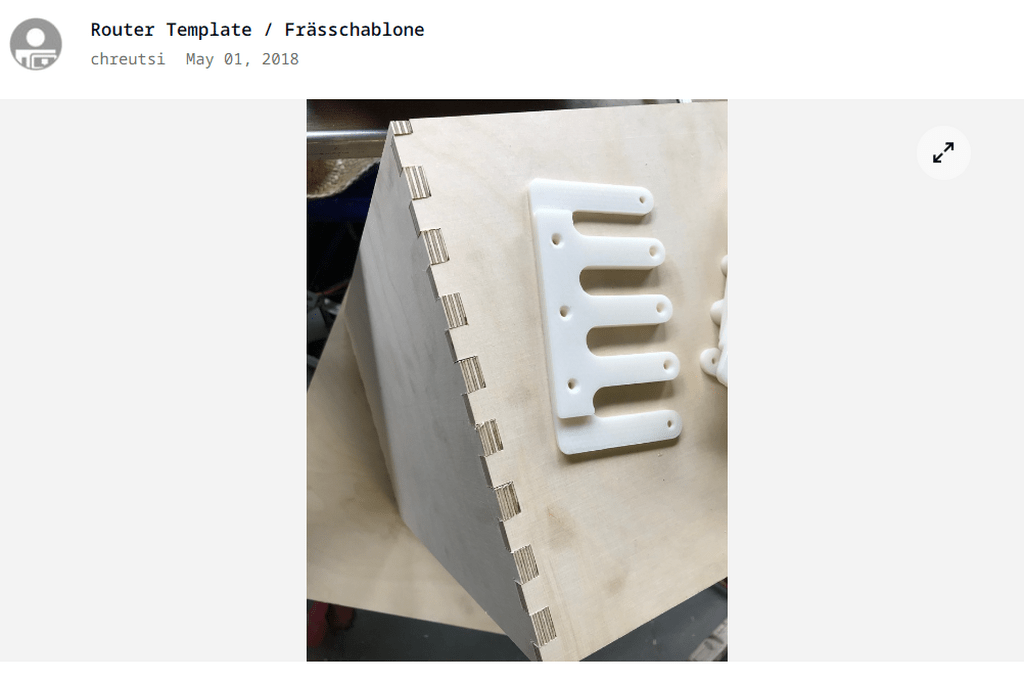
Router Template (queue droite) / Frässchablone
Lien fichier : thingiverse.com/thing:2887832
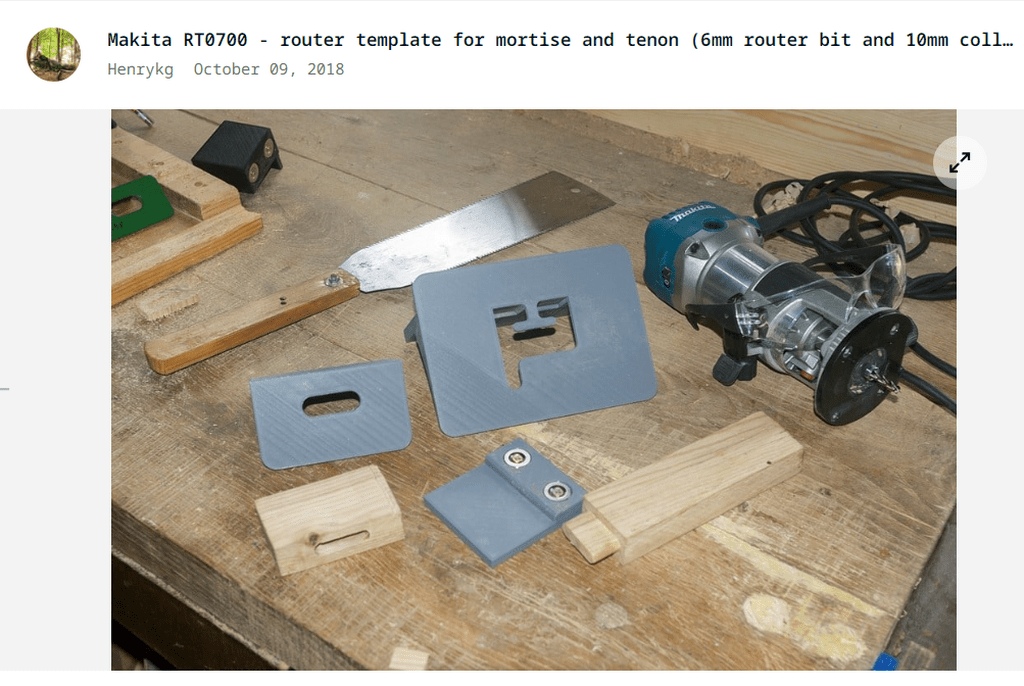
Makita RT0700 - router template for mortise and tenon (6mm router bit and 10mm colla
Lien fichier : thingiverse.com/thing:3145459
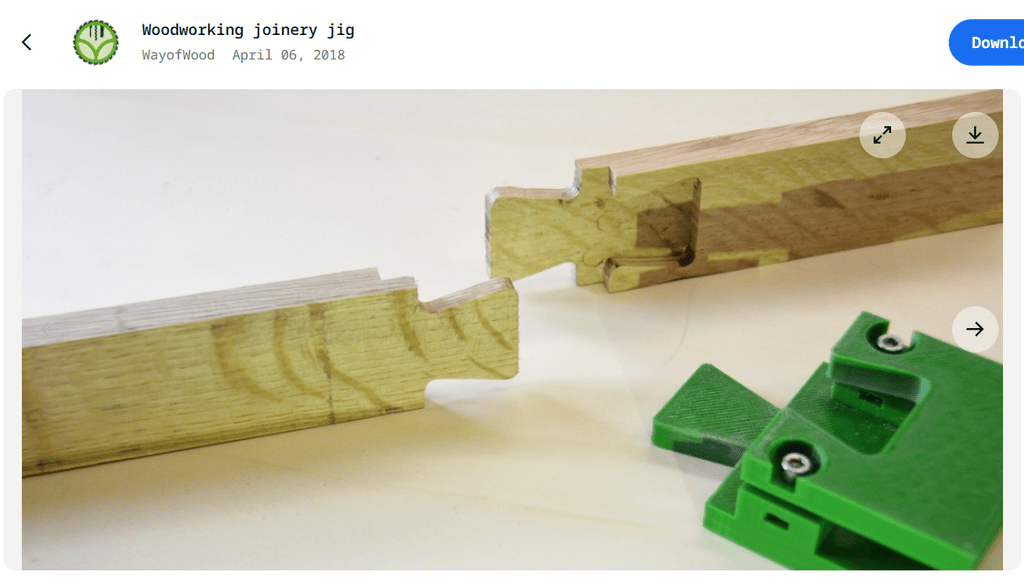
Woodworking joinery jig
Lien fichier : thingiverse.com/thing:2847157
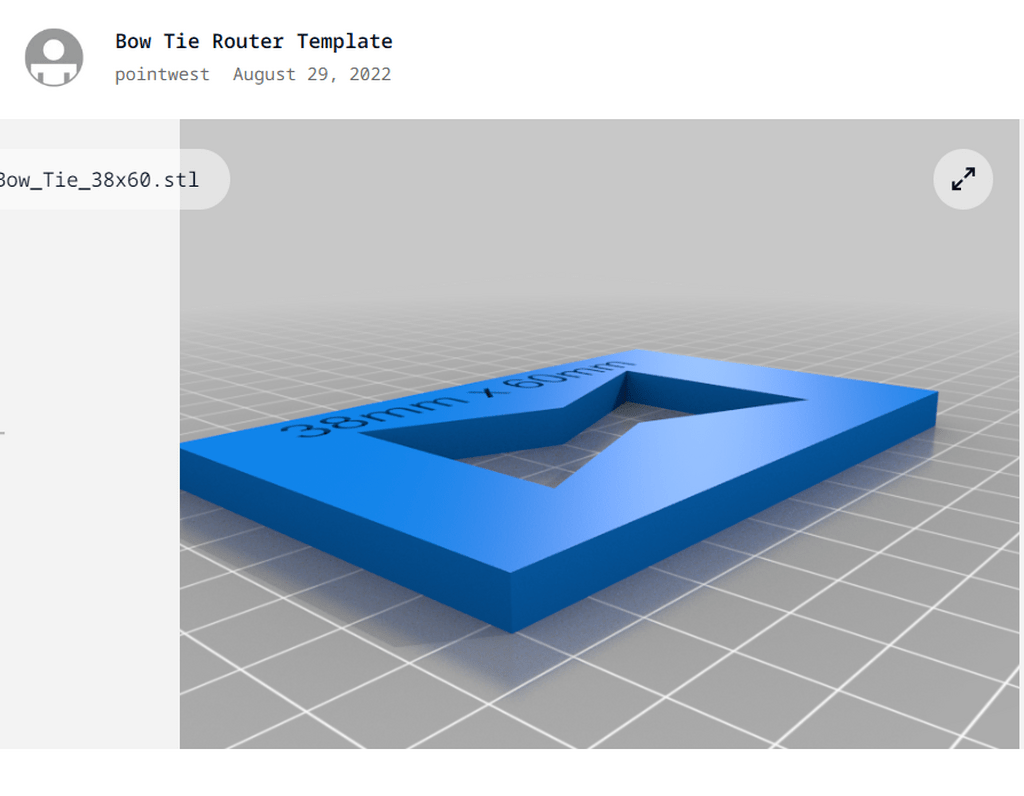
Bow Tie Template
Lien fichier : thingiverse.com/thing:5485281

Slot Cutting Router Template
Commentaire : j'ai déjà utilisé un template similaire pour du rainurage en série. Très efficace, à faire vous même
Lien fichier : thingiverse.com/thing:1492634

Router jig for concealed Blum cabinet hinges
Lien fichier : thingiverse.com/thing:1170930
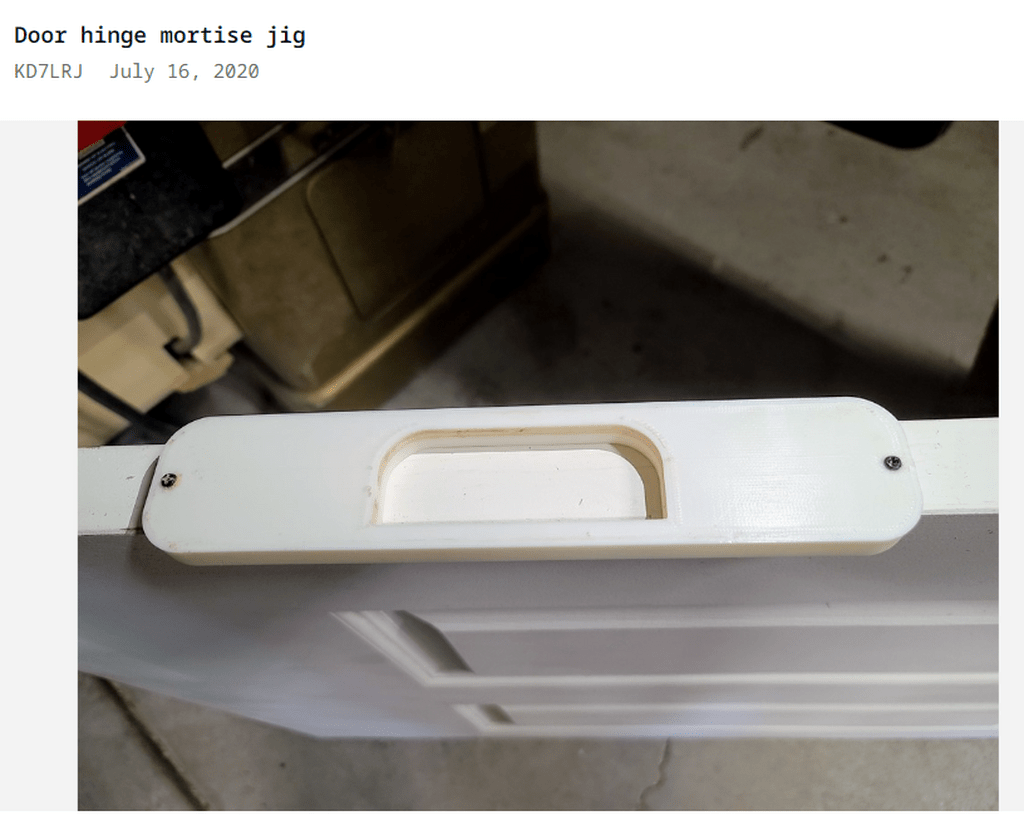
Door hinge mortise jig
Lien fichier : thingiverse.com/thing:4542439
Variable Festool Domino Dowel Jig for Hand Routers
Lien fichier : printables.com...or-hand-routers
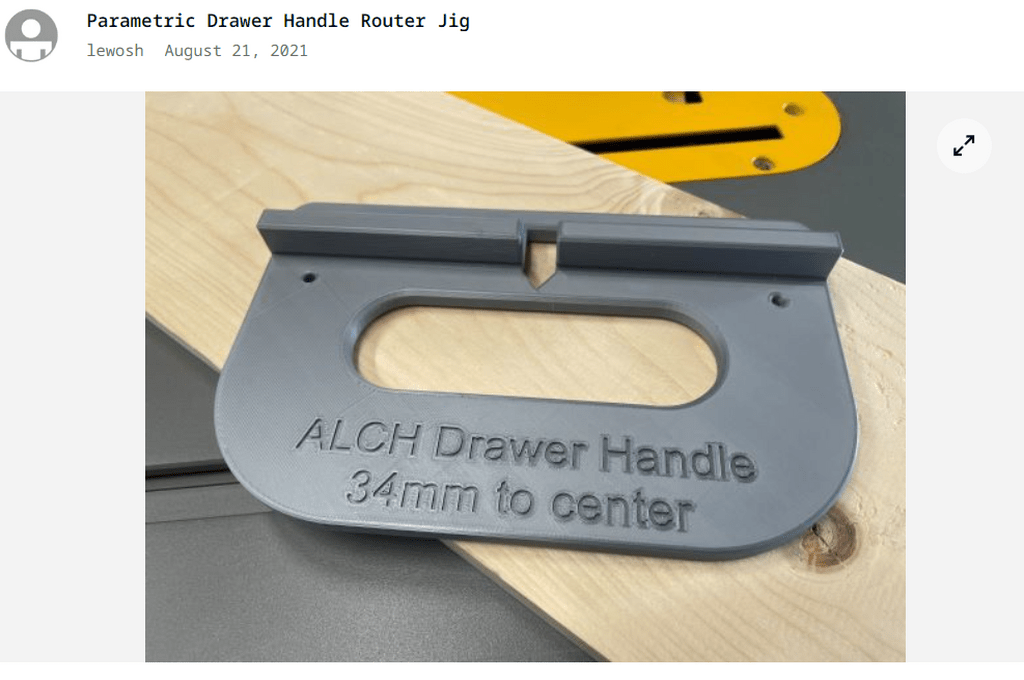
Parametric Drawer Handle Router Jig
Lien fichier : thingiverse.com/thing:4937255
Japanese Square Joint/Scarf Joint
Commentaire : Ce n'est pas vraiment un jig, mais vous avez de nombreux types de joints sur thingiverse, ainsi vous pouvez les tester en 3D voir comment il fonctionne avant de vous lancer !
Lien du fichier : thingiverse.com/thing:4041071
II-D-3-1 Les lamelleuses et les Festool Domino.
Garder en tête que je ne possède pas la(les) Festool (j'envisage l'achat de la DF500 mais j'attends la fin du brevet de cette dernière pour voir si un autre fabriquant va faire une machine plus accessible). Je n'ai qu'une lamelleuse premier prix qui fait très bien l'affaire pour mon usage.
Comme d'habitude, liste non exhaustive !
DeWalt Clamex adapter
Commentaire : permet d'utiliser les Clamex S18.
Lien du fichier : printables.com...-clamex-adapter
Dewalt DW682 Flachdübelfräse FSN Adapter
Lien du fichier : printables.com...ase-fsn-adapter

Distance plate Lamello biscuit joiner for Clamex in 45° miter
Lien du fichier : thingiverse.com/thing:2420860
Drillguide for lamello clamex
Lien du fichier : thingiverse.com/thing:2420875
Second modèle : printables.com...-wolfcraft-dube
Makita Plate Joiner Clamex Set Plate
Lien du fichier : thingiverse.com/thing:3945975
Festool Domino
Festool domino dock
Lien du fichier : printables.com...ool-domino-dock
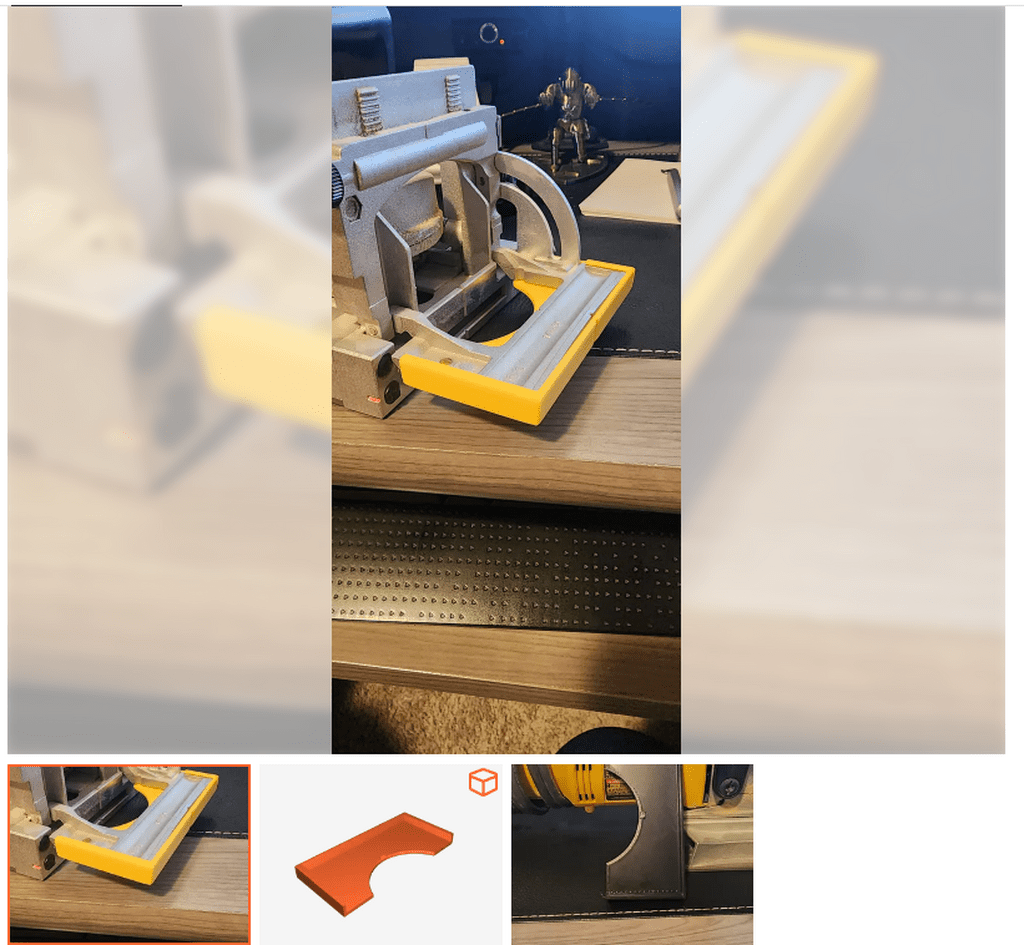
Sasquatch - Base Support for Festool Domino DF 500
Lien du fichier : printables.com...l-domino-df-500


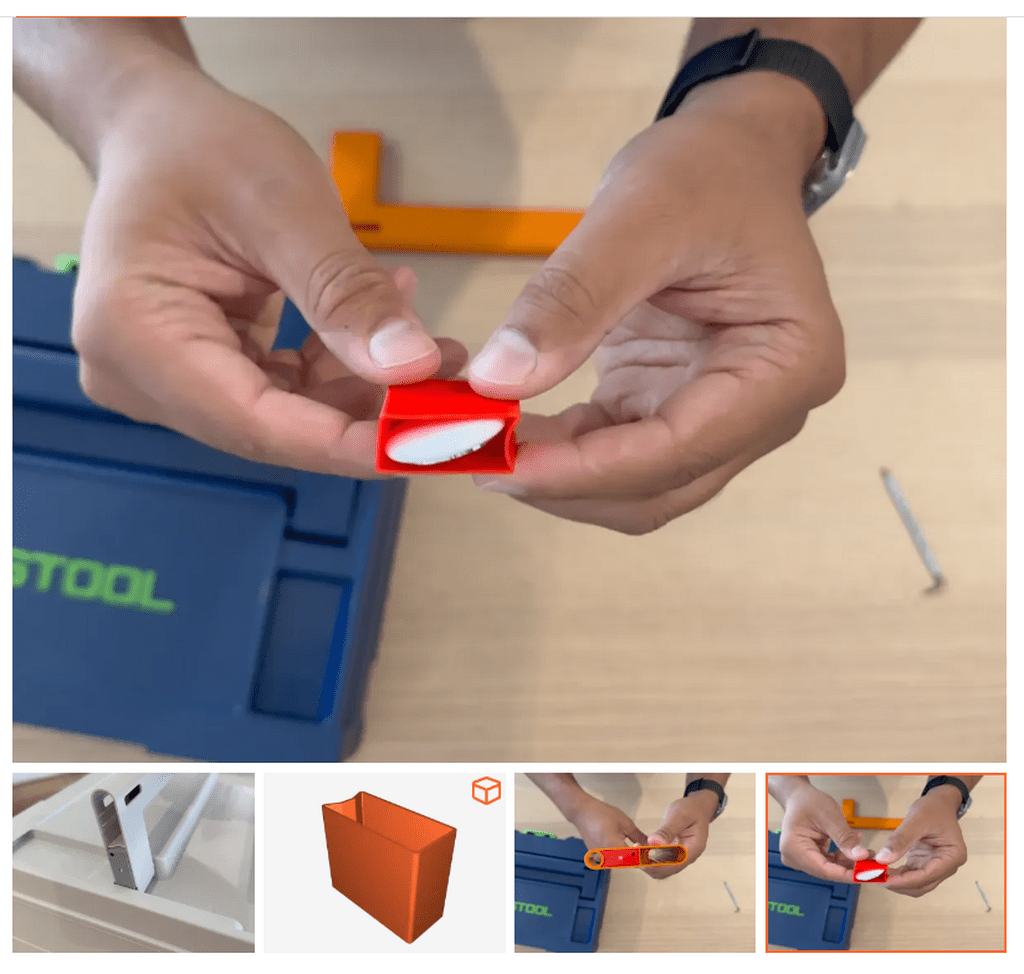
Enfin ici même !
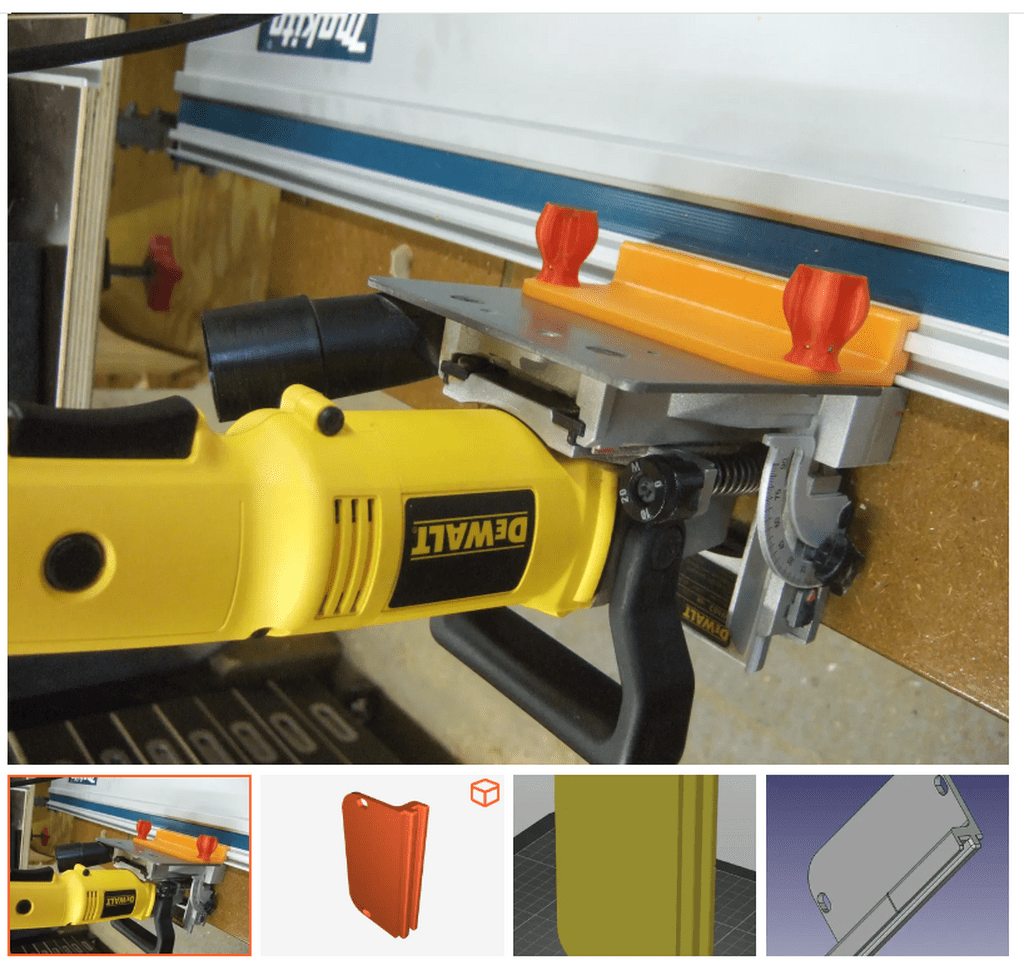
La butée pour bois de bout, merci Mike0411 !
La Cale pour fraiseuse à dominos, merci Xylolab !
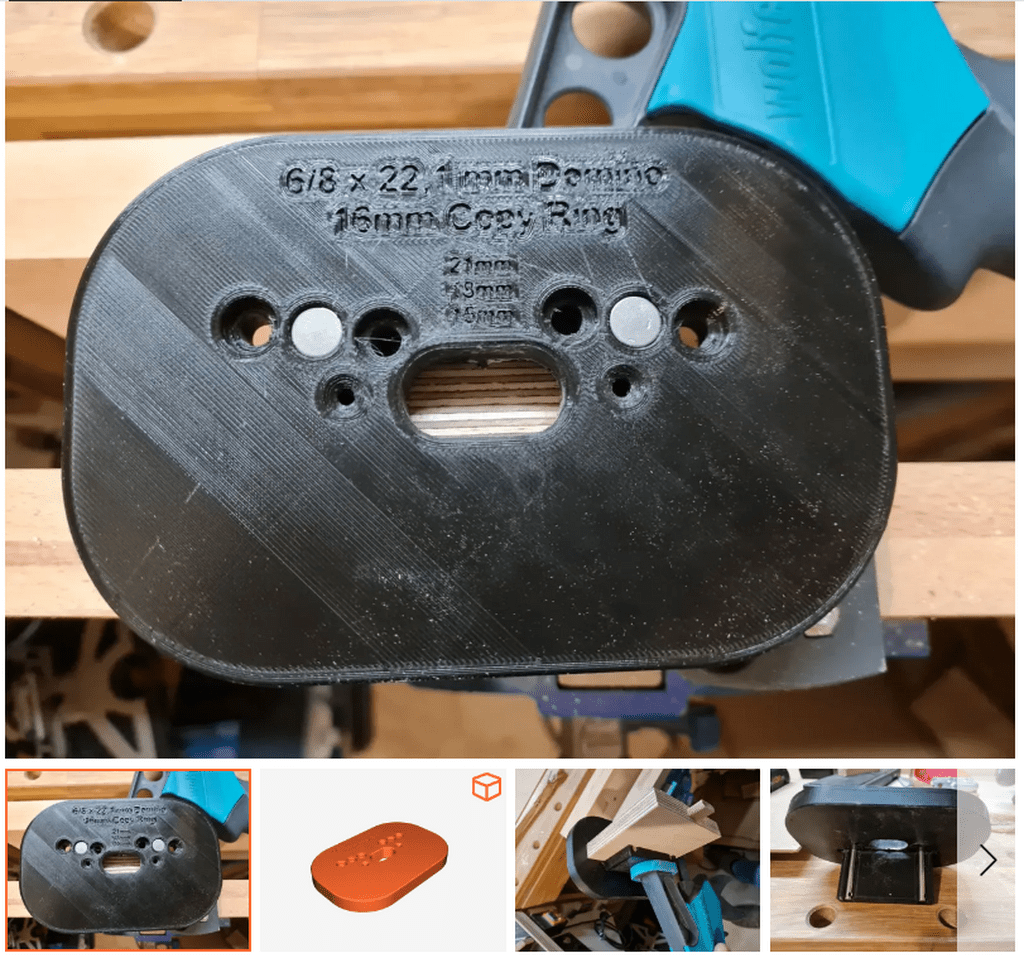
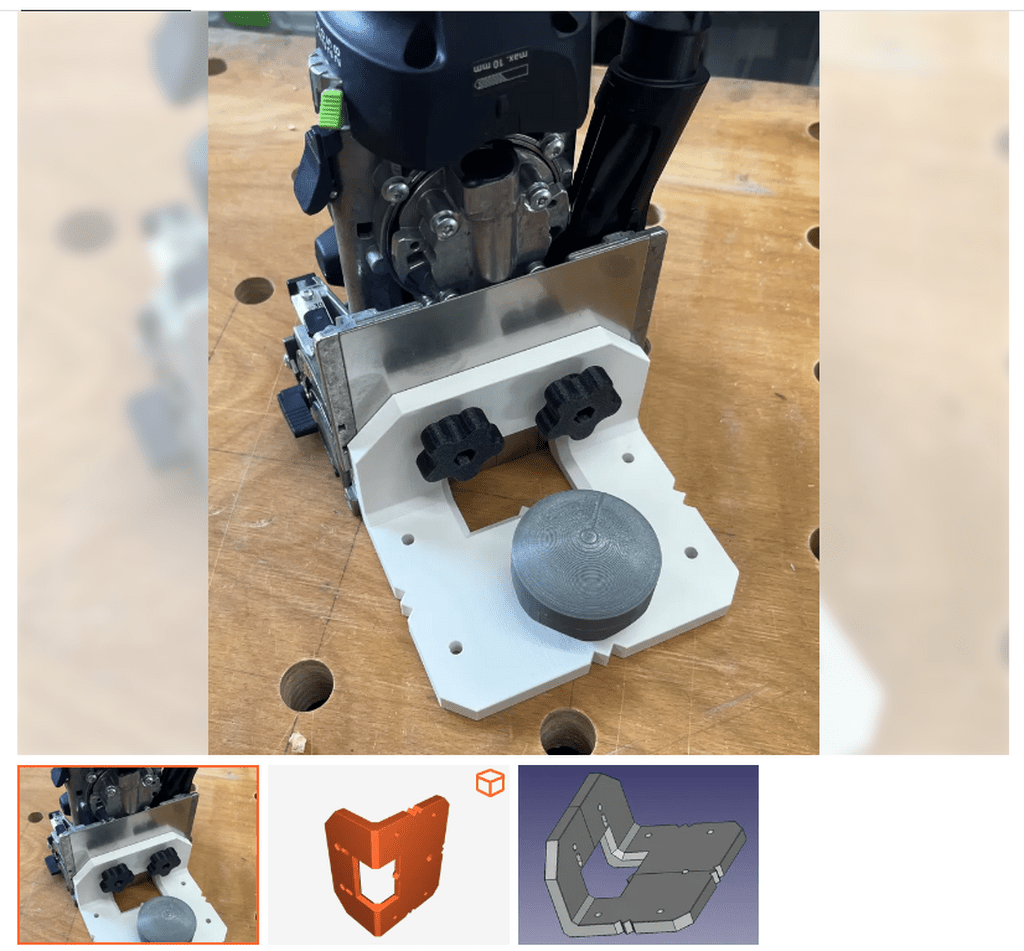
II-D-3-2 Les "knock off" de Festool Domino.
La première est l'amélioration d'une base achetée chez nos amis les chinois !
La seconde est 100% homemade ! J'hésite à me faire ce modèle pour m'éclater (j'ai tout ce qu'il me faut) et voir la viabilité !
Le troisième modèle est un "simple" gabarit pour utiliser les dominos.
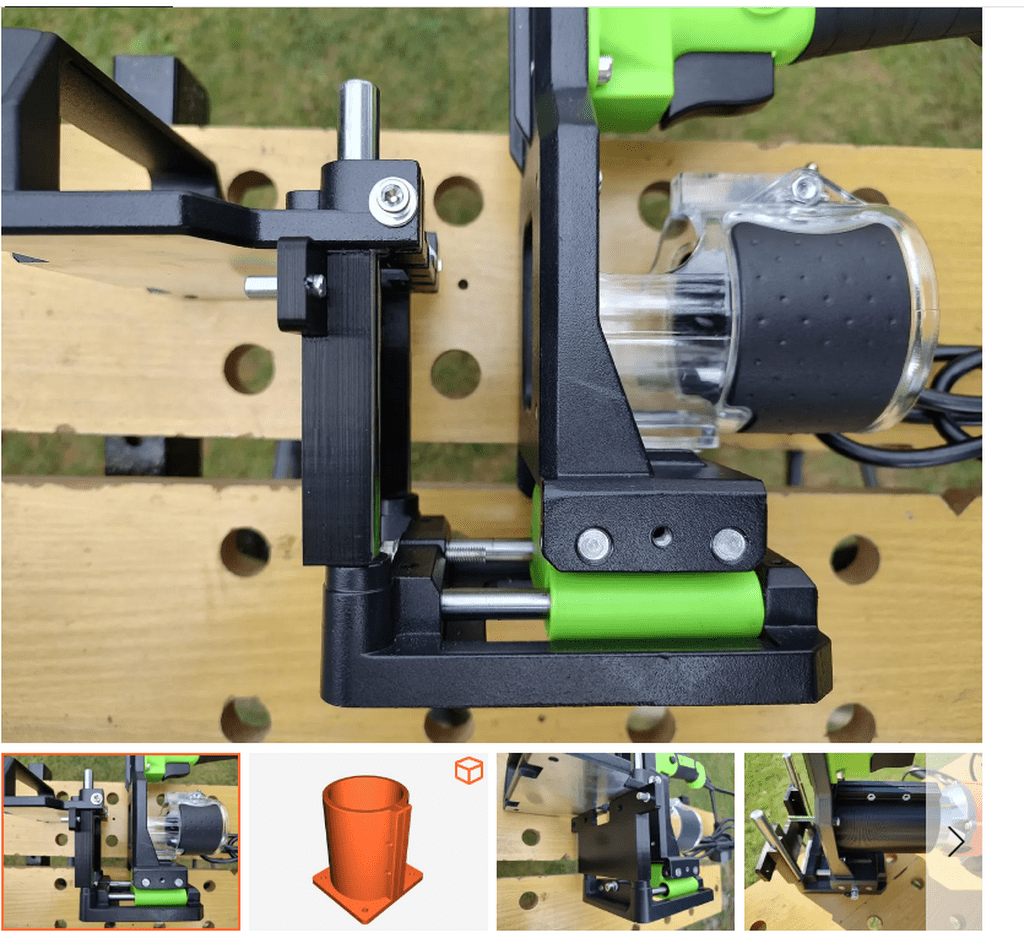
ALLSOME Mortise Jig Base
Lien fichier : printables.com...ortise-jig-base
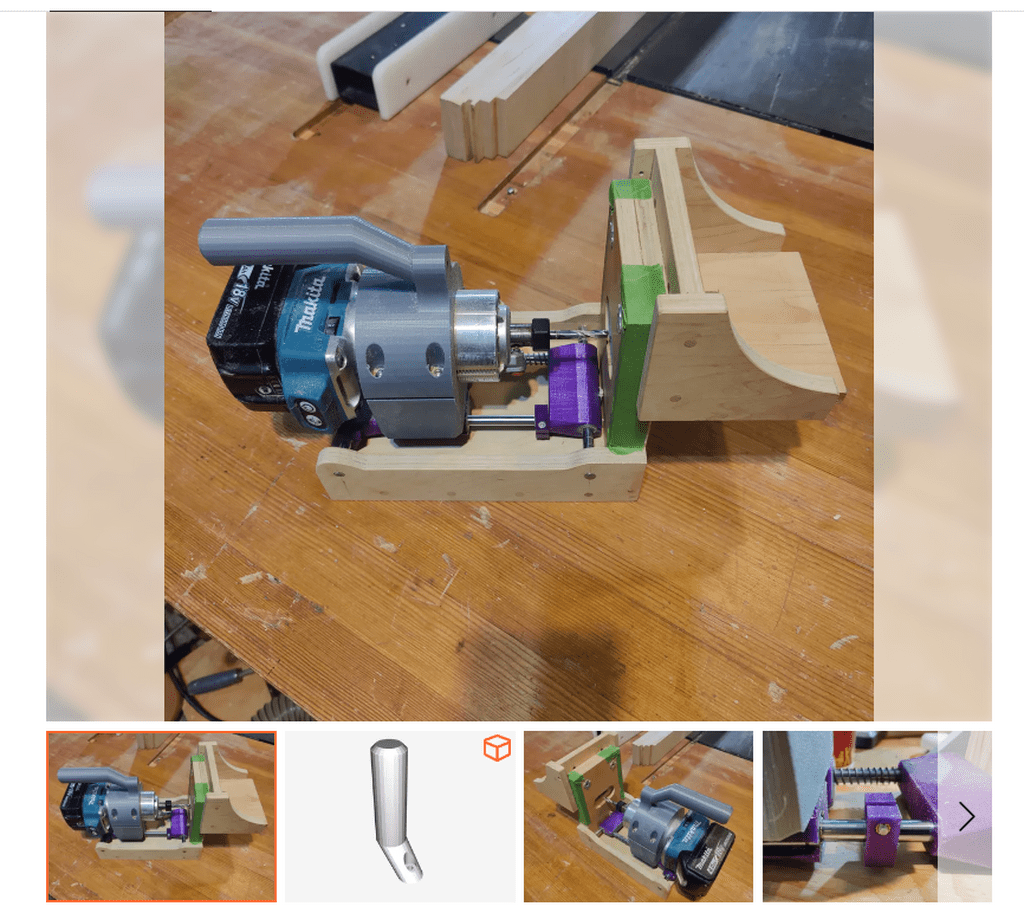
Makita Router Domino Jig
Lien fichier : printables.com...uter-domino-jig
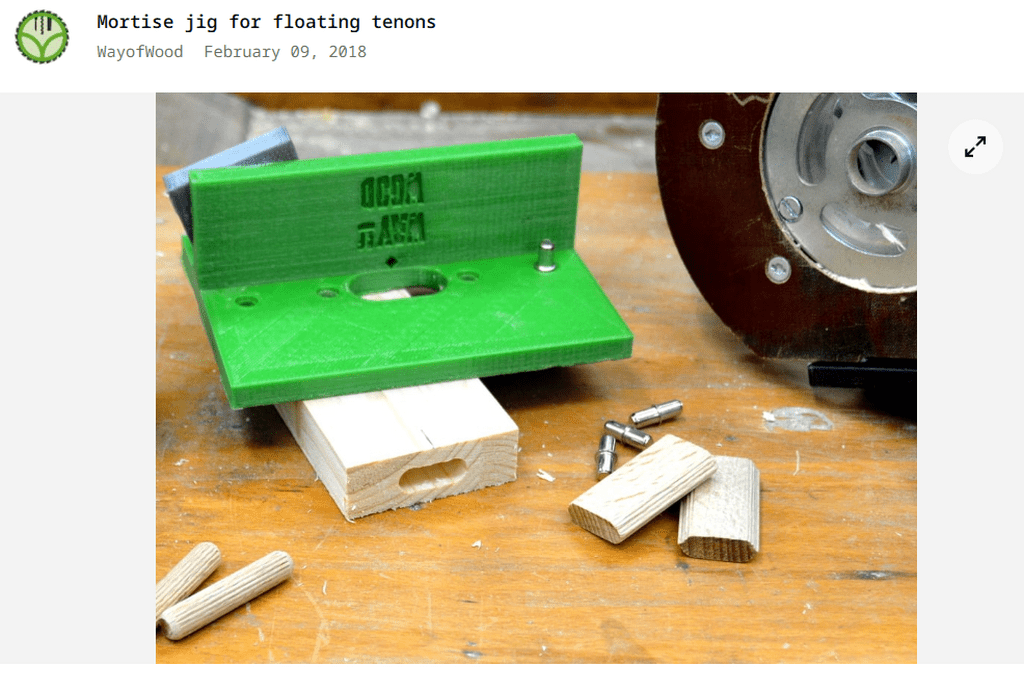
Mortise jig for floating tenons
Lien fichier : thingiverse.com/thing:2748220
II-D-4-1 Les ponceuses !
Quelques accessoires pour les ponceuses avec le modèle que je possède, une Festool ETS 150.
De nombreuses possibilités en fonction de votre modèle.
Si vous souhaitez afficher un modèle spécifique, vous pouvez me faire signe !
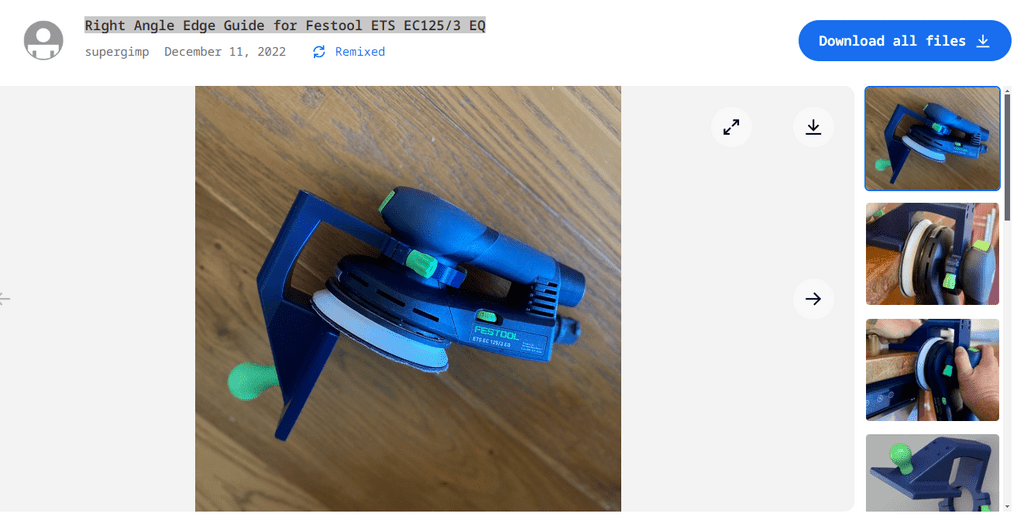
Right Angle Edge Guide for Festool ETS EC125/3 EQ
Lien fichier : thingiverse.com/thing:5703402
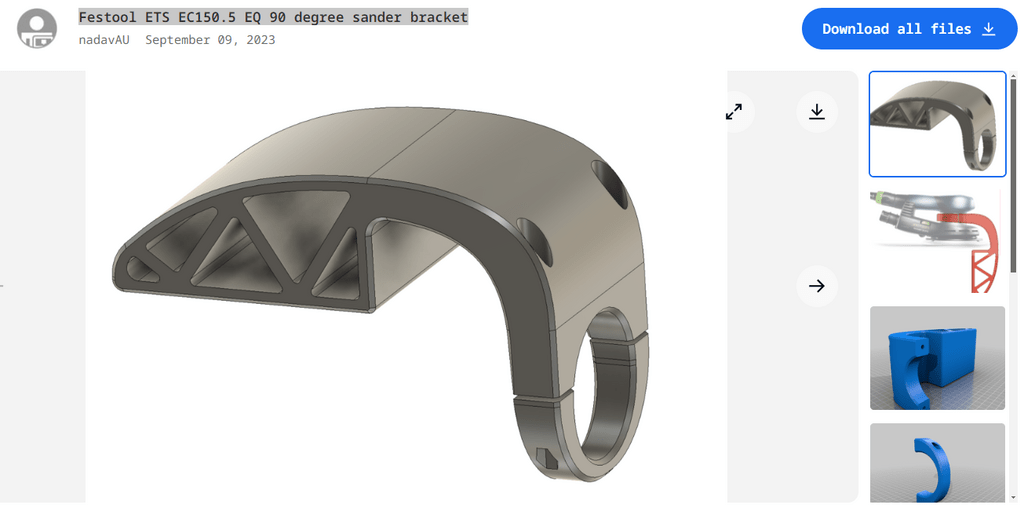
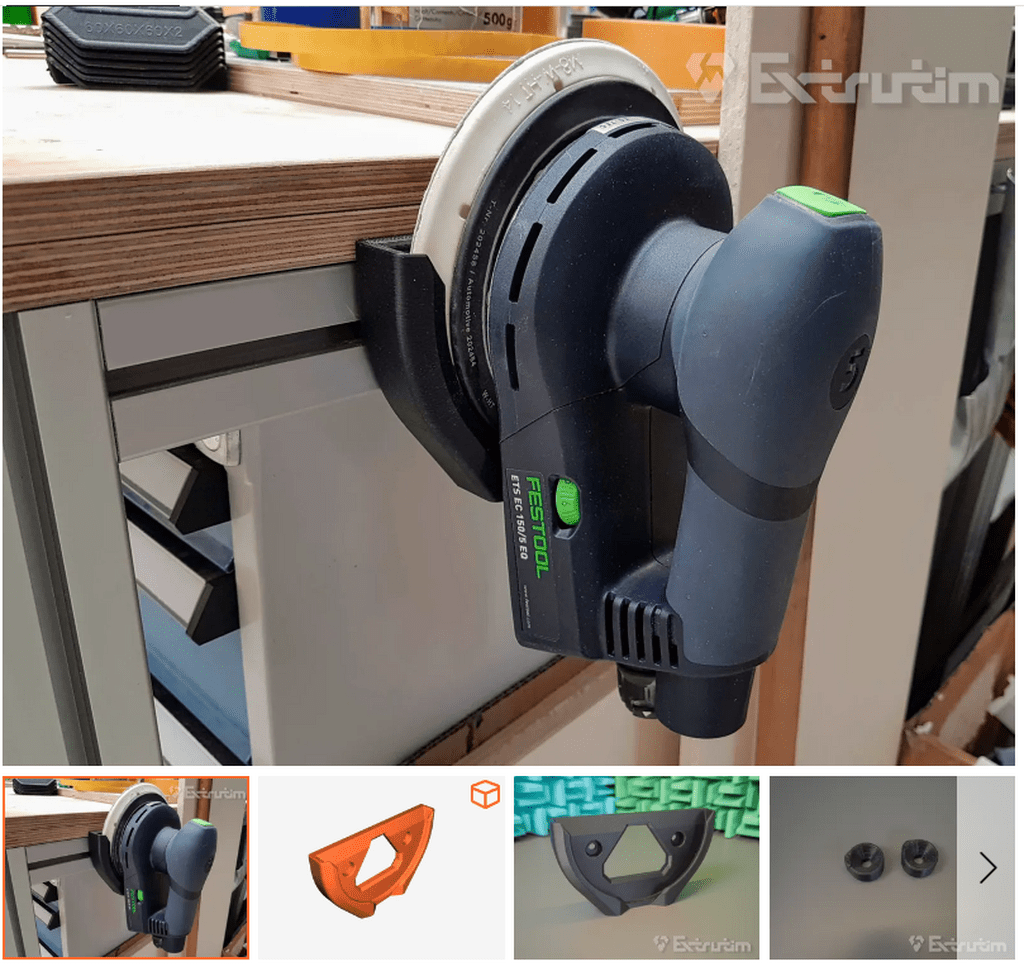
Festool ETS EC150.5 EQ 90 degree sander bracket
Lien fichier : thingiverse.com/thing:6209148

Festool RO 150 Edge Sander - Kantenschleifer
Lien fichier : thingiverse.com/thing:5513969
II-D-4-2 Les ponceuses : holders
++++++++++++++++++++++++++


Sander Wall Mount 150mm Festool ETS EC 150 Wall Bracket
Lien fichier : printables.com...-ec-150-wall-br

Mirka Deros Wallmount Double
Lien fichier : printables.com...allmount-double
Random Orbital Sander wall mount for 150 mm sanding discs
Lien fichier : printables.com...r-150-mm-sandin
II-D-4-3 Les ponceuses : divers
Quelques éléments divers et variés pouvant être utile.
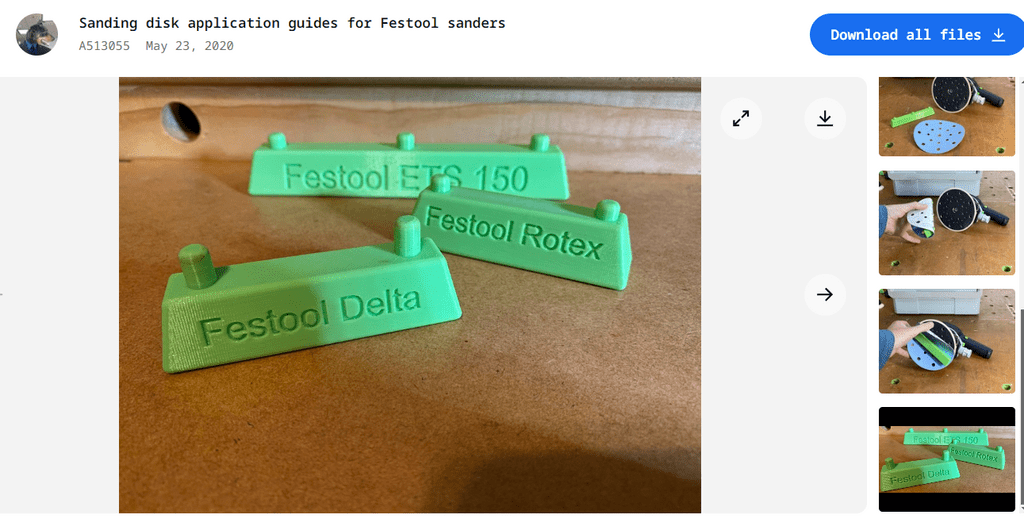
Sanding disk application guides for Festool sanders
Lien fichier : thingiverse.com/thing:4387247

Sandpaper Disk Holder
Lien fichier : thingiverse.com/thing:2655030
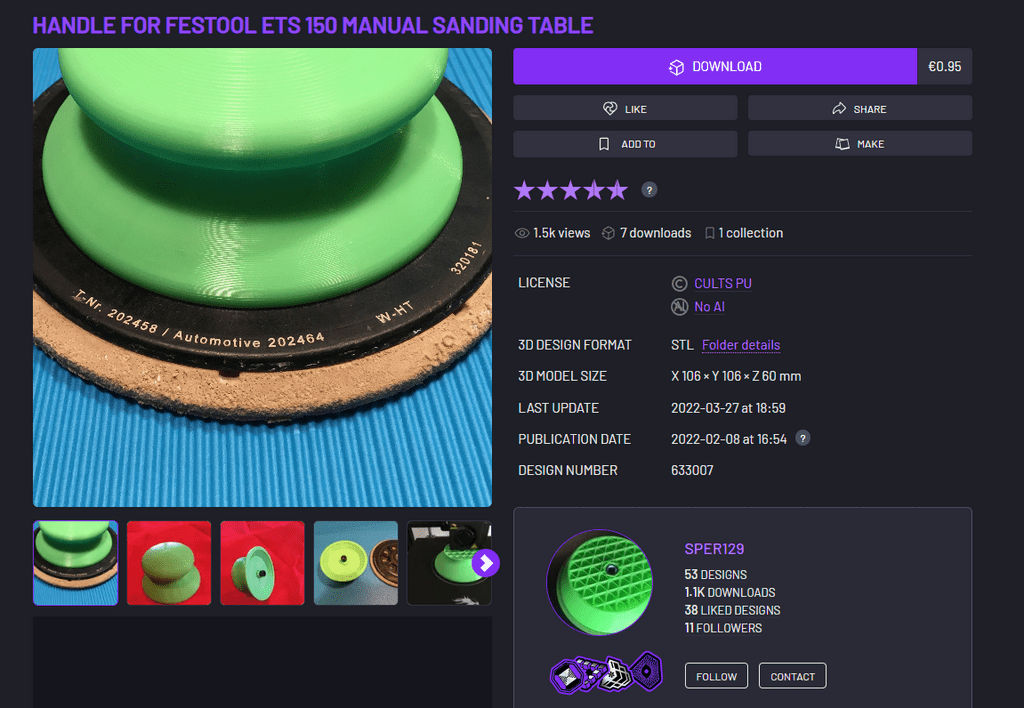
HANDLE FOR FESTOOL ETS 150 MANUAL SANDING TABLE
Commentaire : réutilisation d'un ancien plateau, modèle payant (0.95e)
Lien fichier : cults3d.com/en...eau-festool-ets
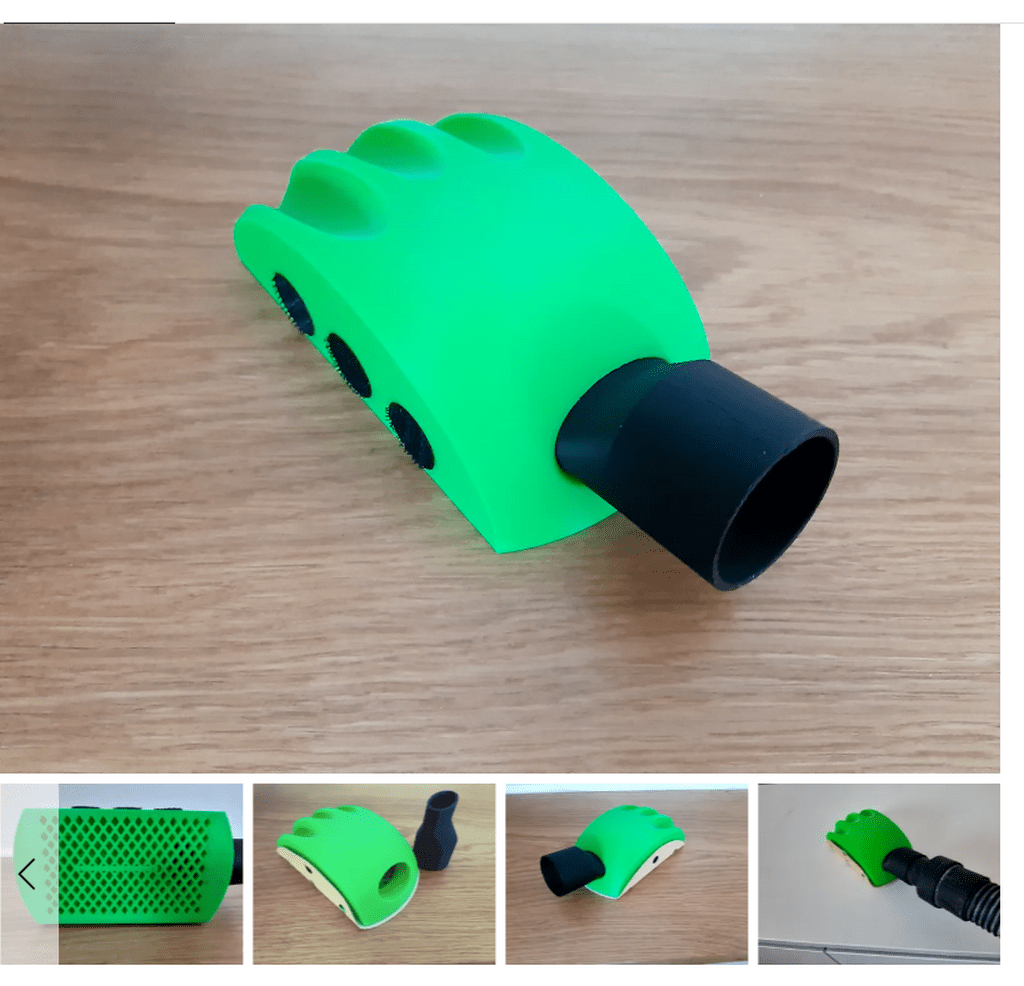


Hand Sander / 150mm Disc Sander / Drywall Sander including vaccum adapter
Lien fichier : printables.com...ll-sander-inclu
Sanding Mouse for Woodworking 5in Disk Sandpaper
printables.com...-disk-sandpaper
5 Inch Sanding Blocks
printables.com...-sanding-blocks
II-D-5-1 Les plongeantes
Article qui traite à la fois la machine en elle-même mais aussi et surtout son rail. Les usages détournés du rail sont nombreux, impossible de tout afficher ici. Faites vos propres recherches en fonction de la marque du rail car il peut y avoir des différences (Festool et Makita similaire).
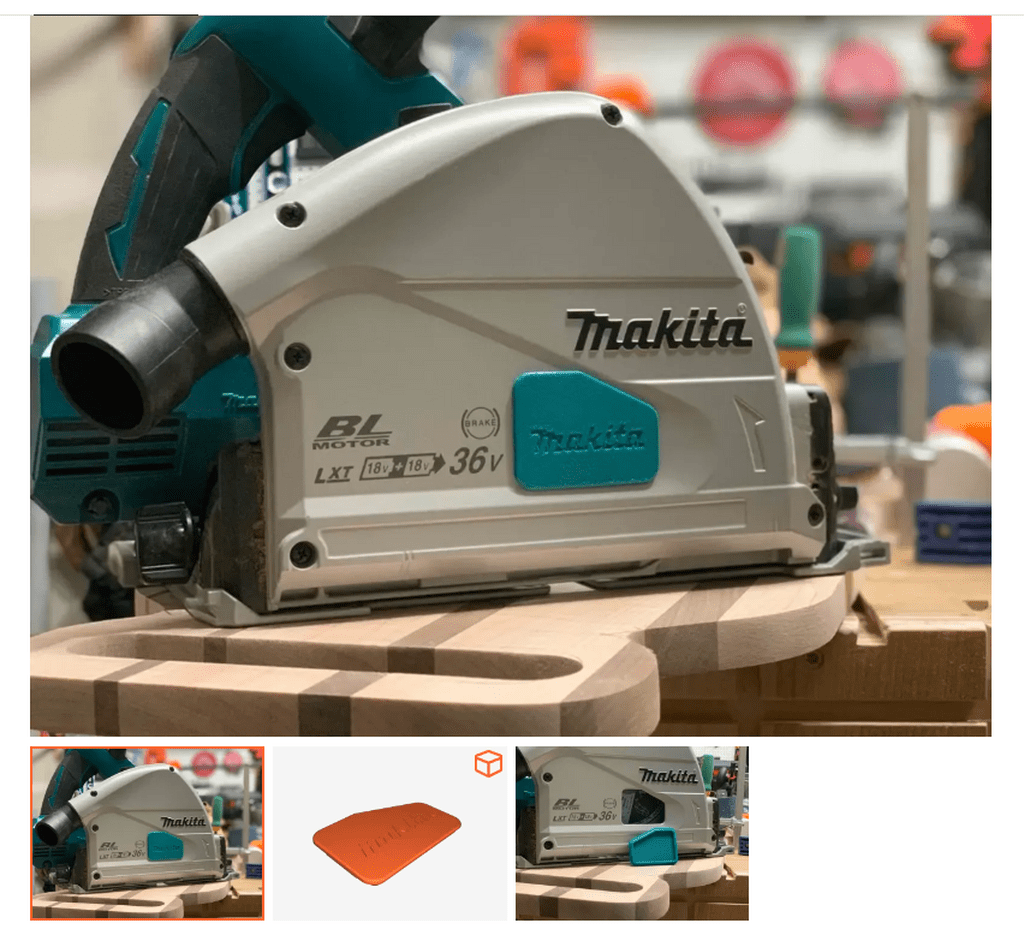
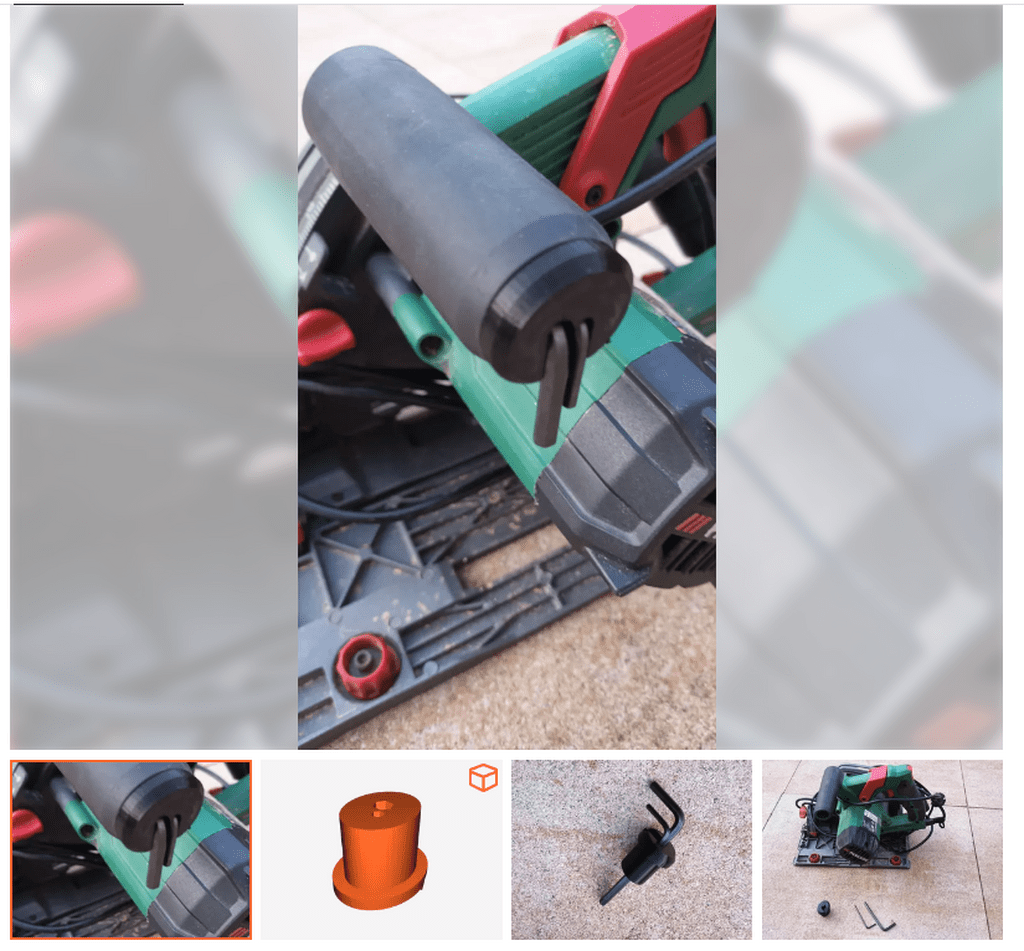
Makita Cordless Track/Plunge Saw Dust Cover
Commentaire : j'utilise ça sur ma plongeante. Améliore l'aspiration de la sciure. Existe pour tous les modèles il me semble.
Lien fichier : printables.com...-saw-dust-cover
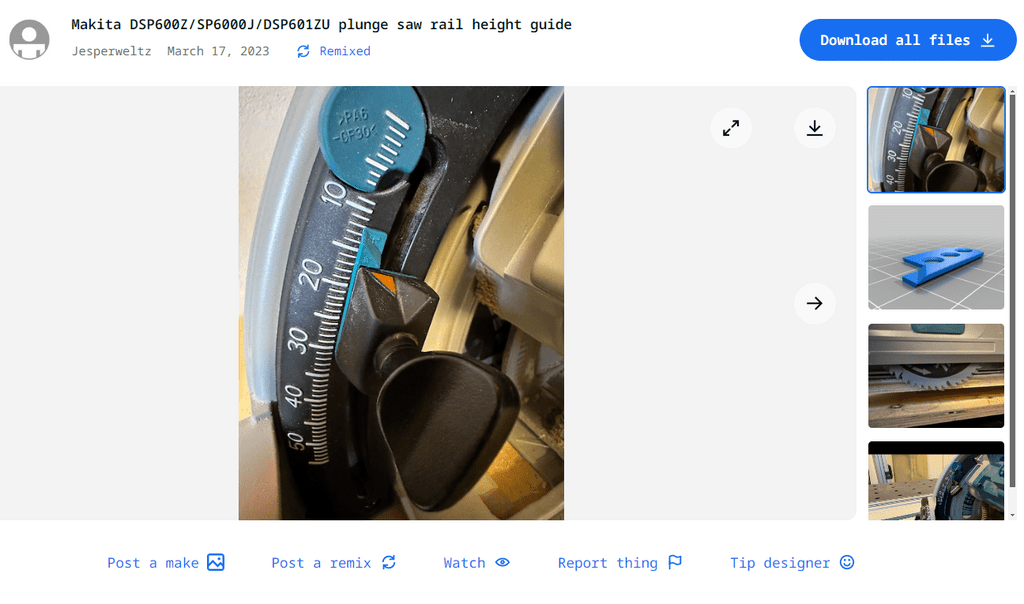
Makita DSP600Z/SP6000J/DSP601ZU plunge saw rail height guide
Lien fichier : thingiverse.com/thing:5916293
Allen wrench holder for Parkside plunge saw
Lien fichier : printables.com...side-plunge-saw
II-D-5-2 Les plongeantes : rails et accessoires.
Il existe de très nombreuses modifs pour les track saw. Des bases pour adapter une scie sans fil à des bases pour des scies sauteuses ou des défonceuses (voir plus haut en exemple). Impossible de les afficher tous ici.
C'est essentiellement pour vous donner quelques idées de ce qu'il est possible de faire.
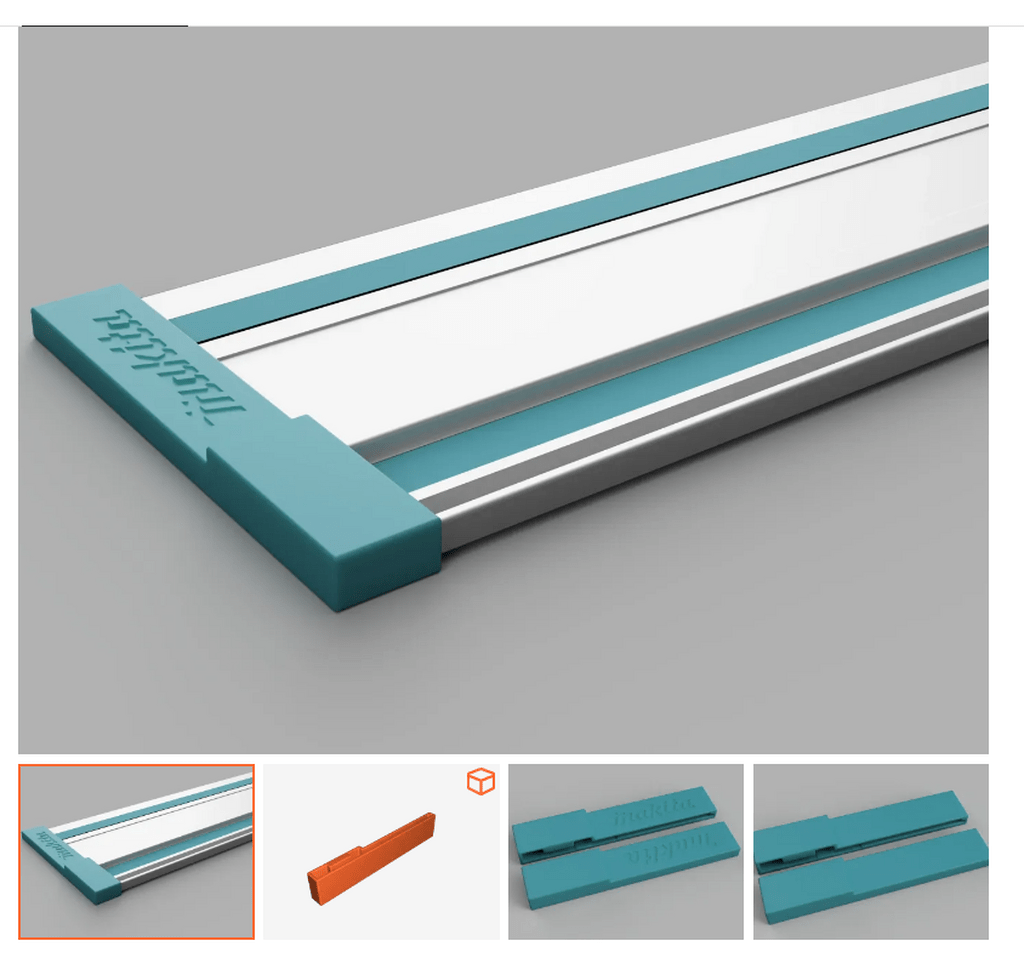

Track Saw Guide Rail End Cap
Commentaire : J'utilise personnellement ces protections suite à une chute d'un rail que j'ai du redécouper...
printables.com...de-rail-end-cap
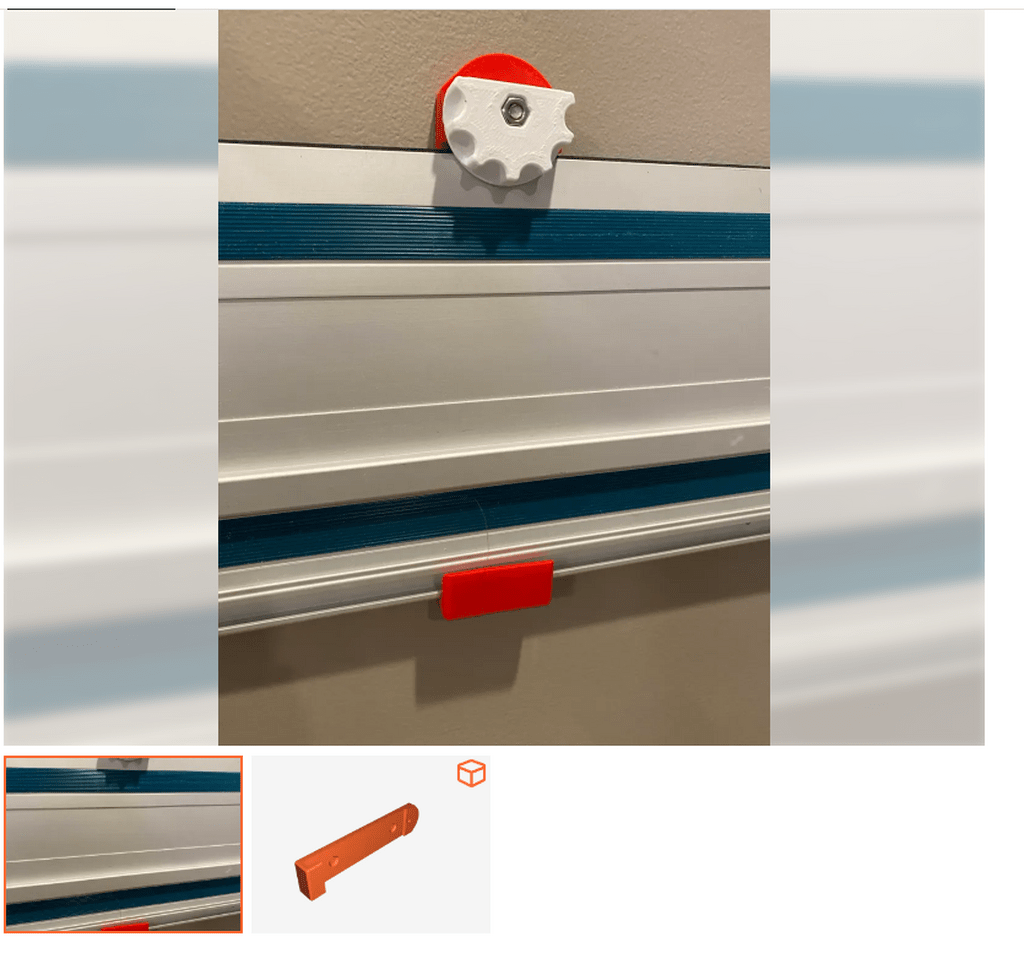

Makita / Festool Track Saw Guide Rail Holder
Commentaire : J'utilise une version modifiée par moi-même. Fonctionne très bien !
Lien fichier printables.com...ide-rail-holder
Festool Makita track saw deflector
Commentaire : pour fluidifier le passage du cable électrique et le tuyau de l'aspirateur.
Lien fichier : printables.com...k-saw-deflector
Track Saw Parallel Guide Extension Set (Makita)
Lien fichier : printables.com...sion-set-makita

Parf Dog Rail Clips
Lien fichier : thingiverse.com/thing:3701090
Track Saw Fence
Lien fichier : printables.com...-fence/comments
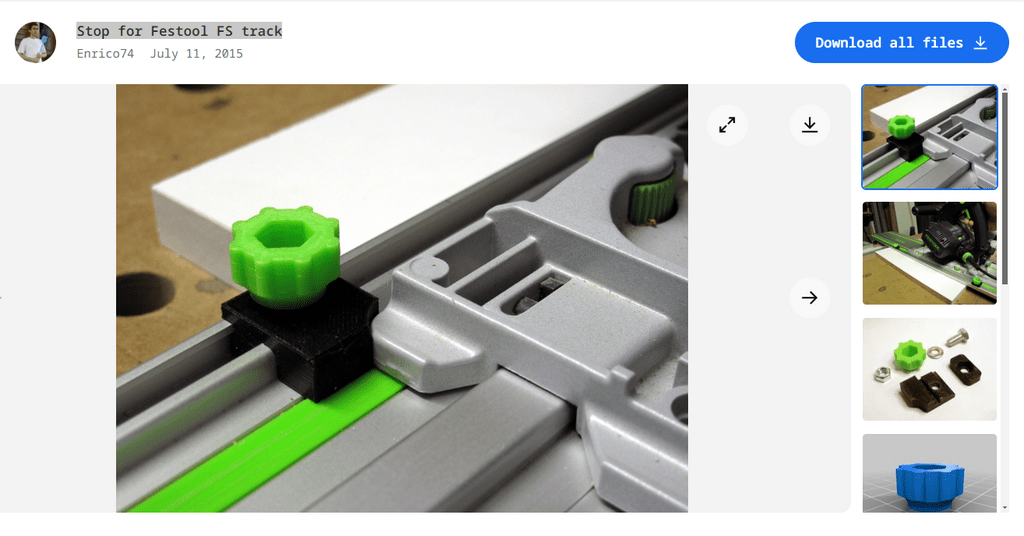
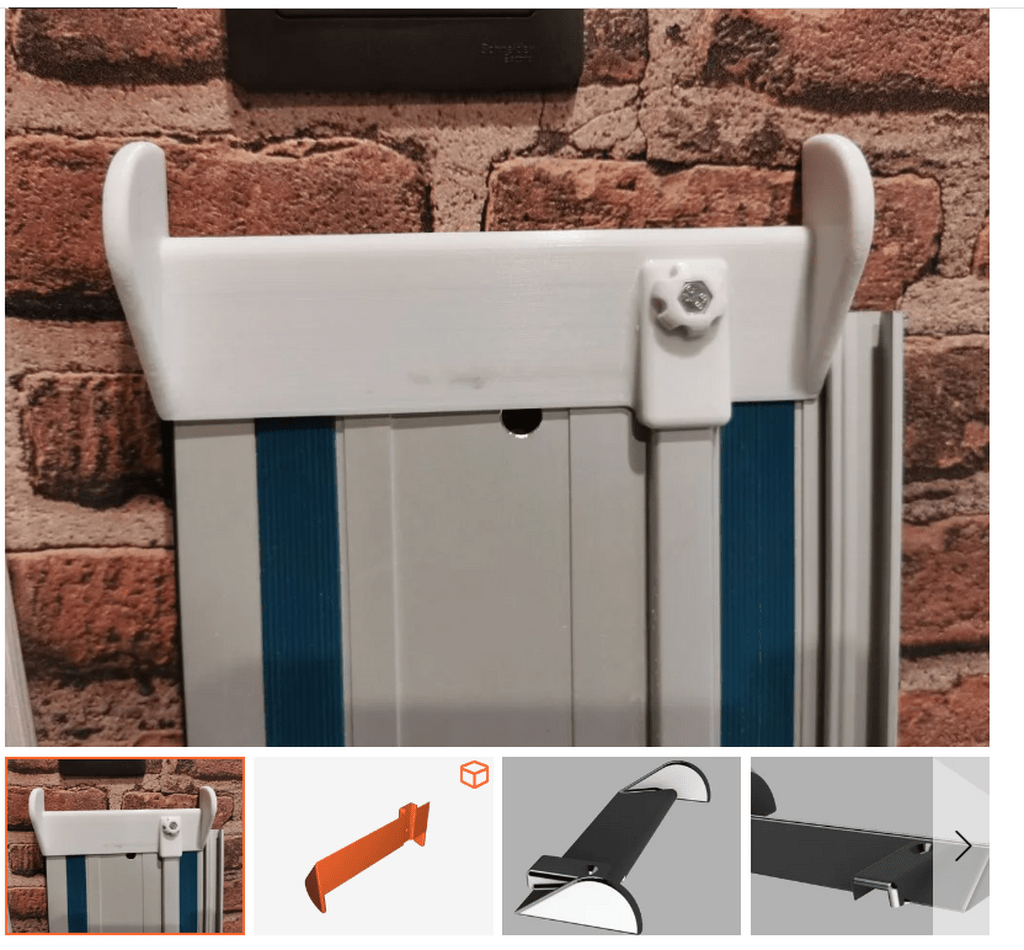
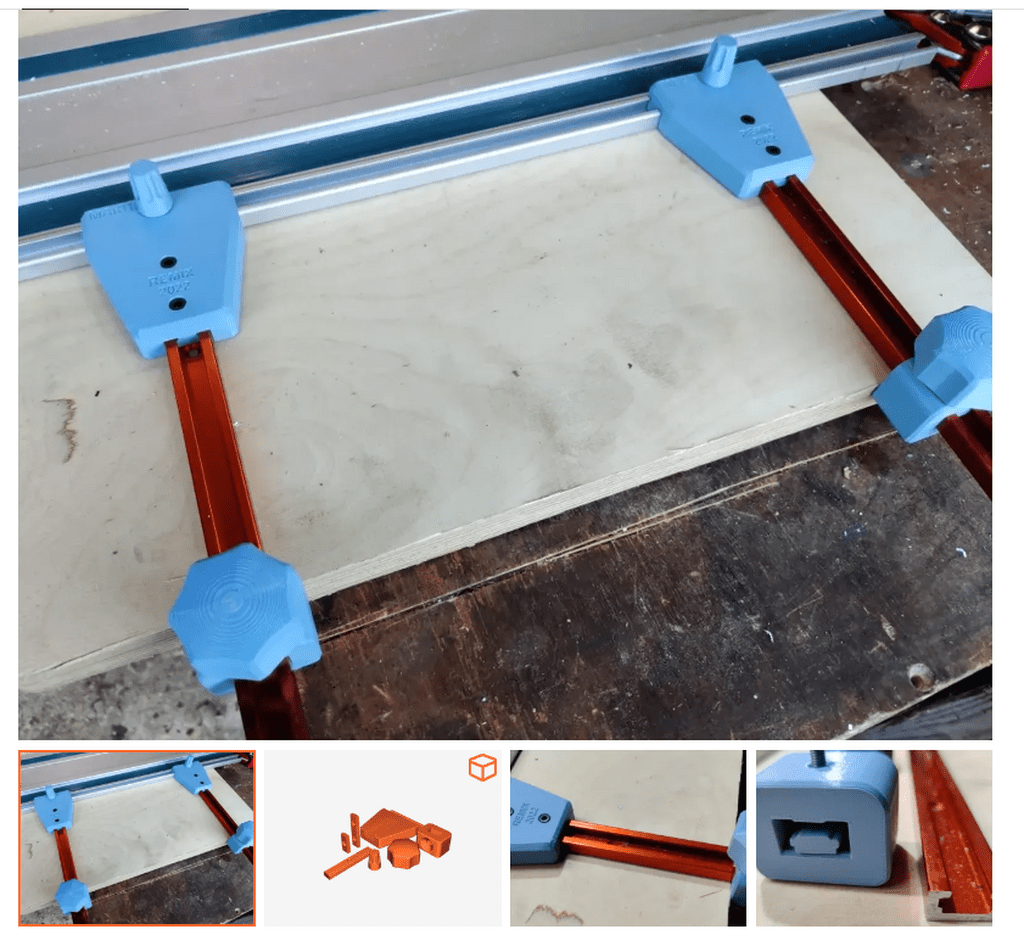
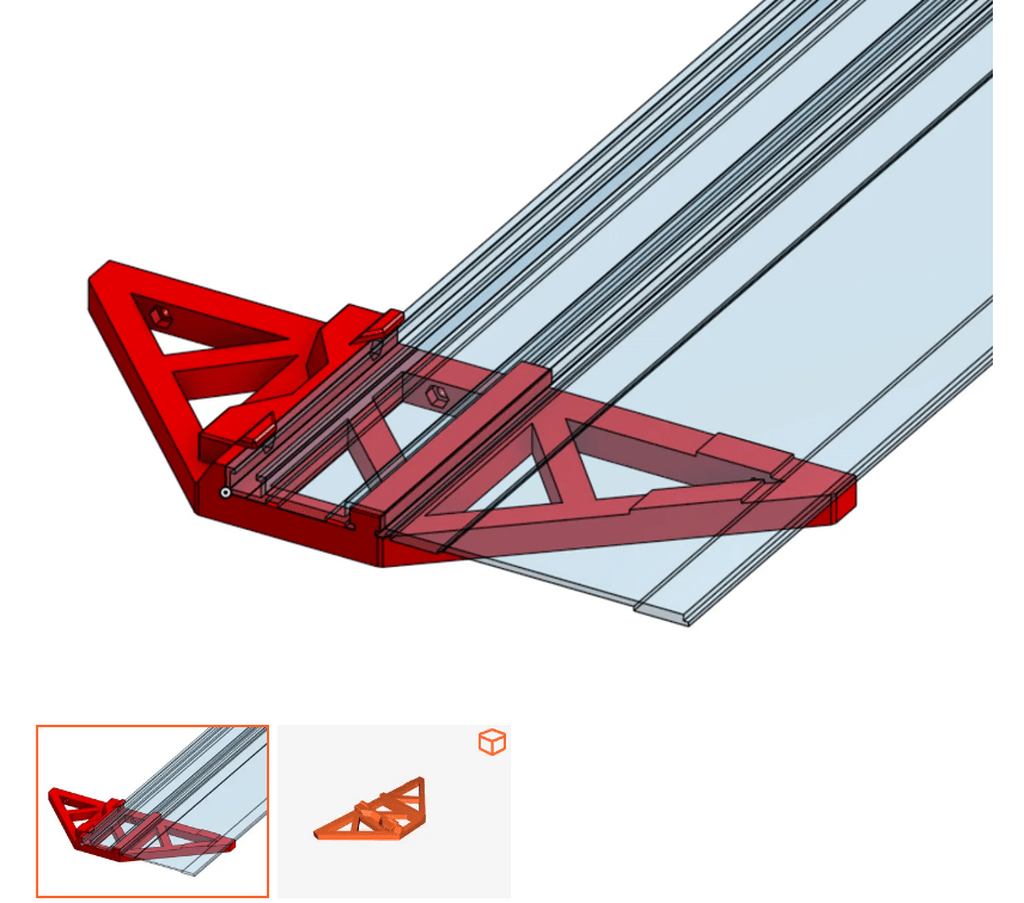
Stop for Festool FS track
Lien fichier : thingiverse.com/thing:921136
Track Saw Waste-Side Kerf Jigs
Lien fichier : printables.com...-side-kerf-jigs
Irwin Quick Grip Track Adapter
Commentaire : j'ai fait un quick grip similaire avec des serre-joints action
Lien fichier : thingiverse.com/thing:4645328
II-D-6-1 Les perceuses-visseuses
Pas grand chose ici, essentiellement des holders pour les bits, les machines et des systèmes d'aspiration.
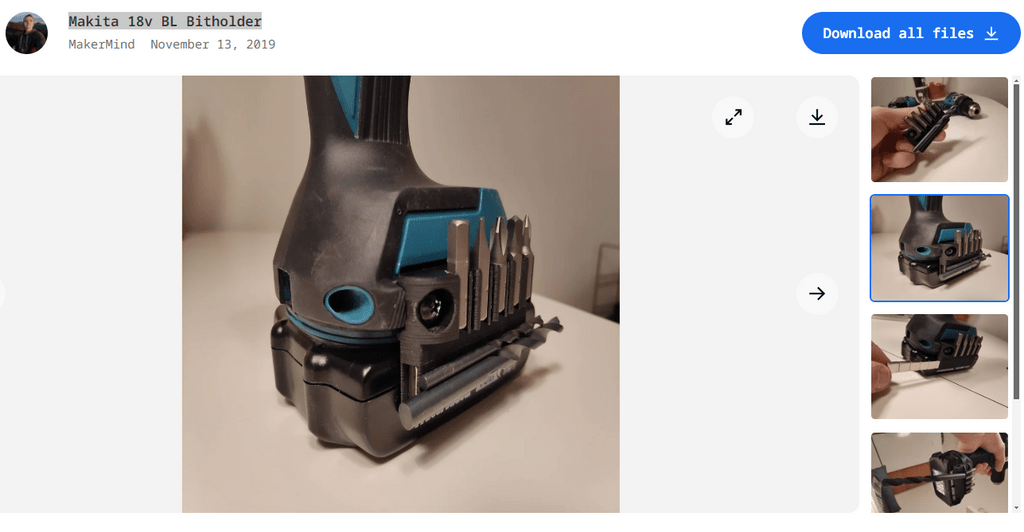
Makita 18v BL Bitholder
Lien fichier : thingiverse.com/thing:3973577
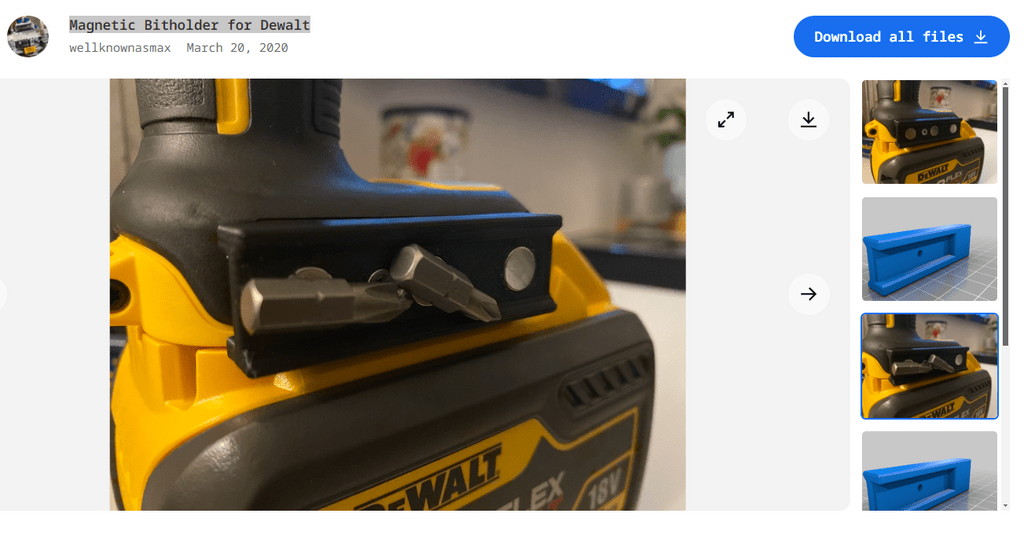
Magnetic Bitholder for Dewalt
Lien fichier : thingiverse.com/thing:4233437
Bosch GSx 14.4/18 Li Bitholder
Commentaire : trop extrême à mon goût
Lien fichier : thingiverse.com/thing:3332559
Bosch 12V Stand Bitholder
Commentaire : j'ai un modèle similaire pour des Parkside 12v (j'en ai 3). J'adore ces machines, j'aime encore mieux quand elles tiennent debout
thingiverse.com/thing:4627006
Drilling Bounding Ring
Lien fichier : thingiverse.com/thing:4861011
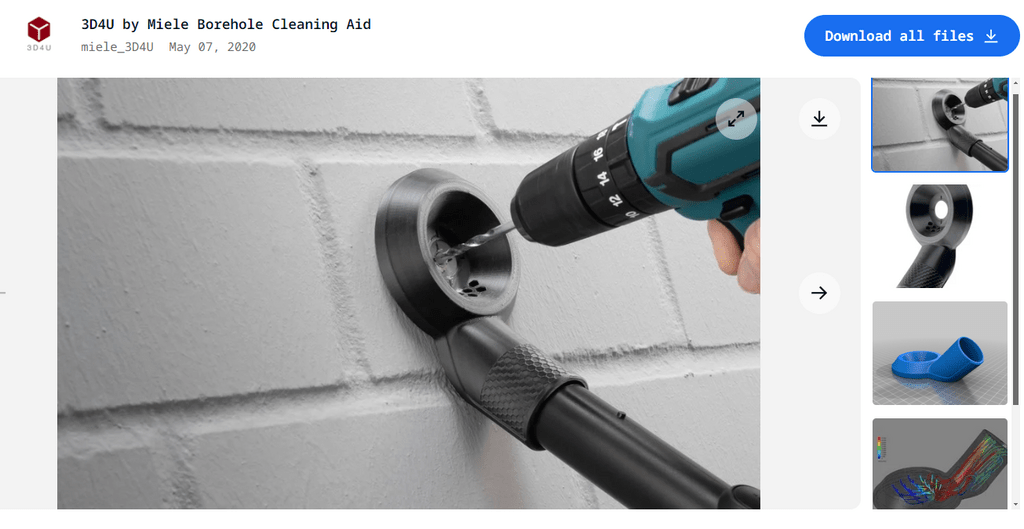
3D4U by Miele Borehole Cleaning Aid
Commentaire : modèle proposé par Miele !
Lien fichier : thingiverse.com/thing:4239139



Universal cordless Drill Holder/Mount (Makita, DeWalt, Bosch, Festool ...)
Commentaire : Il existe de nombreux modèles. Perso un tuyau Pvc ça fait l'affaire pour moi. Exemple d'un modèle que j'ai pu imprimer pour une 12v.
Lien fichier : thingiverse.com/thing:6336275
II-D-7-1 Les machines stationnaires
Pour les machines stationnaires, il est plus difficile de trouver des éléments en 3D, mais ça existe.
En revanche, c'est tellement vaste comme domaine que je ne sais pas par où commencer, à mon sens il faut impérativement maitriser la CAO pour produire vos propres modèles.
Utile pour de l'upgrade et de la réparation.
Du coup quatre exemples seulement (ça va évoluer avec le temps), ça peut vous donner quelques idées !
Le premier est l'installation d'un pied à coulisse sur ma perceuse à colonne à Paris (un truc 1er prix mais qui fonctionne).
Le second est la réparation d'une petite scie à ruban Rexon BS10R acheté 10 euros car le guide bas de la lame était cassé (pièce introuvable).
Le troisième est le pap pour le combiné Bestcombi de kity dans son ensemble ou vous pouvez voir de nombreuses modifications du combiné à l'aide d'éléments imprimés en 3D.
Le quatrième est inclassable, un truc un peu monstrueux totalement DIY
.
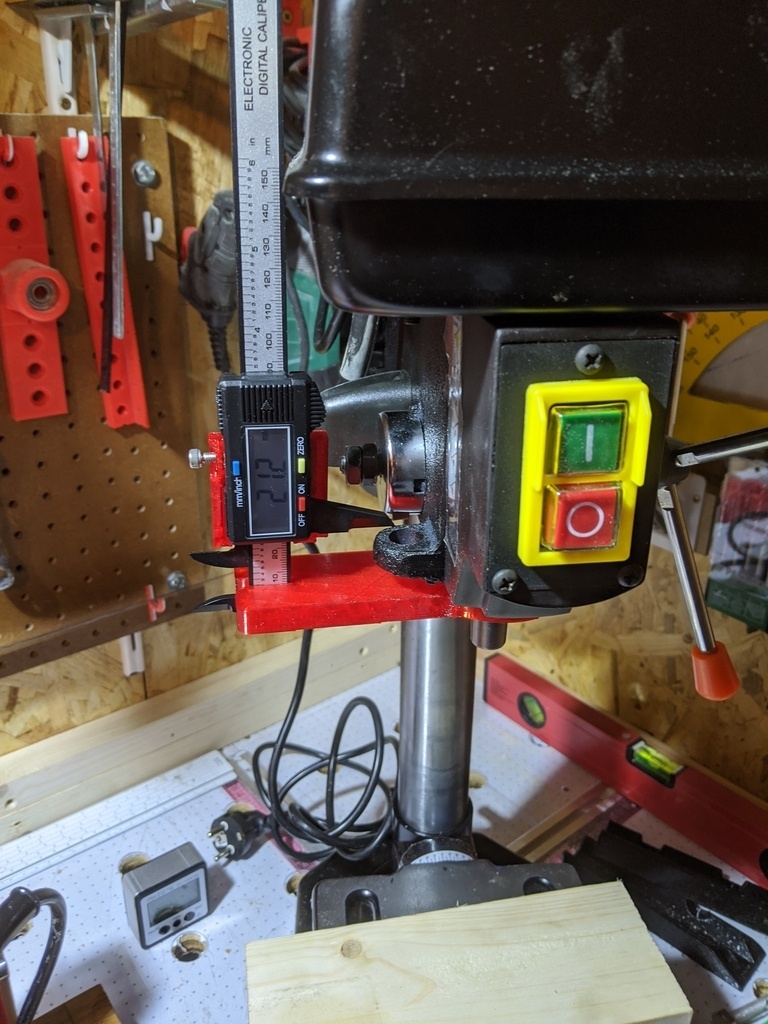
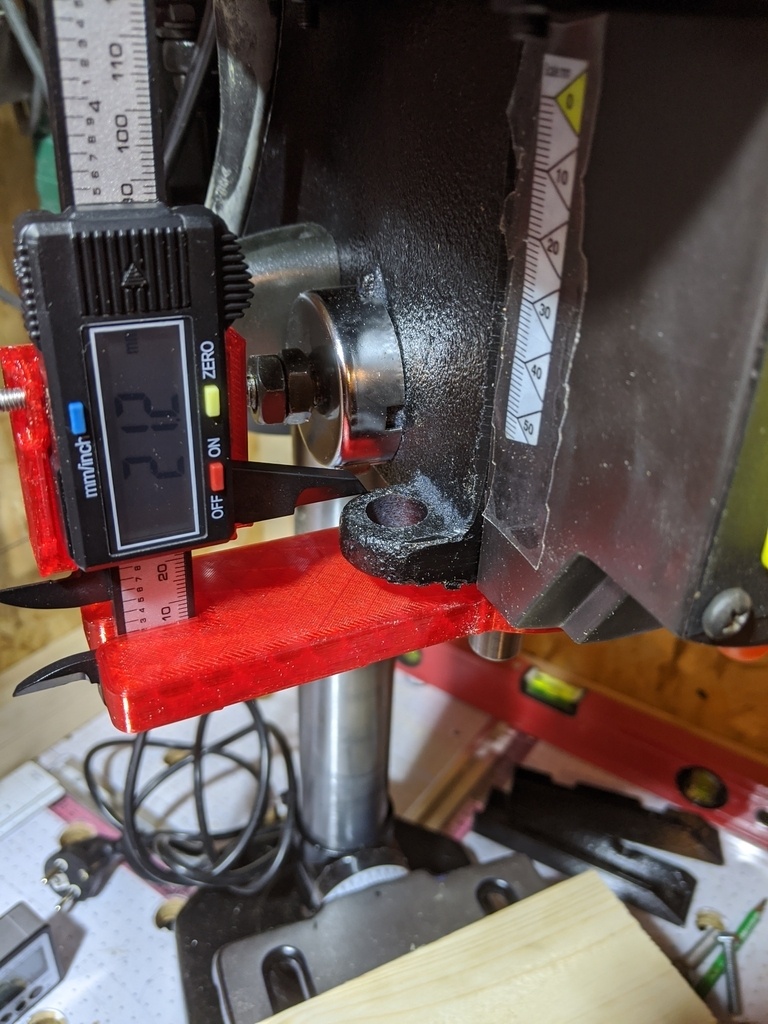

Modification pour avoir une profondeur plus lisible et précise de la perceuse à colonne avec un pied à coulisse de chez Action.



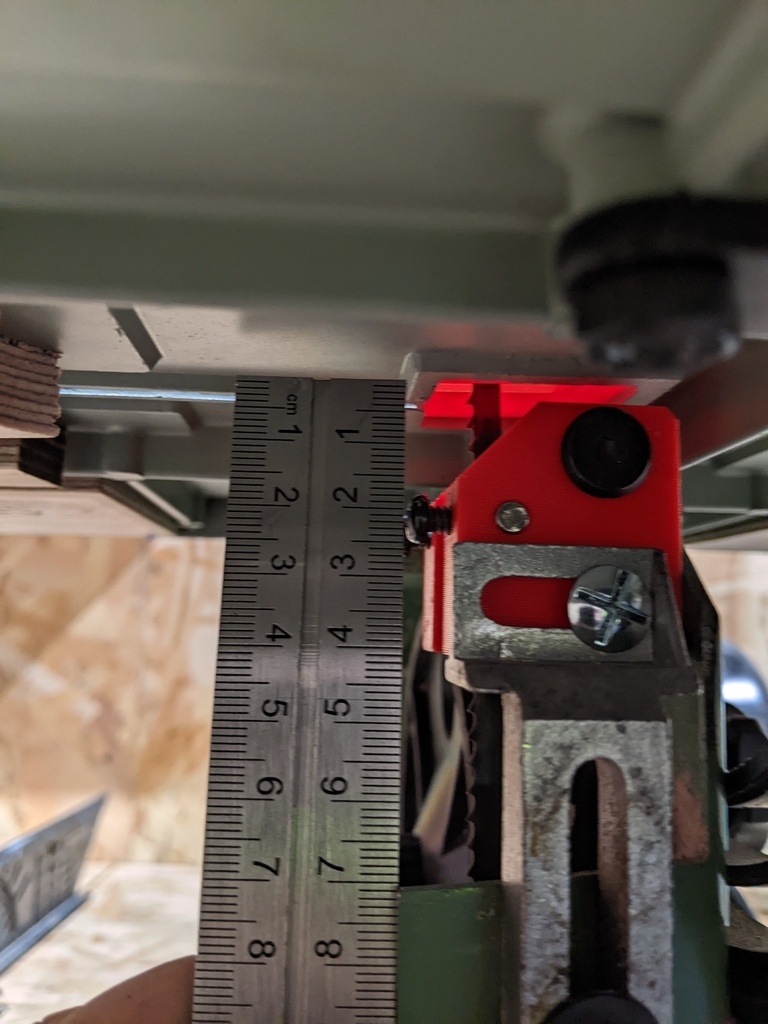
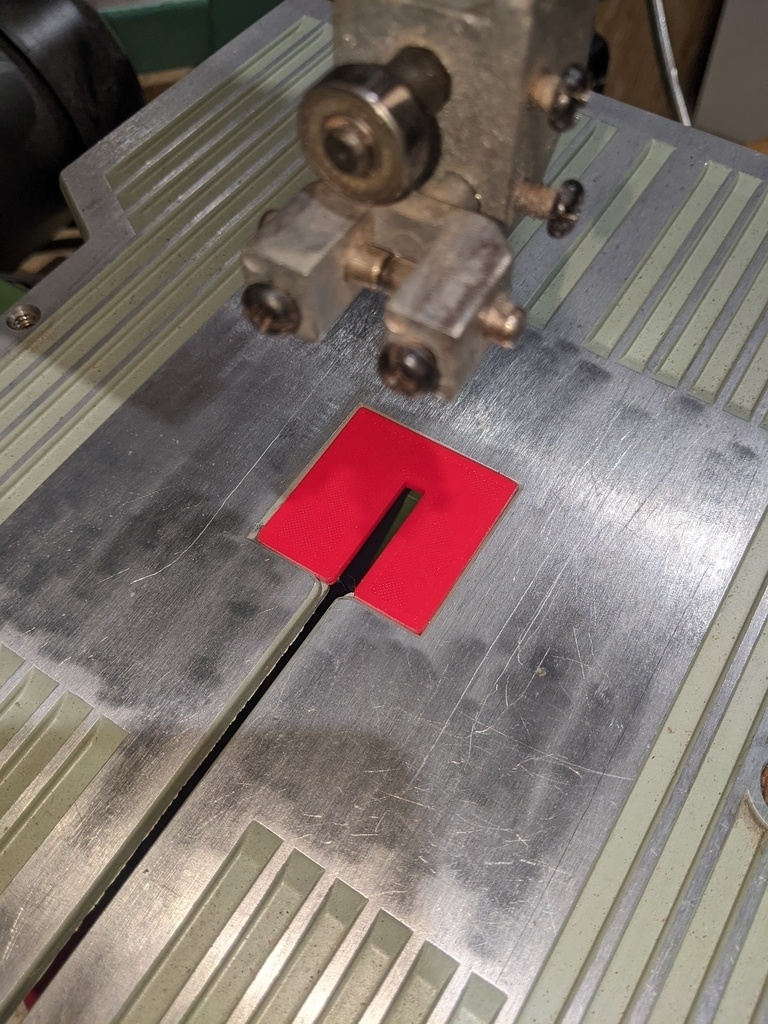
Réparation du guide de lame d'une petite Rexon à l'aide d'un roulement et des pins pour étagères pour guider la lame.

C'est probablement ici où vous trouverez le plus de modification que j'ai pu faire à l'aide d'une imprimante 3D.
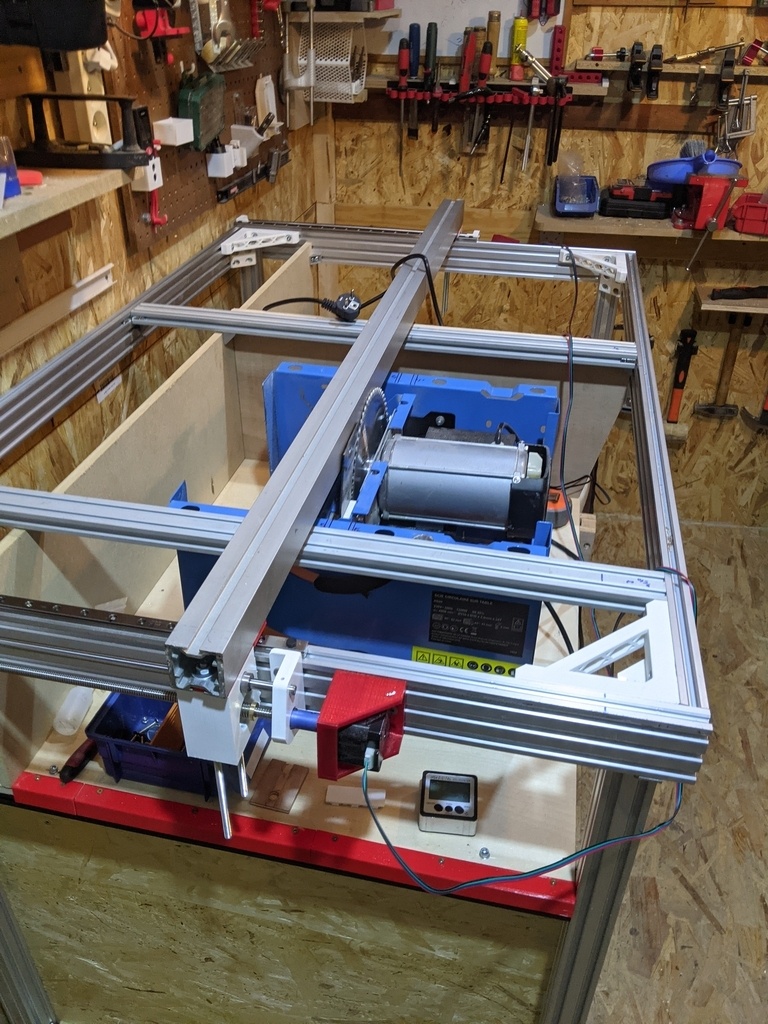
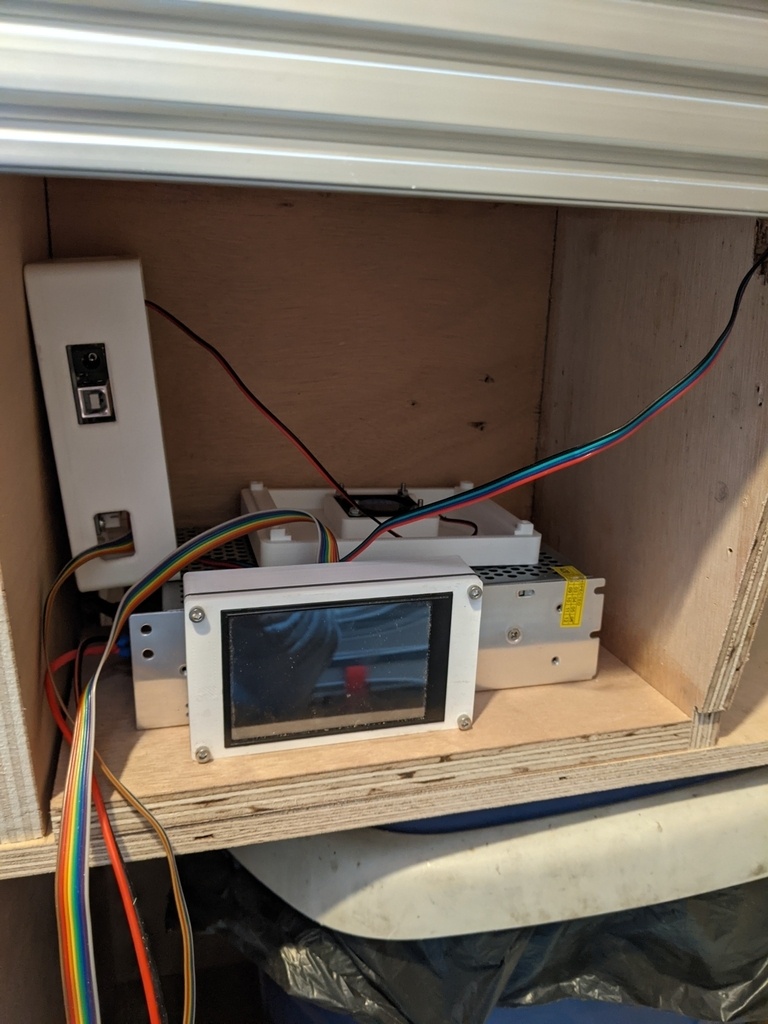
Monstruosa, inclassable, 100% DIY bricolage.
L'idée étant un combiné plutôt silencieux (scie sous table DIY avec moteur à induction, affleureuse) dans un espace restreint (une cave) qui permet à la fois le stockage de mon aspirateur (enfermé lui aussi) et des machines portatives. Le tout est numérisé en Y et Z.
Une aspiration presque sans défauts, très peu de particules arrivent à s'échapper.
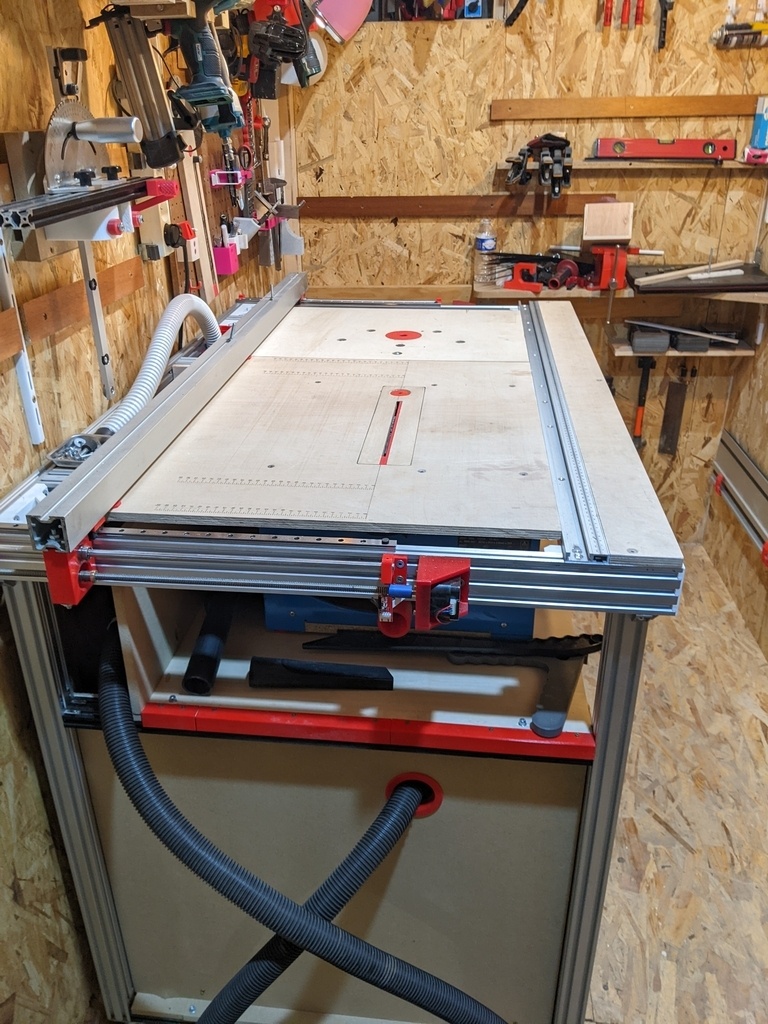
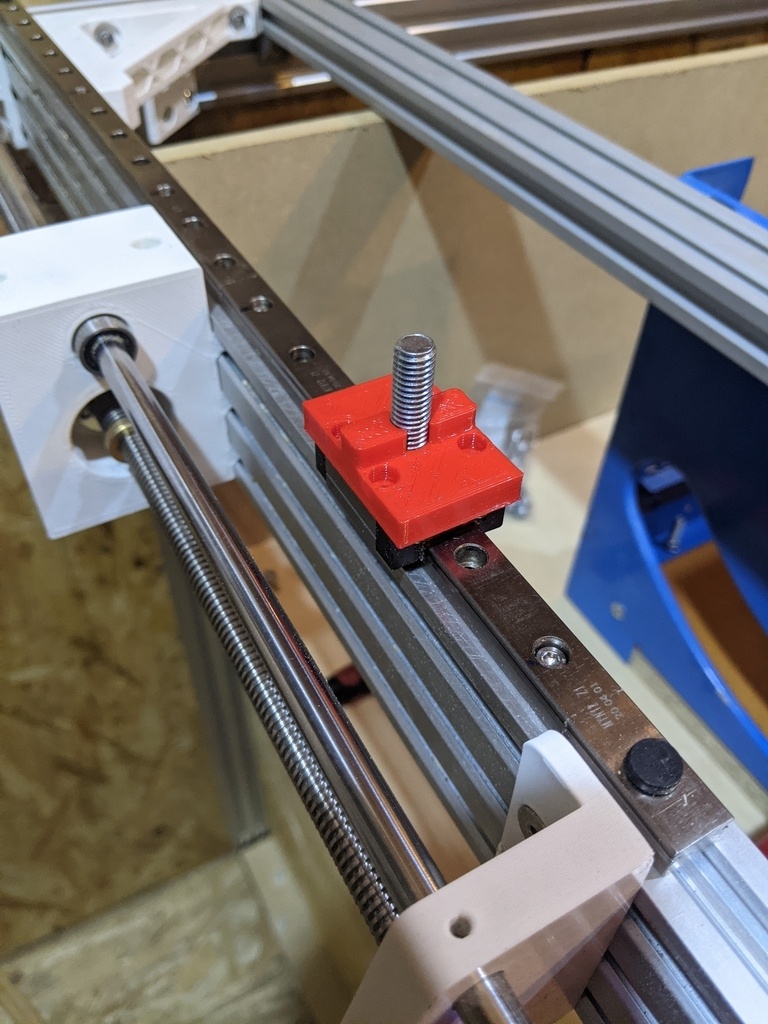



Scie sous table, guide linéaire, numérisation totale.




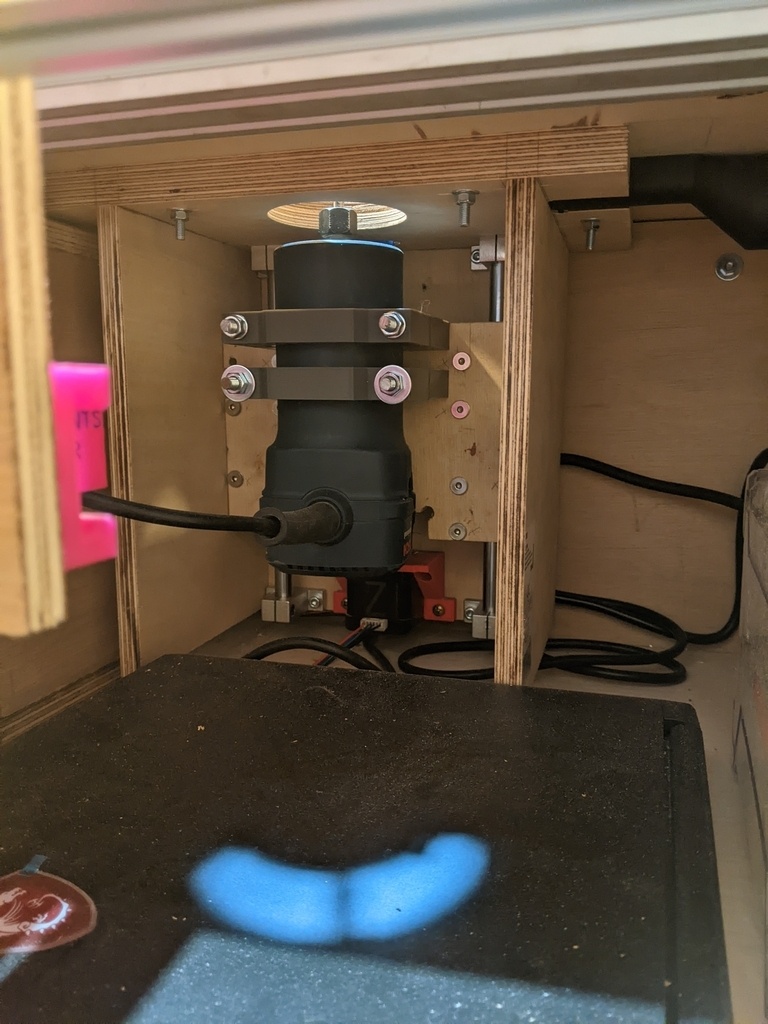

Partie défonceuse
Conclusion : la seule limite c'est votre imagination...
II-E-1 Bouton/poignée moletée/étoilée (Knob)
Probablement l'impression que j'effectue le plus régulièrement dans mon atelier. On a toujours besoin de knobs !
Il en existe de toutes formes/tailles, impériale ou métrique. A vous de choisir ou de faire les vôtres.
Le grand avantage de faire soi-même les knobs c'est la customisation. Profondeur, largeur, hauteur, vous pouvez faire du sur-mesure pour vos machines !
Comme d'habitude, liste non exhaustive.
Vous pouvez aussi les faires vous-même avec du bois (j'aime bien l'idée):
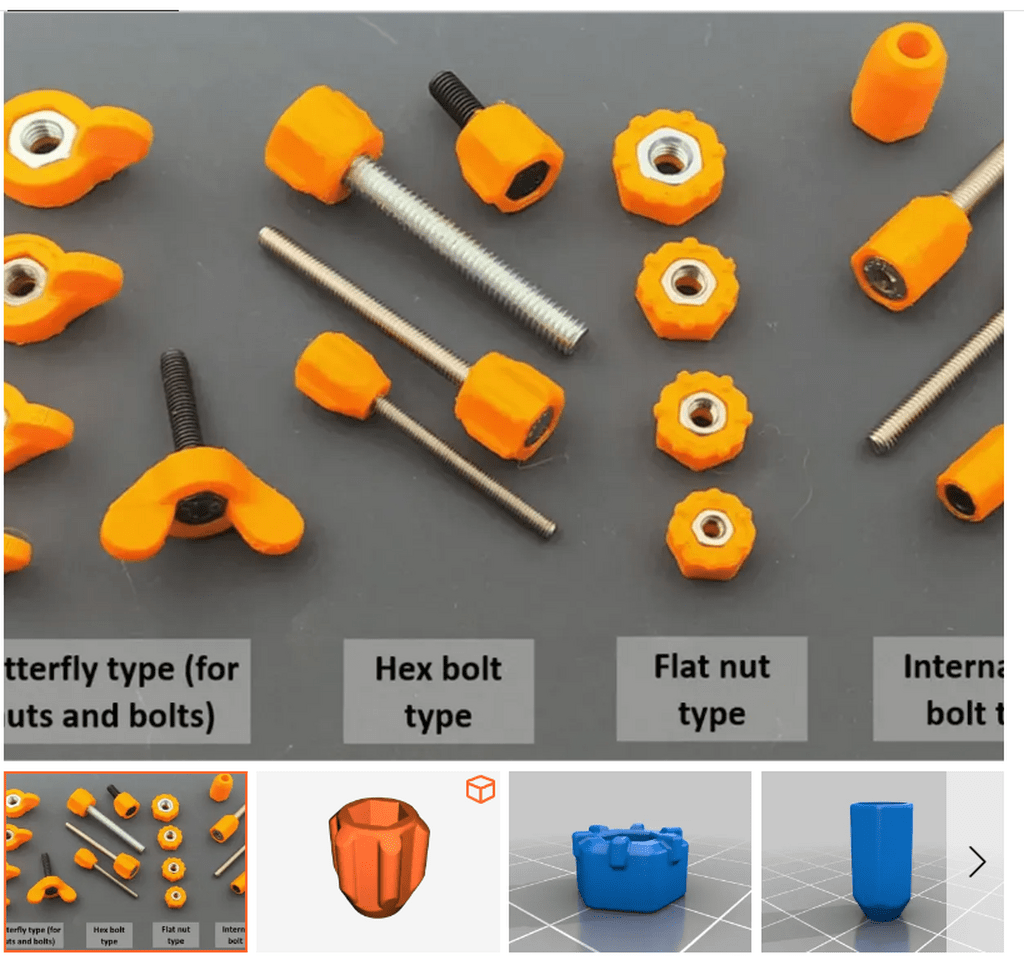
Handles for M3 to M6 bolts and screws
Lien fichier : printables.com...olts-and-screws
Handles for M7 to M12 bolts and screws
Lien fichier : printables.com...olts-and-screws
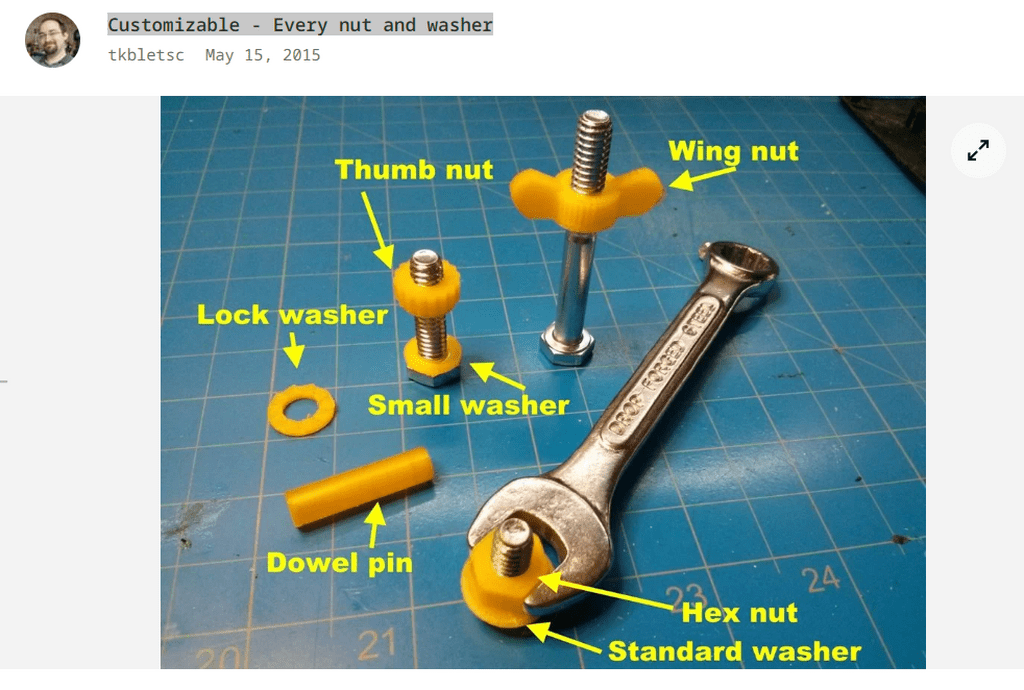
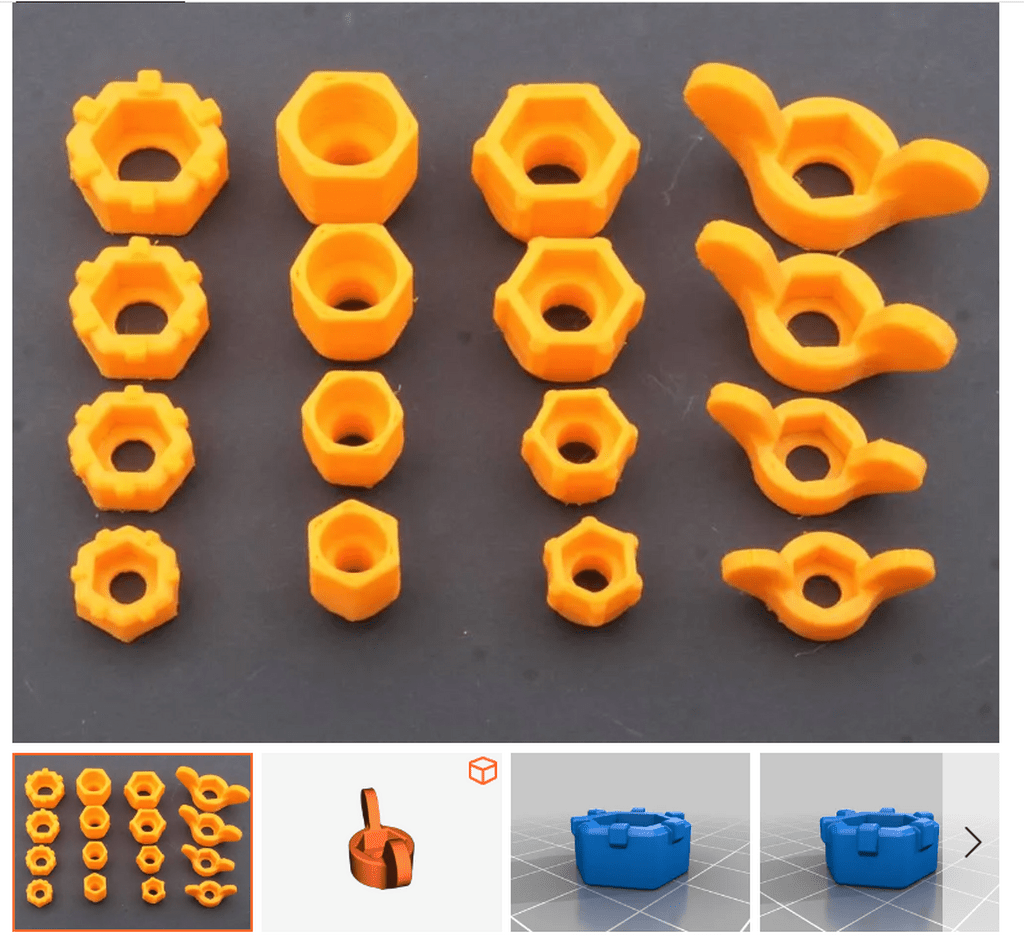
Customizable - Every nut and washer
Lien fichier : thingiverse.com/thing:826065

Various hand knops for hex bolts and nuts - metric M4 M5 M6 M7 M8
Lien fichier : thingiverse.co...ng:845951/files
II-F-1 Les systainers (Festool, Makita, Stier etc.)
Pour les systainers, l'impression 3D est aussi très présente.
Vous avez des holders en tout genre, des pièces pour de la réparation, des labels, des systèmes d'organisation à l'intérieur mais aussi à l'extérieur de ces derniers.
Bref là aussi, liste non exhaustive !
Il existe d'autres marques ou types (chez Bosch notamment), je vous laisse faire vos recherches !
Attention aux différentes versions des systainers...
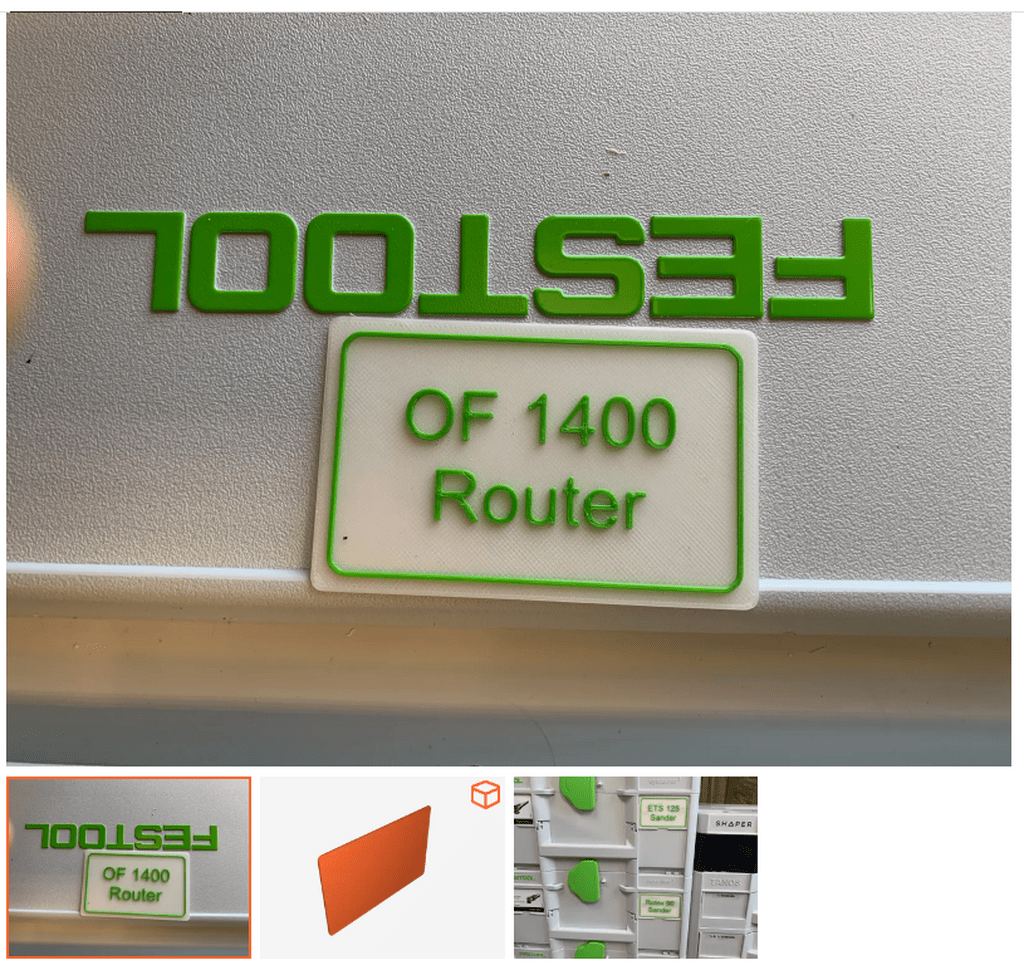

Festool Systainer Labels
Lien fichier : printables.com...ystainer-labels
Un autre : thingiverse.com/thing:4144935
Customizable Systainer Labelled Faceplate
Lien fichier : thingiverse.com/thing:3870473
Anti-Theft Systainer AirTag Holder
Commentaire : potentiellement intéressant au regard du vol possible malheureusement..
Lien fichier : printables.com...r-airtag-holder
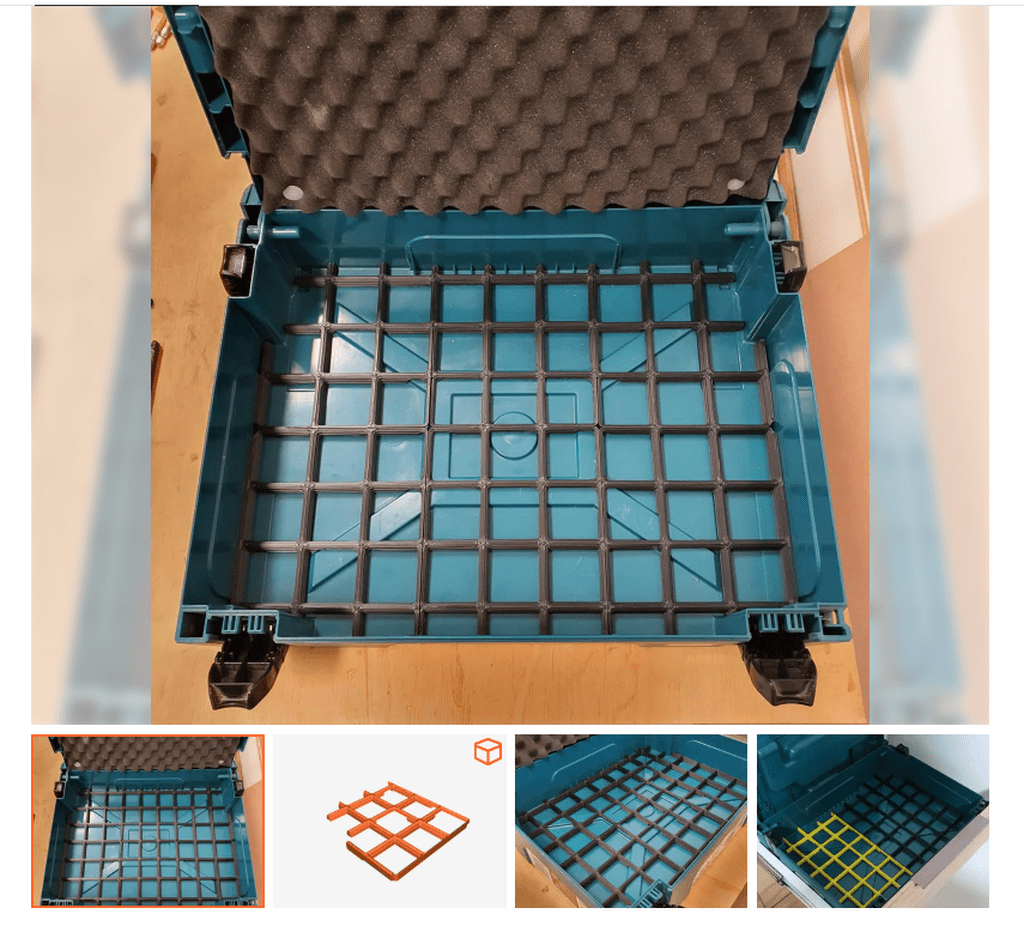
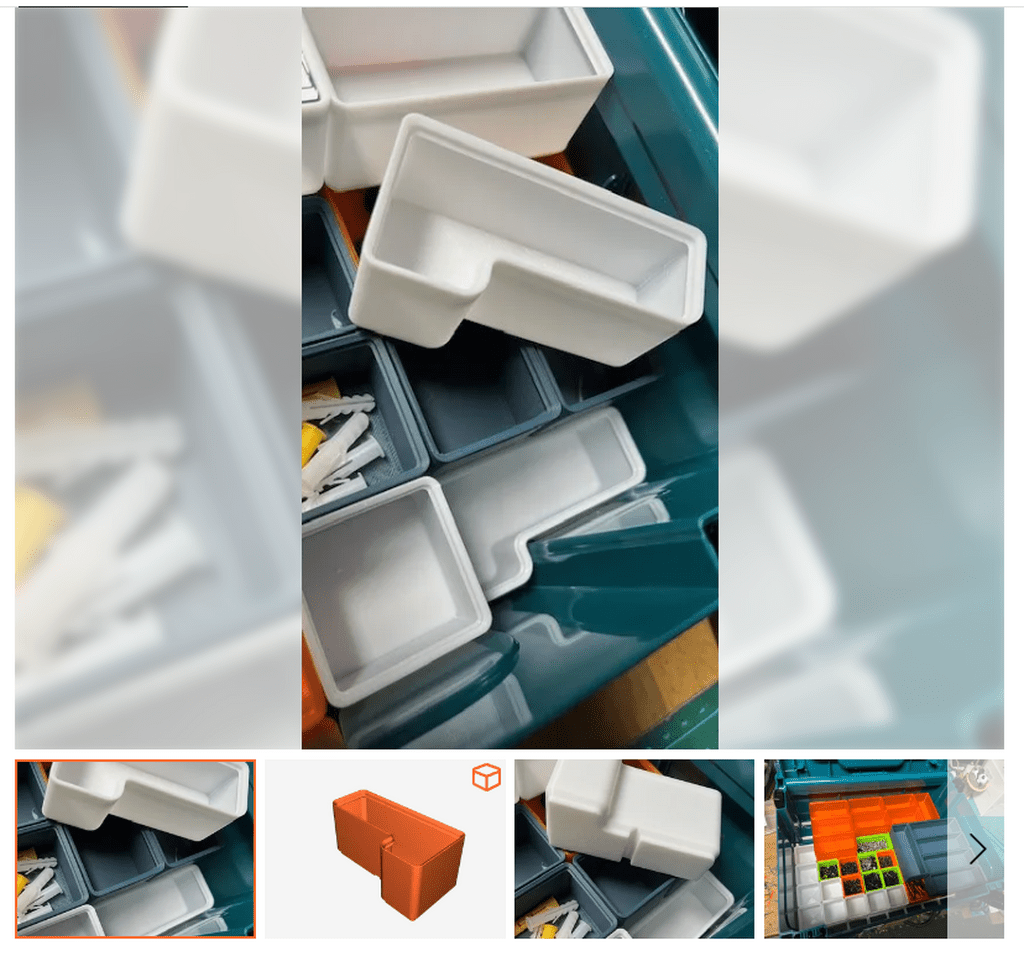
Gridfinity MakPac Systainer Baseplate UPDATE v2.1
Lien fichier : printables.com...late-update-v21
Corner Bins for Gridfinity MakPac
lien fichier : printables.com...idfinity-makpac
Festool / Tanos / Makita / Hitachi systainer cleats (Classic Line systainers)
Lien fichier : printables.com...ner-cleats-clas
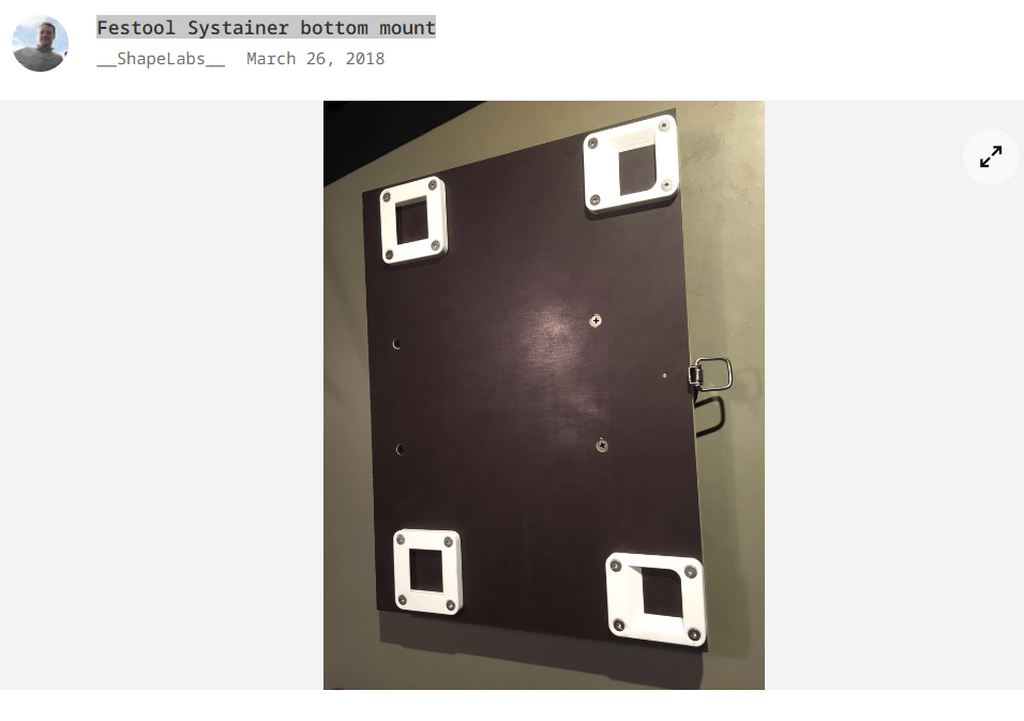
Festool Systainer bottom mount
Lien fichier : thingiverse.com/thing:2840884
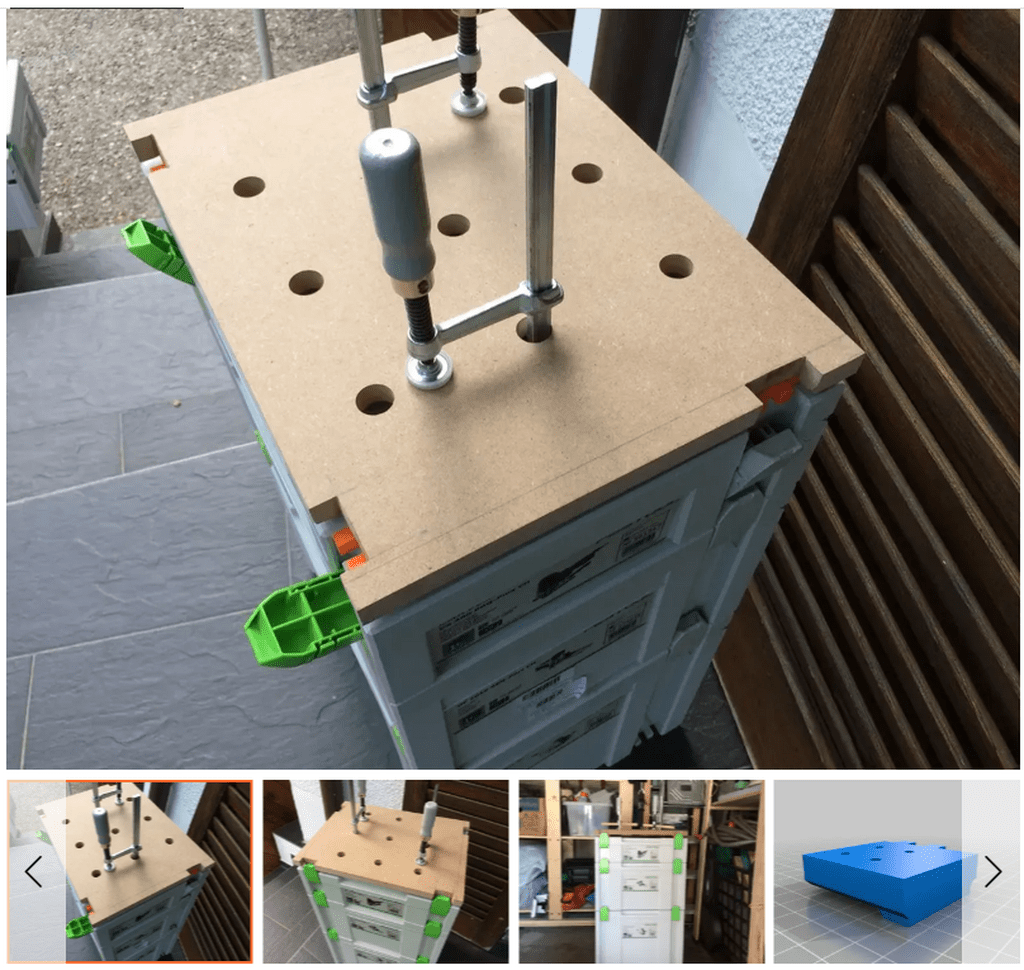
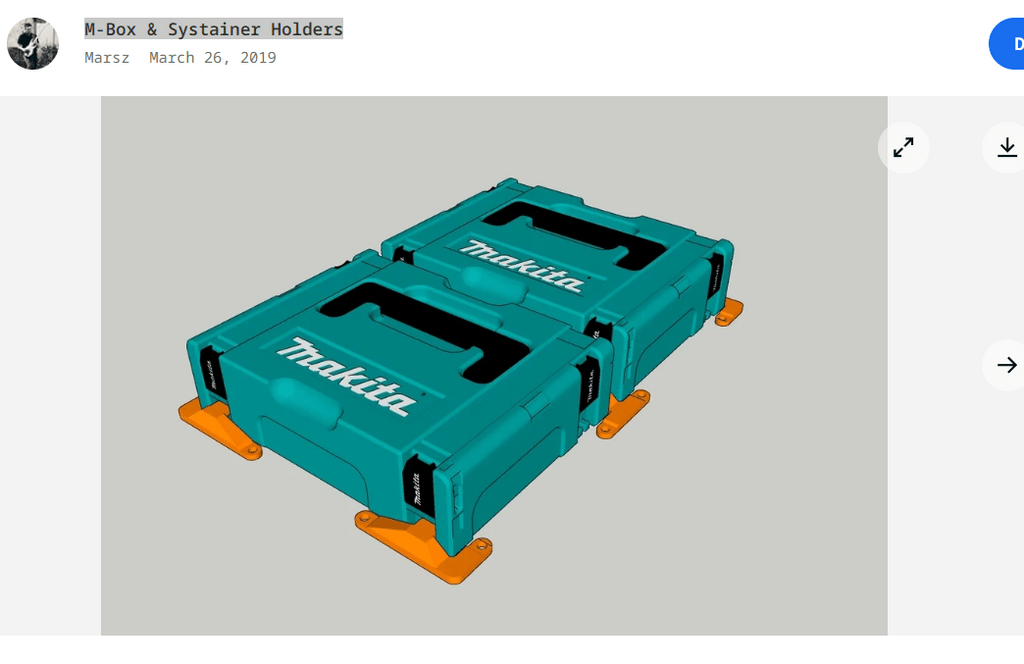
M-Box & Systainer Holders
Lien fichier : thingiverse.com/thing:3518838
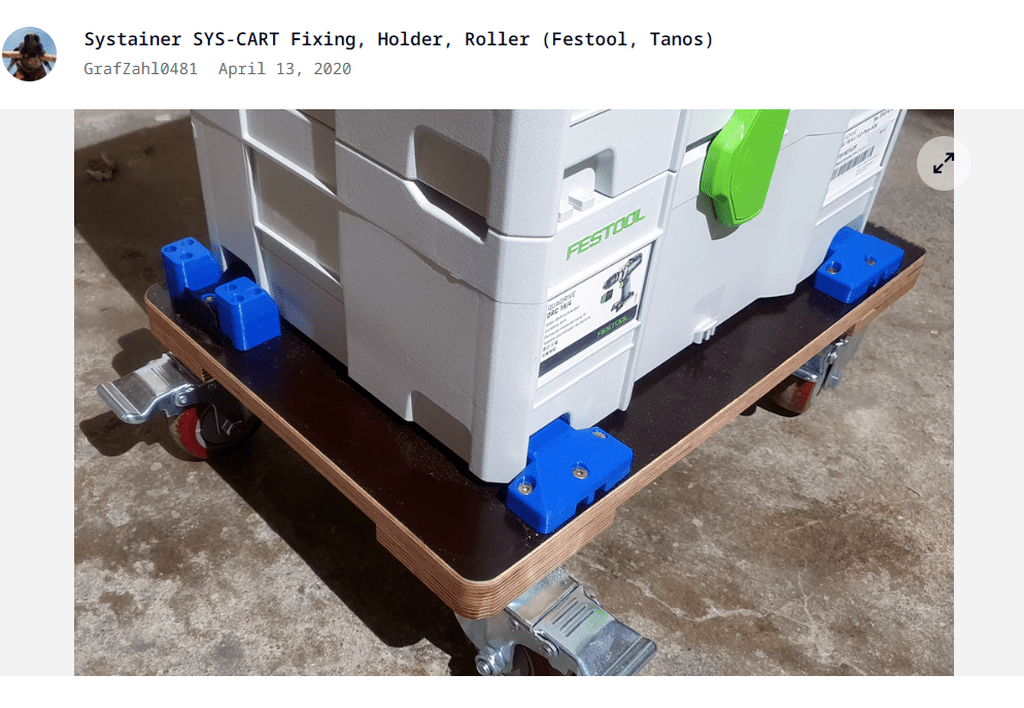
Systainer SYS-CART Fixing, Holder, Roller (Festool, Tanos)
Lien fichier : thingiverse.com/thing:4283450
Commentaire : j'ai peu ou prou la même chose pour des Makpac (je me déplace souvent avec mes outils d'un lieu à un autre). C'est sur roulette et permet de déplacer plusieurs systainers en même temps. Pas de photos à vous présenter pour le moment.
II-F-2 Les systainers : les réparations.
Si vous cassez une pièce...


Festool/Makita Systainer Clip
Lien fichier : thingiverse.com/thing:3346111
FESTOOL-SYSTAINER(FOR 3DP)
Lien fichier : thingiverse.com/thing:5345225
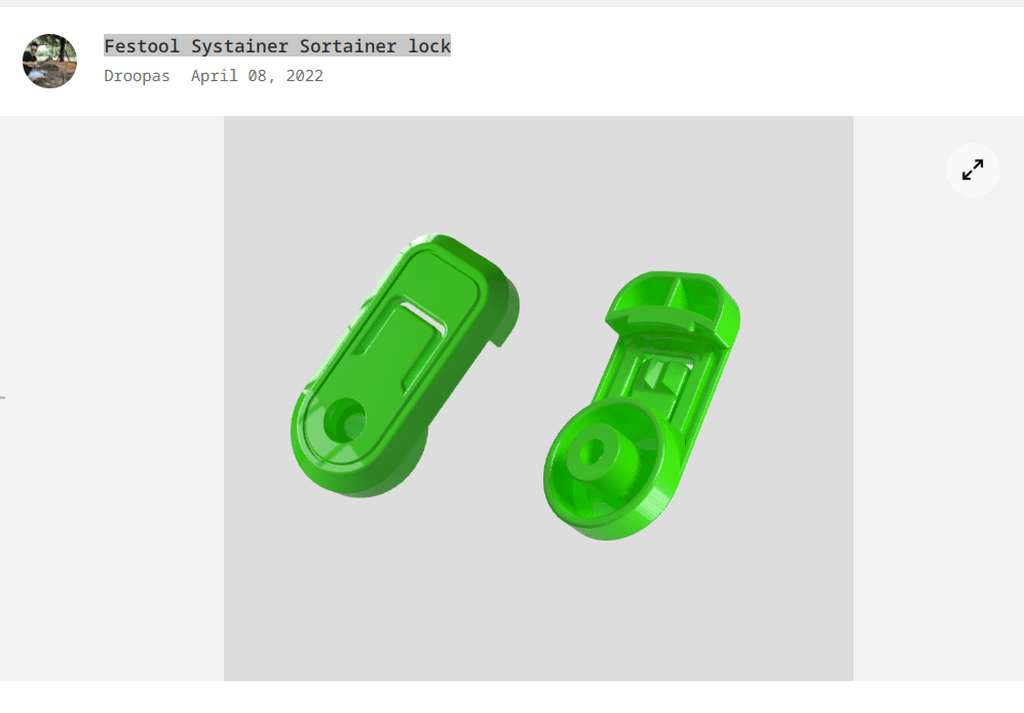
Festool Systainer Sortainer lock
Lien fichier : thingiverse.com/thing:5345225
II-F-3 Les systainers : les holders.
Tellement d'éléments... Liste non exhaustive, à vous de piocher sur les sites
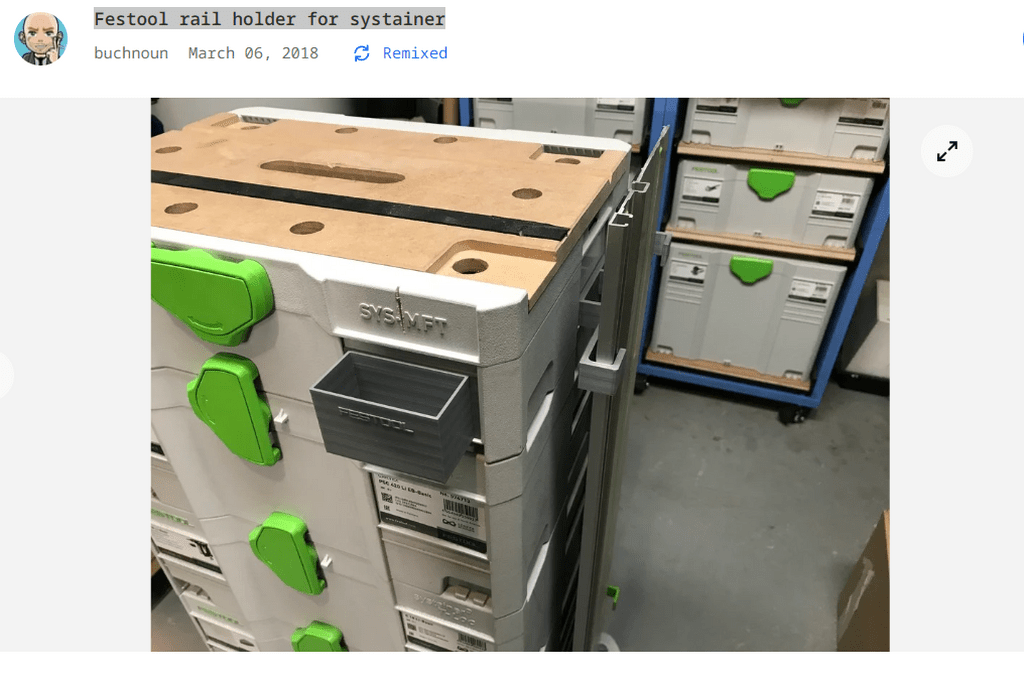
Festool rail holder for systainer
Lien fichier : thingiverse.com/thing:2816006
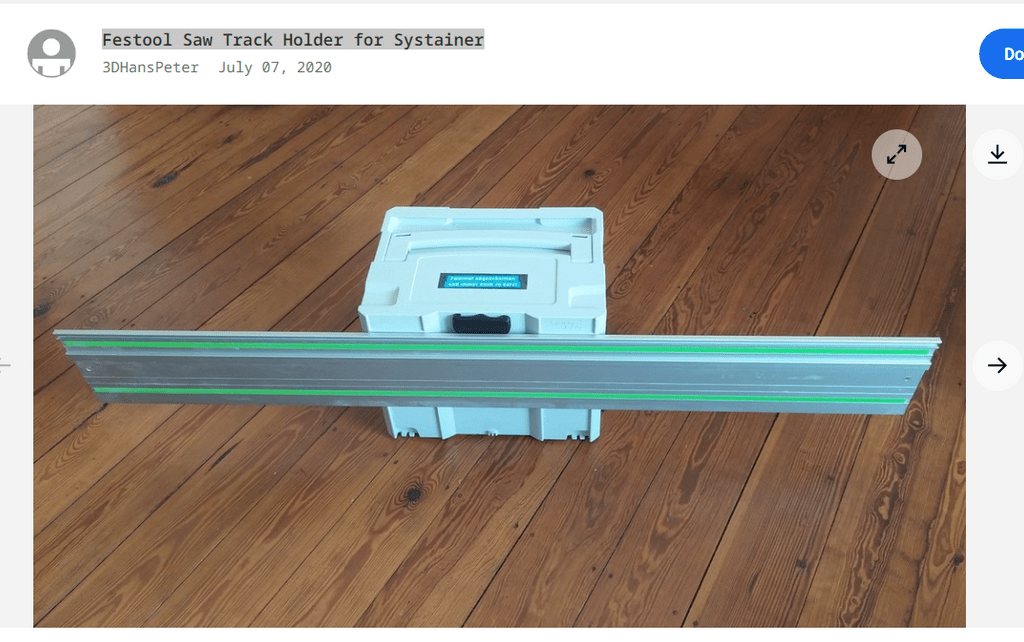
Festool Saw Track Holder for Systainer
Lien fichier : thingiverse.com/thing:4530736

Festool Systainer clips
Lien fichier : thingiverse.com/thing:2108353
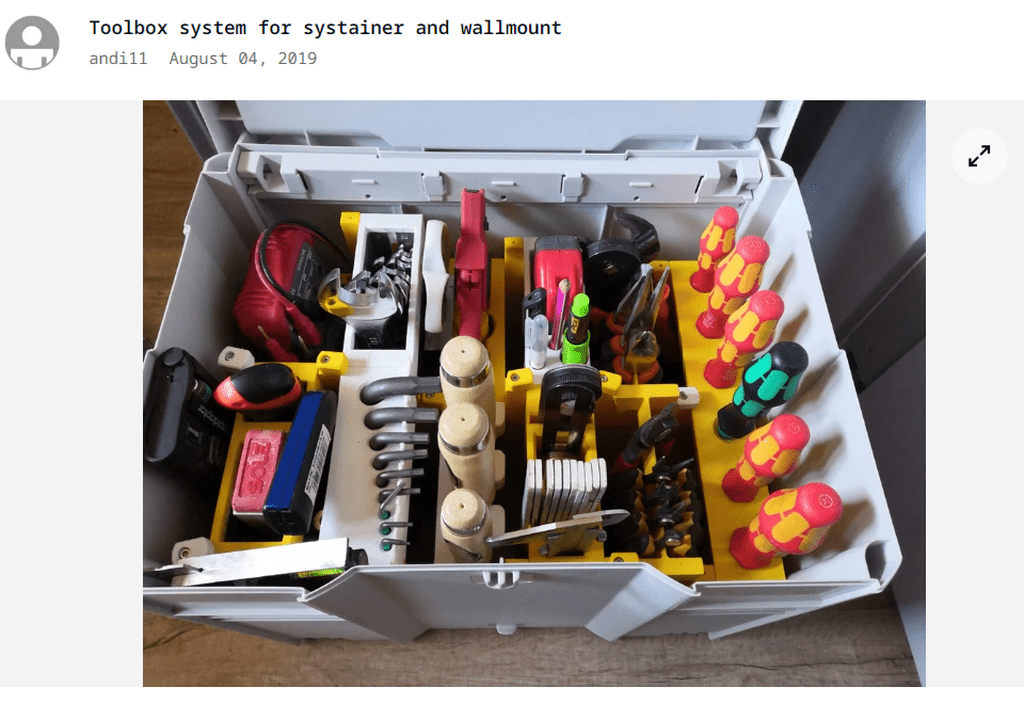
Toolbox system for systainer and wallmount
Lien fichier : thingiverse.com/thing:3788075
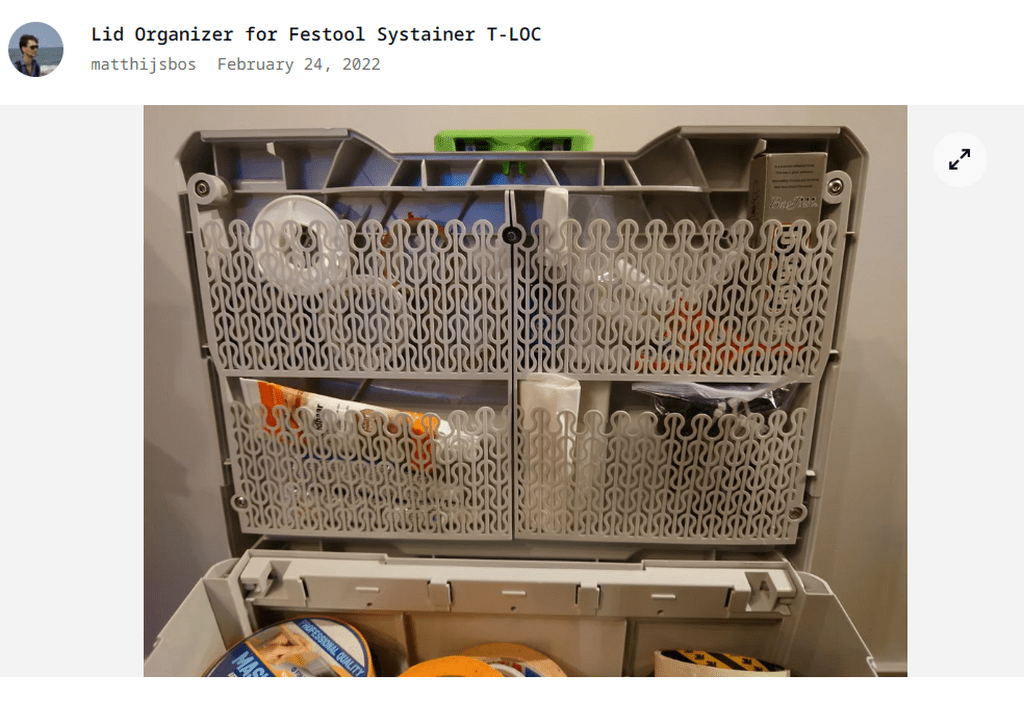
Lid Organizer for Festool Systainer T-LOC
Lien fichier : thingiverse.com/thing:5261419
II-G-1-1 Divers : les petits fix !
Qui n'a jamais râlé contre la protection du serre-joint qui s'est faite la malle ?
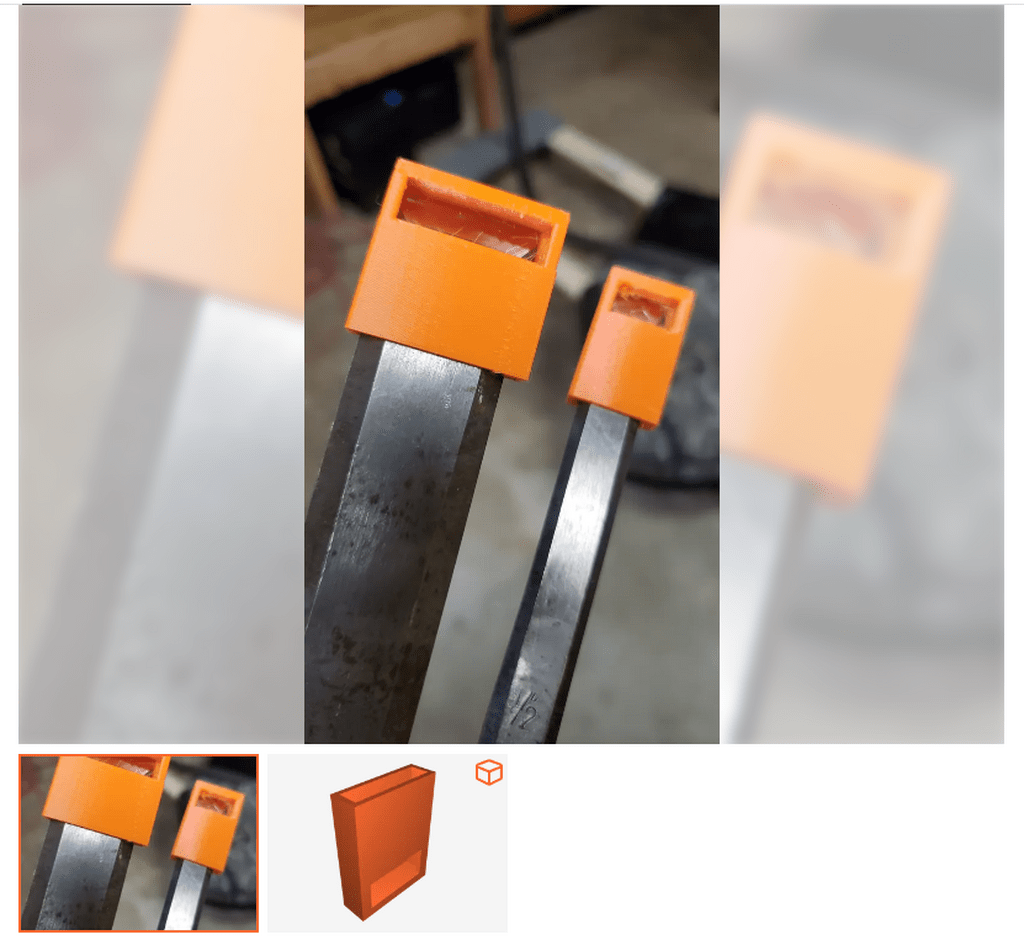
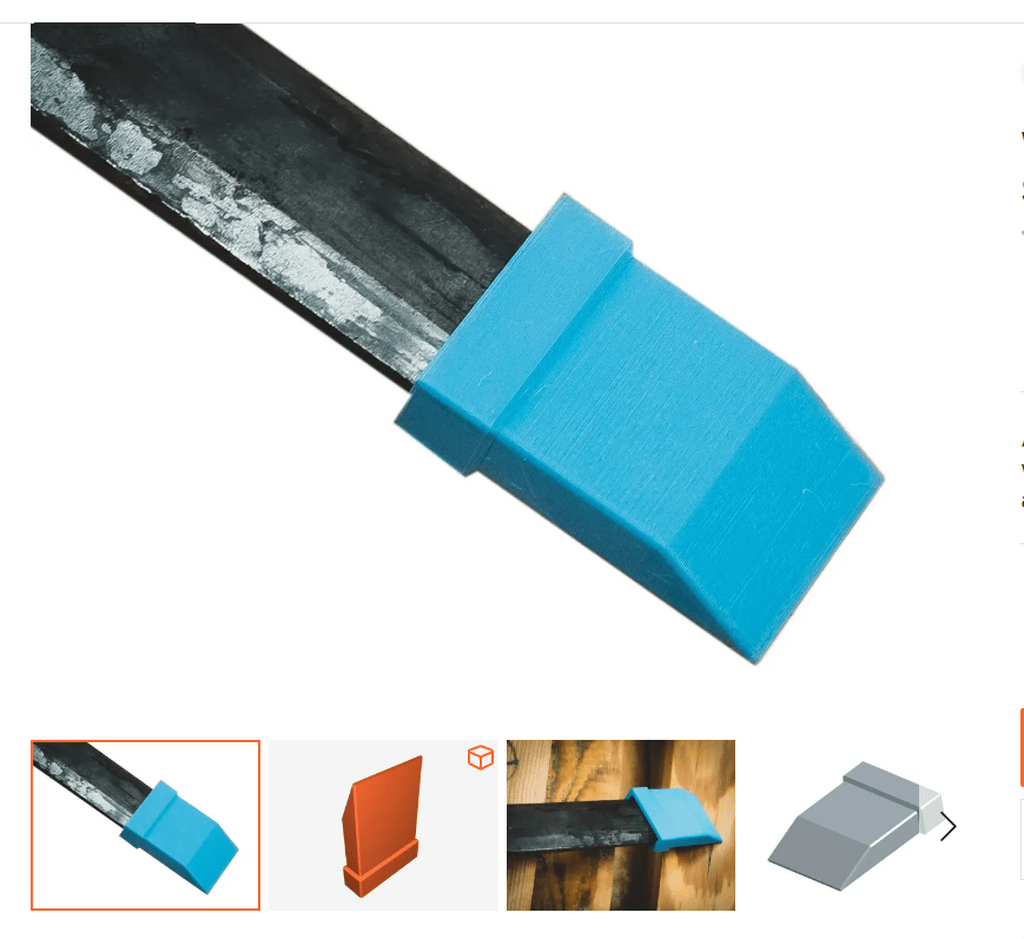
Chisel Caps
printables.com...306-chisel-caps
WOODWORKING CHISEL SHEATH (PARAMETRIC)
printables.com...metric/comments
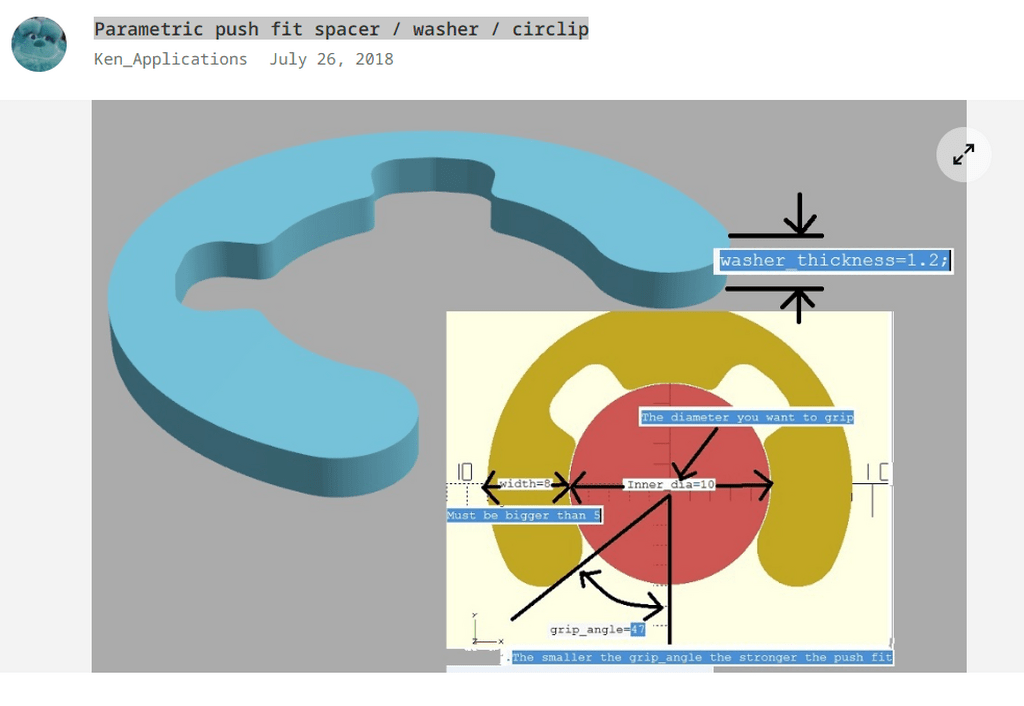
Parametric push fit spacer / washer / circlip
thingiverse.com/thing:3020658
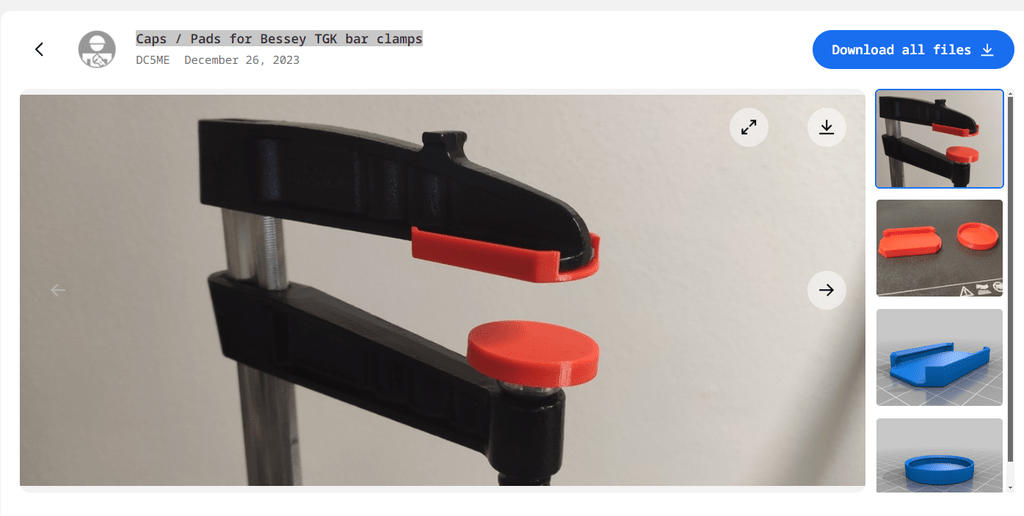
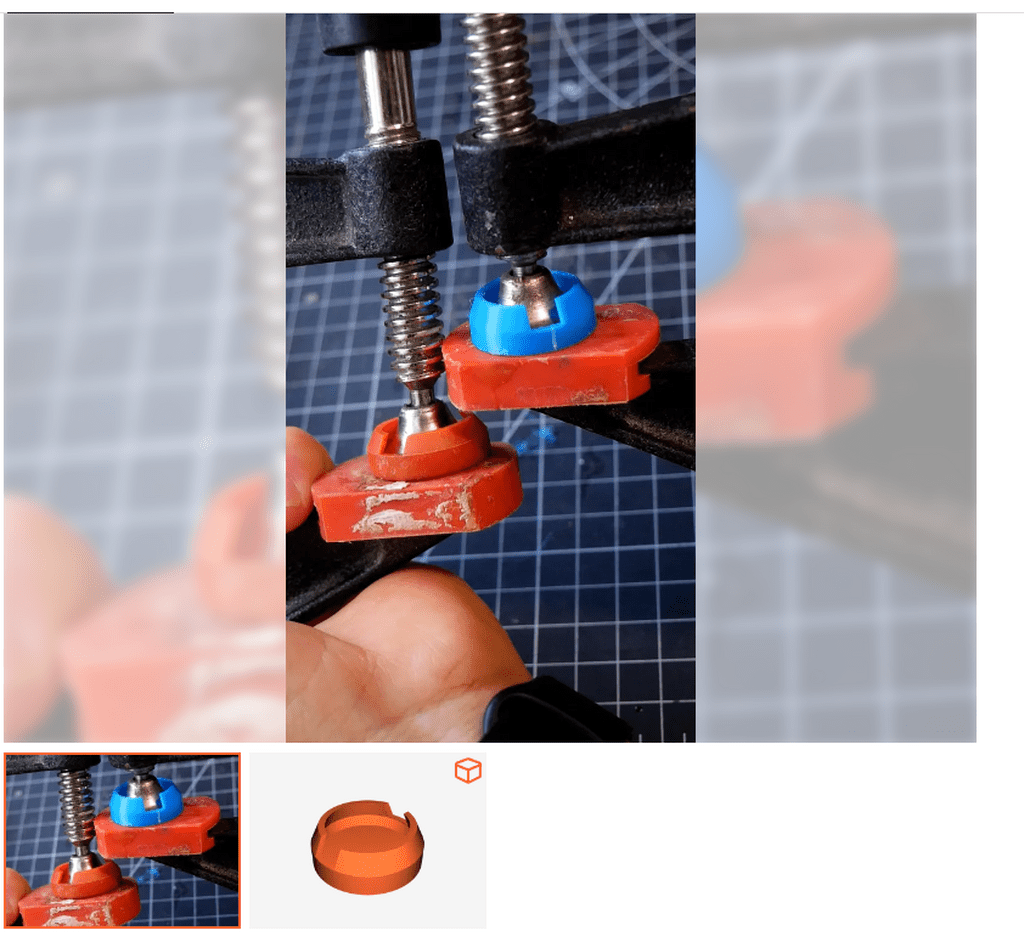
Caps / Pads for Bessey TGK bar clamps
Le mieux est d'imprimer en TPU. Si vous ne trouvez pas votre marque, c'est pas bien compliqué à faire en CAO
thingiverse.com/thing:6401681
Replacement Clamp Pad (Fits Bessey F-clamps)
printables.com...bessey-f-clamps
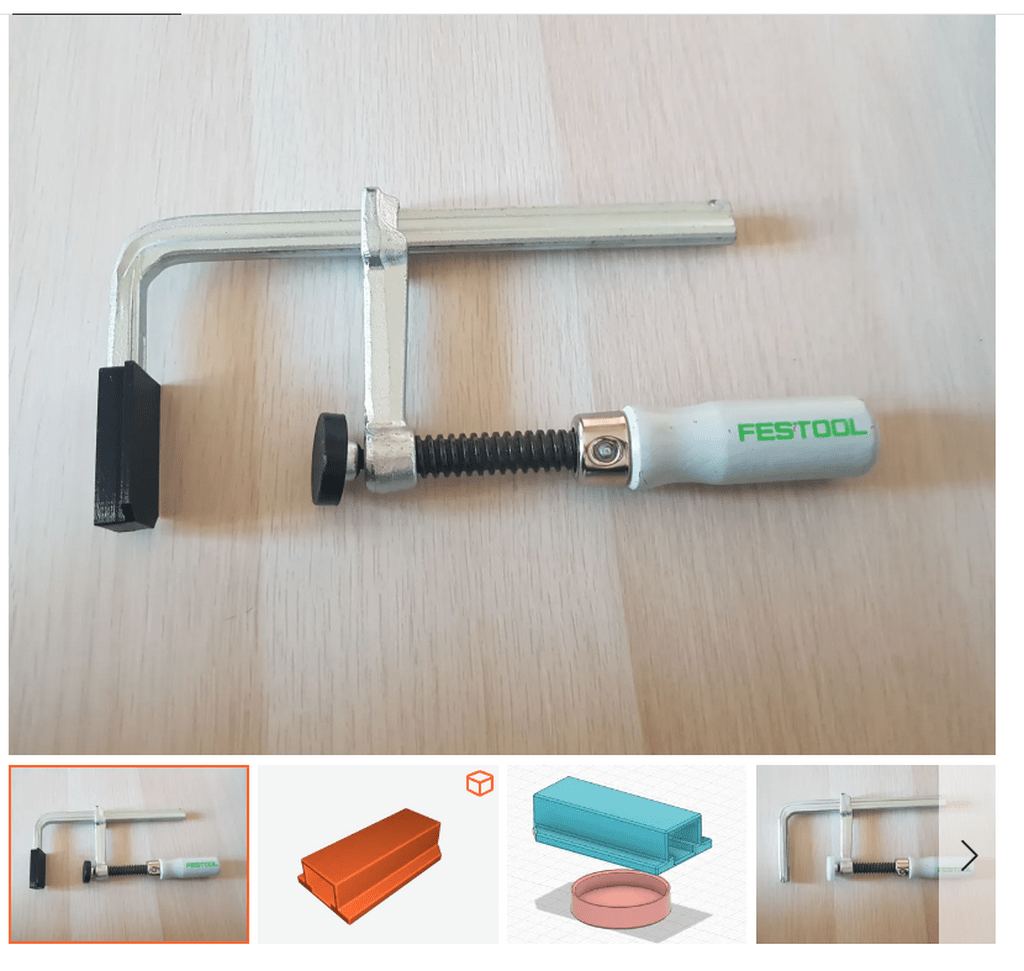
Festool clamp FS serie protective pads
printables.com...protective-pads
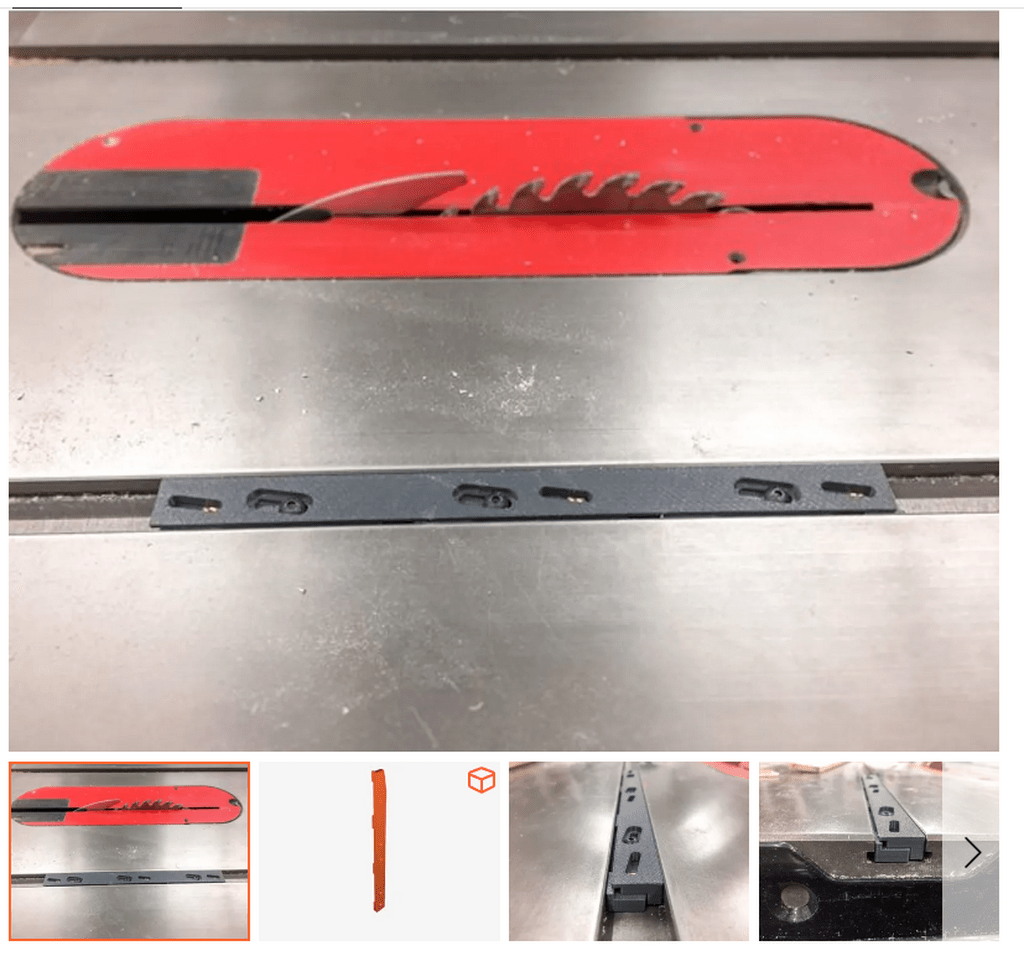
Zero Play Guide Bars for table saw miter slot
Commentaire : Possible aussi de trouver les éléments pour les T-tracks !
printables.com...-saw-miter-slot
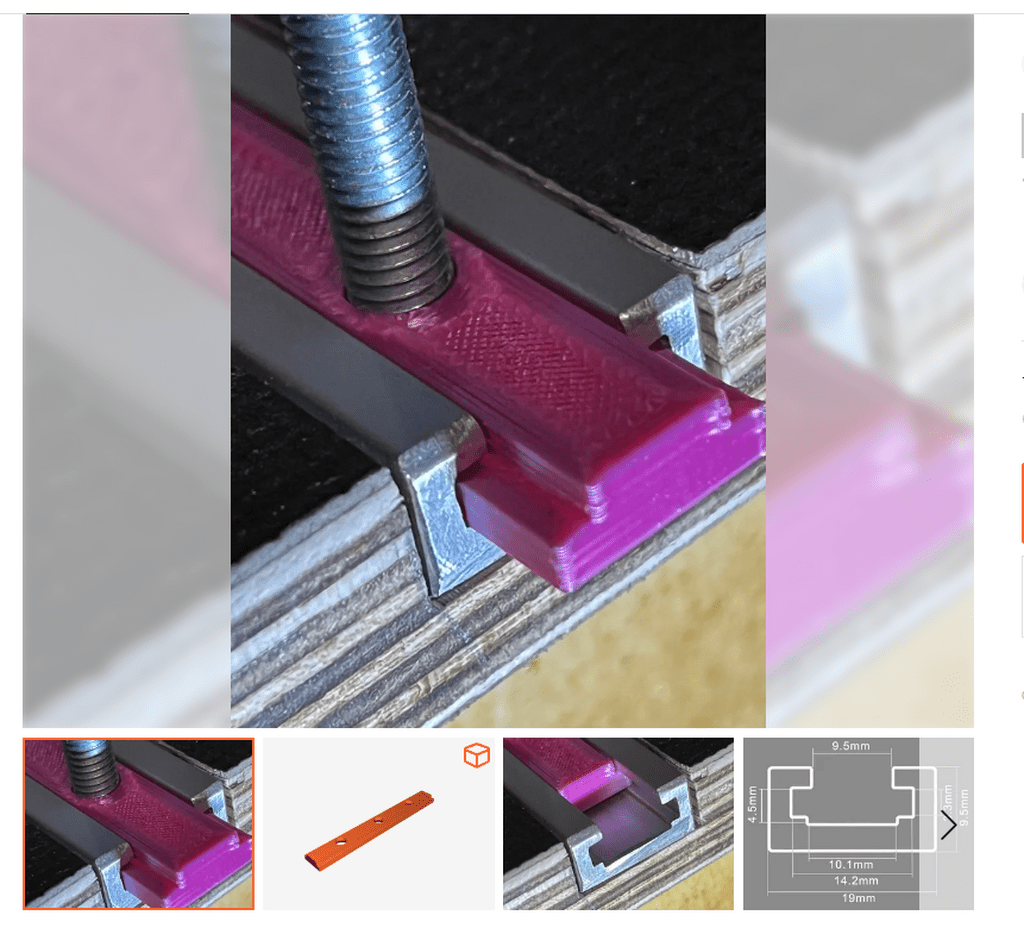
low profil t-track sliders
printables.com...t-track-sliders

SCREWDRIVER HANDLE
thingiverse.com/thing:5012924
Mini Screwdriver Hex Bit Handle - Mini Schraubendreher Griff für Bits
thingiverse.com/thing:4703894
Commentaire : J'en ai beaucoup ! Ca peut sembler gadget, mais ça ne l'est pas au quotidien. Surtout avec les extensions dont je ne sais plus quoi faire. Très pratique.
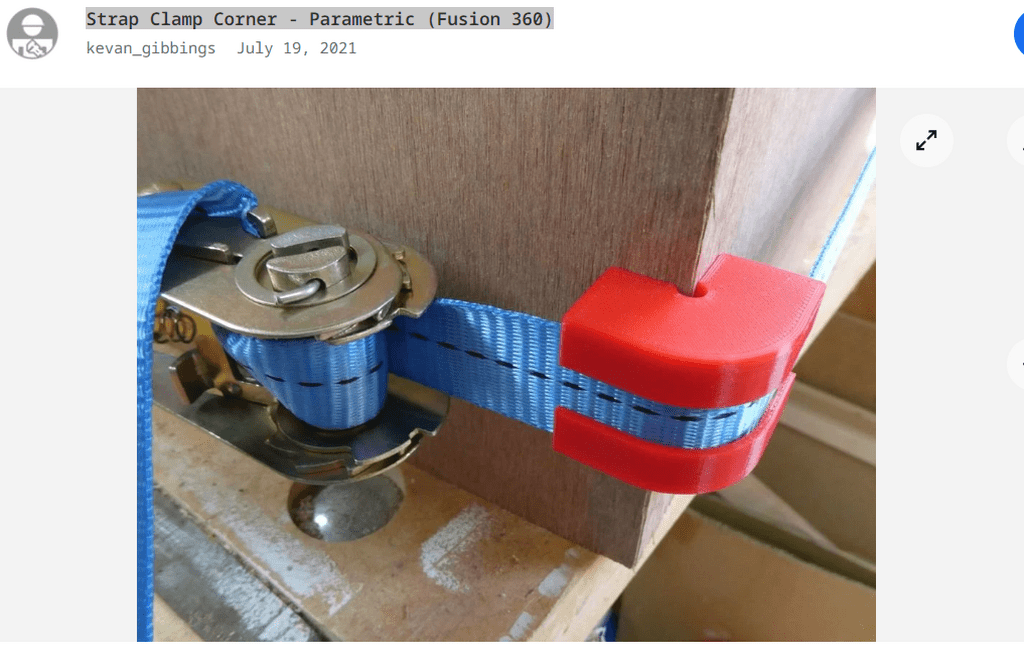
Strap Clamp Corner - Parametric (Fusion 360)
thingiverse.com/thing:4902994
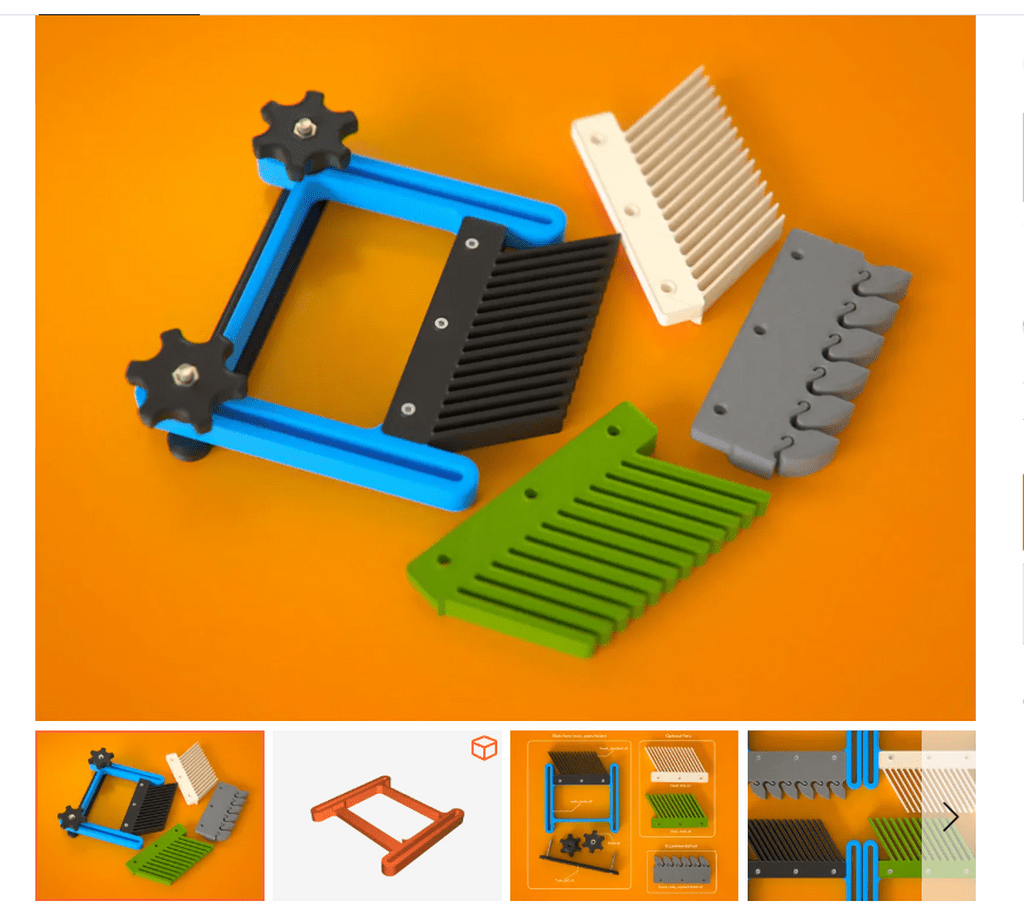
Featherboard with Replaceable Heads (m6)
Commentaire : personnellement je ne peux plus m'en passer !
printables.com...ceable-heads-m6
II-G-1-2 Divers : les astuces !
Quelques petits tips parfois bien utile.
Vous pouvez poncer à la main les z-seam. N'utilisez pas de l'électro, vous allez avoir des problèmes pour le PLA.
Vous imprimez un raccord d'aspiration. Problème : il est trop gros, il ne rentre pas. Faites bouillir de l'eau, trempez votre modèle (n'abusez pas
), et insérez le de nouveau. Vous pouvez ébavurer vos pièces avec un petit outil d'ébavurage (photo ci-dessous) si vous avez des pieds d'éléphant (elephant foot) à votre modèle. De la même manière, vous pouvez utiliser votre rabot !
Mes pièces peuvent être catégorisées en jeam slim extra extra fit la plupart du temps
. N'hésitez pas à utiliser un serre-joint, un marteau, une presse pour faire rentrer une pièce. Il est préférable que cela soit étroit plutôt que trop ample.

II-CCL Partie II et CCL générale.
Si vous avez eu le courage de lire jusqu'ici, félicitations.
J'espère que vous avez un meilleur éclairage sur ce qu'est l'impression 3D et son utilité et que, potentiellement, vous allez franchir le Rubicon.
Vous le constatez, il y a énormément de possibilités avec l'impression 3D et cela n'est que quelques exemples.
En dehors du domaine du bois, elle peut être utile dans l'électrique et l'électronique (pour le passage des câbles, les boîtiers, etc.), la réparation de pièces en tout genre (voitures, motos, électroménager, modelisme etc.), les jeux et jouets (mais attention tout de même s'ils sont destinés aux enfants), le design...
La liste est longue et il y a bien trop d'applications de l'impression 3D pour que je puisse toutes vous les citer ici.
Je vais continuer à agrémenter la partie des exemples d'impressions utiles dans un atelier. Cependant, je vais changer ma méthode, car d'une part le pap devient de plus en plus difficile à charger et d'autre part, il devient de plus en plus difficile à organiser.
En conséquence, je vous propose de nous retrouver dans un autre pap, où chaque mois, je présenterai des modèles utiles à l'atelier.
Retrouvez la collection des fichiers imprimés en 3D sur l'AdB ici
- - - - - -
PS : Si vous voyez des fautes d'orthographe merci de m'envoyer un petit MP pour que je corrige !
Une "petite lampe" imprimée en 3D pour sortir de l'utilitaire et de l'atelier !

FAQ - Foire Aux Questions
Quel genre de plastiques peut-on utiliser ?
Actuellement, l'ABS (le même matériau que celui utilisé par Lego), le PLA (à base d'amidon/sucre) et le PETG (le plastique des bouteilles d'eau) sont connus pour bien fonctionner. D'autres matériaux nécessitent un équipement plus spécialisé.
De quel logiciel ai-je besoin ?
Tout logiciel de modélisation 3D - Fusion360, Blender, Solid Works, etc. fonctionne bien. Tant qu'il peut exporter le modèle vers un fichier .STL, qui est un format de modélisation courant utilisé par un slicer (Cura, Prusaslicer, etc.).
Combien coûte le filament ?
Le filament plastique peut varier de 15 euros à 80 euros par kilogramme en fonction de la technicité du filament et de sa qualité.
Combien coûte une imprimante ?
Les imprimantes basiques commencent à partir de 200 euros (à la louche) pour les petits plateaux.
Où puis-je obtenir une imprimante ?
En général, vous en commandez une en ligne. Il existe de nombreuses marques parmi lesquelles choisir. Si vous avez une question sur une imprimante spécifique, moi ou d'autres peuvent essayer d'y répondre dans les commentaires.
Est-ce fiable ?
Totalement. Nous sommes loin de l'époque des imprimantes Delta. Vous pouvez cumuler plusieurs milliers d'heures sur une imprimante cartésienne sans rencontrer le moindre problème. En ce qui concerne les Core XY, je vais être plus vigilant et ne peux vous affirmer avec certitude une fiabilité aussi importante qu'une cartésienne (vitesse, pièces en mouvement, contrôleurs et fonctions plus complexes, réparabilités plus ardues).
À quelle temps d'impression dois-je m'attendre ?
Quelques minutes pour des objets simples et de petite taille. Ou plusieurs jours pour des objets multi-parties ou volumineux.
Est-ce que je peux me lancer tout seul dans l'aventure ?
Absolument ! La courbe d'apprentissage est un peu raide (3 mois d'expérience pour obtenir des impressions de bonne qualité la plupart du temps à la louche le doigt dans le vent). Mais n'importe qui peut le faire s'il a accès à une imprimante.
Où puis-je obtenir des modèles à imprimer ?
En ligne, ici même dans Plans avec le tag : impression-3d ou sur :
- thingiverse.com est une excellente source de modèles 3D destinés à être imprimés.
- printables.com.../model?o=newest, une étoile montante de l'équipe Prusa.
- cults3d.com/fr, en perte de vitesse selon moi mais potentiellement intéressant tout de même.
- myminifactory.com/, équivalent à Cults3D.
- makerworld.com/en, similaire à thingiverse printables...
- yeggi.com/, un moteur de recherche qui va chercher sur toutes les plateformes de modèles 3D.
Y a-t-il des limitations ?
Oui. La vitesse est un facteur. Les surplombs (overhangs) et les ponts (bridges) peuvent poser problème. Les échecs d'impression sont courants au début, c'est pas grave, c'est une partie de l'apprentissage.
La largeur du plateau va de facto vous limiter sur la taille de la pièce que vous souhaitez imprimer (il y a des moyens de contourner cette limitation).
Quels types de projets peut on réaliser ?
La technologie de l'impression 3D n'est pas limitée à un secteur, c'est la beauté de la chose, la seule limite est votre imagination ou presque.
Est-ce que la durabilité dans le temps est assurée ?
Voilà maintenant plusieurs années que ma compagne m'a fait imprimer en PLA des petites pancartes pour potager afin d'identifier les plantes. Malgré les intempéries telles que la pluie, le gel et la chaleur, ces pancartes demeurent intactes.
A quoi cela peut me servir en tant qu'amateur ou professionnel du bois ?
Vaste question, tentative de réponse courte à travers quelques exemples:
Vous êtes dans l'écosystème de Makita et une machine vous fait de l'œil mais vous ne souhaitez pas racheter chargeurs et batteries de l'autre marque, vous allez imprimer un adaptateur de batterie.
Vous avez un aspirateur d'une certaine marque et vous avez des outils Makita, Bosch, Festool et j'en passe. Vous allez imprimer des adaptateurs pour le système d'aspiration de vos machines.
Vous souhaitez améliorer ou accessoiriser vos machines. Exemple : Vous avez une lamelleuse et souhaitez utiliser des [Clamex S18] (lamello.fr/pro...er/clamex-s-18/), vous allez imprimer une plaque permettant de doubler la taille du rainurage.
Vous souhaitez organiser votre atelier, en installant des supports pour vos batteries, outils et chargeurs etc.
Vous souhaitez imprimer des poignées pour vos écrous en M5, M6, M8 et j'en passe (je passe mon temps à faire ça) !
Vous souhaitez imprimer un gabarit pour incruster en série des poignées dans un meuble.
Vous souhaitez réparer une pièce qui peut parfois être ridiculement cher.
Cette liste - non exhaustive - permet déjà de vous donner un aperçu de ce que vous pouvez faire avec une imprimante, vous permettant parfois de compenser très largement son coût d'achat.
Glossaire général
Filament : Matériau en forme de fil utilisé comme matière première dans l'impression 3D FDM.
Bowden Tube : tube en PTFE flexible qui relie le moteur d'extrusion à la tête d'impression dans une imprimante 3D à configuration Bowden.
Extrudeur (Extruder) : Le composant de la machine d'impression 3D qui pousse le filament fondu à travers une buse pour former les couches de l'objet.
Tranchage (Slicing) : Processus de conversion d'un modèle 3D en une série de couches individuelles qui seront imprimées successivement.
CAD (Conception assistée par ordinateur) : Logiciel utilisé pour créer des modèles 3D numériques qui seront ensuite imprimés en 3D.
STL (Stereolithography on parle aussi de Standard Triangle Language ou Standard Tessellation Language) : Un format de fichier 3D commun utilisé pour représenter les modèles tridimensionnels dans l'impression 3D.
Couche (Layer) : Chaque couche individuelle d'un objet imprimé en 3D, formée pendant le processus d'impression.
Adhérence au plateau (Bed Adhesion) : La capacité d'un matériau à coller et à adhérer efficacement au plateau d'impression pendant le processus d'impression.
Radeau (Raft) : Une couche de matériau supplémentaire imprimée en dessous de l'objet principal pour améliorer l'adhérence au plateau.
Jupe (Skirt) : une ligne ou une série de lignes imprimées autour du périmètre extérieur de l'objet sur le plateau d'impression, avant que l'impression de l'objet principal ne commence.
Support (Support) : Des structures temporaires imprimées pour soutenir les parties surplombantes d'un objet pendant l'impression.
Remplissage (Infill) : La densité de matériau à l'intérieur de l'objet imprimé, qui peut être ajustée pour modifier la solidité et le poids de l'objet final.
Surplomb (Overhang) : Une partie d'un modèle qui s'étend horizontalement sans support direct en dessous.
Résolution (Resolution) : La finesse des détails d'impression, souvent mesurée en micromètres ou en pourcentage de la taille de la buse (0.2 0.4 0.6 0.8 1mm).
Buse (Nozzle) : La partie de l'extrudeur par laquelle le filament fondu est extrudé pour former les couches de l'objet.
Vitesse d'impression (Print Speed) : La vitesse à laquelle la buse se déplace lors de l'impression d'un objet en 3D.
Ventilateur de refroidissement (Cooling Fan) : Un ventilateur utilisé pour refroidir rapidement les couches d'un objet imprimé en 3D afin de minimiser le warping et d'améliorer la qualité de surface.
Rétraction (Retraction) : Un mouvement de l'extrudeur pour retirer temporairement le filament fondu de la buse afin de prévenir les fuites et les imperfections.
Z-Seam (joint Z ): Une ligne visible sur la surface d'un objet imprimé en 3D. Elle correspond à l'endroit où l'imprimante 3D recommence chaque couche d'impression après avoir atteint la fin de la précédente.
Les types d'imprimantes.
Imprimante type Delta : Les imprimantes 3D Delta utilisent trois bras mobiles pour déplacer l'extrudeur dans l'espace. Ces bras sont attachés à des axes linéaires situés à la base de l'imprimante. Les mouvements des bras sont coordonnés pour permettre à l'extrudeur de se déplacer en trois dimensions. Elles représentent dorénavant une très faible partie des imprimantes.
Imprimante type Cartésienne : Les imprimantes 3D cartésiennes utilisent un système de coordonnées cartésiennes (X, Y, Z) pour déplacer l'extrudeur le long de rails linéaires. Les mouvements de l'extrudeur se font dans une direction à la fois le long de l'axe X et Z, le déplacement du plateau est le Y. Les imprimantes 3D cartésiennes sont les plus courantes (pour le moment).
Imprimante type Core XY : Les imprimantes 3D Core XY utilisent un système de mouvement différent des imprimantes cartésiennes traditionnelles. Dans un système Core XY, les moteurs sont montés de manière à ce que les mouvements dans les axes X et Y soient réalisés en déplaçant la tête d'impression à haute vitesse. Elle reste à une hauteur fixe. Le Z assure la montée du bed.
Imprimante résine : Imprimante 3D qui utilise un procédé appelé photopolymérisation pour créer des objets en 3D, elles utilisent une résine liquide photosensible comme matériau d'impression. C'est un procédé pour imprimer en général des petites pièces. Ce type d'imprimante n'est pas intéressante dans notre cas. On recherche le volume d'impression et la résistance mécanique.
Glossaire filament, My2Cents
My2Cents :
Pour 99% des cas, le PLA est largement suffisant, même en résistance mécanique.
Le PLA a progressé par rapport à son début. Il est maintenant aussi résistant (si ce n'est plus) que de l'ABS par exemple.
Si vous avez des pièces qui sont proches d'une source de chaleur, le PETG peut supporter 80° Celsius tandis que le PLA va perdre de sa forme aux alentours des 50° Celsius. Je le trouve personnellement moins résistant que du PLA.
Pour les pièces avec engrenages : privilégier le nylon, plus résistant. Le PLA peut faire l'affaire assez fréquemment.
.
Enfin, le TPU est utile dans certains usages, mais il est relativement difficile à imprimer.
La liste des principaux filaments :
PLA (Acide Polylactique) : Le PLA est l'un des filaments les plus populaires en impression 3D en raison de sa facilité d'utilisation, et de son faible coût. Il est (théoriquement ) biodégradable et ne dégage pas de vapeurs toxiques lors de l'impression, ce qui le rend idéal pour les débutants.
ABS (Acrylonitrile Butadiène Styrène) : L'ABS est un plastique résistant et NOCIF. Il nécessite un lit d'impression chauffé et une bonne ventilation en raison des vapeurs émises lors de l'impression.
PETG (Polyéthylène Téréphtalate Glycol) : Le PETG offre une bonne résistance mécanique et une excellente résistance à la traction, tout en étant plus facile à imprimer que l'ABS. Il est également recyclable et résistant à l'humidité et à la chaleur, ce qui le rend adapté à une vaste gamme d'applications.
TPU (Polyuréthane Thermoplastique) : Le TPU est un filament flexible et élastique, souvent utilisé pour imprimer des pièces nécessitant une certaine flexibilité, comme des joints d'étanchéité, des semelles de chaussures ou des revêtements de poignées.
Nylon : Le nylon est un matériau durable et résistant à l'abrasion, souvent utilisé pour imprimer des pièces mécaniques robustes. Il offre une bonne résistance aux produits chimiques et à l'humidité, mais peut nécessiter des paramètres d'impression spécifiques pour obtenir de bons résultats.
HIPS (Polystyrène à haute impact) : Le HIPS est similaire à l'ABS mais plus facile à imprimer. Il est souvent utilisé comme support soluble pour l'ABS lors de l'impression de pièces complexes, car il peut être dissous dans du limonène après l'impression.
ASA (Acrylonitrile Styrène Acrylate) : L'ASA est similaire à l'ABS mais offre une meilleure résistance aux intempéries et à la décoloration due aux UV. Il est donc souvent utilisé pour les applications extérieures ou exposées au soleil.
PP (Polypropylène) : Le PP est un plastique léger et résistant à la flexion, souvent utilisé pour imprimer des pièces nécessitant une faible densité et une bonne résistance chimique, comme des récipients alimentaires ou des pièces de laboratoire.
PC (Polycarbonate) : est un matériau thermoplastique robuste et résistant, souvent utilisé dans l'industrie pour ses excellentes propriétés mécaniques et sa résistance aux températures élevées.
Il existe également de nombreux autres types de filaments spécialisés composites, tels que le bois, le métal, le carbone, le bronze, etc., qui offrent des propriétés uniques pour des applications spécifiques. Certains de ces filaments sont abrasifs, il faut par conséquent changer sa buse plus régulièrement.
Glossaire troubleshooting
Sous-extrusion : Un problème où l'extrudeur ne fournit pas suffisamment de filament fondu, ce qui entraîne des couches d'impression incomplètes ou des trous dans l'objet imprimé.
Sur-extrusion : À l'inverse de la sous-extrusion, il s'agit d'un excès de filament extrudé, souvent causé par une vitesse d'impression trop lente ou une température de buse trop élevée.
Bouchage de la buse : L'obstruction de la buse de l'extrudeur par du filament fondu durci ou d'autres débris, ce qui empêche l'écoulement normal du filament et peut causer des défauts d'impression.
Warping : Se produit lorsque les bords de la première couche d'un objet imprimé se soulèvent du plateau d'impression, généralement causé par un refroidissement inégal du matériau ou une mauvaise adhérence au plateau.
Décalage de couche (Layer Shift) : Un problème où les couches d'impression ne s'alignent pas correctement, généralement causé par un mouvement brusque de l'axe X, Y ou Z de l'imprimante pendant l'impression.
Stringing (Cheveux d'anges ) : Lorsque du filament fondu s'écoule de la buse lorsqu'elle se déplace entre des parties de l'objet, créant des fils ou des "cheveux" entre les sections.
Blobs : Des défauts d'impression visibles sous forme de petites bosses ou de bosses sur la surface de l'objet imprimé, souvent causés par des pauses dans l'impression ou des changements brusques de direction.
Craquelures (Cracks) : Des fissures ou des ruptures dans les sections imprimées de l'objet, généralement dues à des contraintes internes résultant d'une mauvaise adhérence entre les couches ou d'une sur-extrusion.
Mauvaise adhérence (Poor Bed Adhesion) : Un problème où le matériau imprimé ne colle pas correctement au plateau d'impression, entraînant le décollement des bords ou des sections entières de l'objet pendant l'impression.
Déformation (Distortion) : Une altération de la forme ou des dimensions de l'objet imprimé par rapport au modèle d'origine, généralement causée par une combinaison de problèmes tels que le gauchissement, la sur-extrusion ou des températures incorrectes.
Délamination (Delamination) : se produit lorsqu'une impression 3D se sépare en couches ou que les couches ne sont pas correctement liées entre elles. Au lieu de former une pièce solide, l'objet peut se diviser en plusieurs couches distinctes friables ou présenter des espaces vides entre les couches.
Licence




Discussions
Bonne idée ton pap pour démystifier l'impression 3D.
Perso je l'utilise beaucoup pour l'atelier (cape de SAF, raccord de tuyaux, gabarits, boites dérivations, boite wago ...)
Une fois qu'on c'est familiarisé avec un outil de modélisation type Fusion360 ça rends beaucoup de services et surtout c'est très rentable ... le cout de l'imprimante 3D est vite rentabilisée
Merci, EricFd ! J'espère juste que l'utilisation du "papier numérique" ne va pas intimider les débutants.
Je sais qu'il existe de nombreux tutoriels sur YouTube (je vais en inclure certains en complément), mais je suis plutôt attaché aux méthodes traditionnelles et je préfère trouver rapidement l'information dans un article.
L'objectif ici, comme tu l'as mentionné, est de rendre l'impression 3D plus accessible aux néophytes boiseux et de démystifier le processus.
Tu prêches un convaincu de l'utilité d'une imprimante dans un atelier
 ! Si tu as des remarques ou des suggestions, n'hésite pas à les partager ou à me le faire savoir, j'ai un peu le nez dans le guidon.
! Si tu as des remarques ou des suggestions, n'hésite pas à les partager ou à me le faire savoir, j'ai un peu le nez dans le guidon.
Merci pour toutes ces informations !
Hello ancien collègue d'HG !
!  !
!
 !
!
Si il y a des éléments qui nécessitent des éclaircissements, n'hésite pas !
PS : j'ai quand même piqué un truc sur Eduscol, je ne pensais pas que ce jour arriverait
PPS: J'aime beaucoup ta "bibliothèque qui bouge" et ton antre secrète. Je vois que l'on partage le même vice !
J'ai réussi à faire apprécier la 1GM à certains élèves récalcitrants à l'aide de Battlefield 1
Oh ça par exemple ! Je n'avais pas lu ta présentation !
Je me tâte à m'acheter une imprimante 3d depuis peu. Je vais suivre ton pas à pas avec attention.
PPs : merci ! Et oui c'est un beau vice !
Moi j'aime bien la renaissance avec Assassin's creed
Petite question sur ta reconversion, tu te lances dans un métier lié au bois ? La thématique de la reconversion m'intéresse de plus en plus...
J'ai aussi utilisé Assassin's Creed . Des parents sont venus me voir car leur fils avait un peu beaucoup déformé mes propos pour se faire acheter le jeu
. Des parents sont venus me voir car leur fils avait un peu beaucoup déformé mes propos pour se faire acheter le jeu  .
.
Pour la reconversion, non pas dans le bois (mais j'y pense tout de même pour une troisième vie).
Dis donc, tu t'es sacrément lâché dans cet article. Bravo !
Merci !
! !
!
Ce sont nos discussions et nos MP qui m'ont donné le courage
Merci pour ce pas à pas, avec l'association loutilenmain.fr de Tulle nous envisageons d'acquérir une imprimante 3D pour initier les jeunes bricoleurs.
Que penses-tu de ce modèle: kywoo Tycoon IDEX avec 2 têtes www.kywoofrance.fr ?
Coucou Roland19,
Je vais essayer de résumer mes impressions.
Les points positifs :
Les points négatifs :
Enfin, je tiens à souligner l'importance de la sécurité lors de l'utilisation d'une imprimante 3D avec des enfants. À ce titre (et c'est là un autre avantage de la P1S), je te recommande de choisir une imprimante avec un cadre fermé. Cela permet d'éviter tous les risques potentiels (buse à plus de 200°C, pièces en mouvement) et, de plus, nous avons très peu de recul sur les émissions dans l'air durant l'impression 3D - à ma connaissance, il n'existe aucune méta-analyse scientifique sur le sujet. Comme je ne sais pas quel type de filament tu vas utiliser avec les enfants, c'est un aspect important à considérer (sans rentrer dans une paranoïa quelconque).
Si tu es à l'aise avec l'anglais, je te joins une étude sur les particules fines émises par une imprimante 3D : Ultrafine particle emissions from desktop 3D printers.
merci pour cette réponse détaillée, malheureusement l'anglais et moi on est faché ! je connaissais pas cette marque: Bambu Lab.
On m'a conseillé la Kywoo pour sa facilité d'utilisation et son SAV français (l'importateur est dans l'Aveyron)
Bravo, tu as éclairci la lanterne de beaucoup d'entre nous qui regardions le process avec beaucoup d'interrogations. C'est comme la CNC, quand on l'a, plein d'idées émergent. Le plus dur est de dompter les softs, si possible se faire accompagner de l'expérience et le partage d'un utilisateur comme toi. Merci beaucoup.
La passion se partage, le savoir se transmet.
cartapuces merci !
! :!
:!
Pourtant ton pseudo peut laisser penser le contraire, pour moi avec un tel pseudo tu es à l'aise avec l'impression 3D
Le domptage des softs c'est franchement très variable d'un utilisateur à un autre et son aisance avec l'informatique... Si tu as une CNC, je trouve que c'est bien complémentaire et la courbe d'apprentissage sera minimale
L'impression 3D peut faire peur mais en fin de compte c'est une question de volonté et d'un peu de temps !
Cartapuces c'était le surnom que m'ont donné les collègues de travail car je travaillais dans les systèmes d'aide à la conduite et ce qui touche les réseaux de communication sur une grande marque automobile Allemande.je m'occupait du câblage, diag, et mise à jour. Je viens de récupérer une CNC que j'ai remis en état . Je suis en train de me familiariser avec fusion après avoir débuter avec SketchUp
Je comprends mieux ! J'ai un ami qui travaille chez Bosch pour le secteur automobile et l'OTA (d'ailleurs il fait souvent des tests sur circuit en espagne et en allemagne, je suis un peu jaloux ). Il est très à l'aise avec l'informatique. Je ne me fais pas de souci dans ton cas pour dompter Fusion, la CN et la 3D !
). Il est très à l'aise avec l'informatique. Je ne me fais pas de souci dans ton cas pour dompter Fusion, la CN et la 3D !
Salut !
Merci pour le récap' !
Je me permets juste de corriger une petite erreur :
C'est l'inverse, c'est le Z qui est assuré par la plateforme elle-même. L'extrudeur bouge toujours en x/y.
Bonne journée !
Rohlala . Et pourtant je suis passé à la relecture à de multiples reprises
. Et pourtant je suis passé à la relecture à de multiples reprises 
Merci !
Edit : corrigé !
Dis-donc Bingo tu es à fond
Merci pour toutes ces infos, je n'y connais rien en impression 3D mais maintenant je vois mieux de quoi ça parle...
Je suis un peu toqué
Je pense que j'avais un peu beaucoup sous-estimé la montagne que j'allais m'apprêter à grimper, ma compagne me regarde d'un œil un peu bizarre
Tu trouveras des éléments pour la POF 1400 et peut-être d'autres éléments utiles!
Ara, tu n'as plus aucune excuse pour franchir le pas !
!
J'ai découvert ce youtuber qui produit des accessoires imprimés en 3D pour la menuiserie.
Peut être un peu gadget parfois, mais si on a pas de CNC, ça peut aider pour faire des templates.
youtube.com/wa...h?v=FCwgE7yuah8
Oui, je le suis depuis le début de sa chaîne. Il est vraiment impressionnant ! Ce que je trouve formidable, c'est qu'il montre tout le processus de fabrication, de la conception à l'objet final. C'est vraiment un travail titanesque !
Bonjour
Je suis scotché, chapeau bas pour cette article et merci
Et surtout tu m’a donné l’envie d’investir dans une imprimante 3D , mon frein a toujours été les logiciels mais j’ai mon idée d’essayer de motiver mon fils
Marco2b Merci !
! si tu arrives à motiver ton fils chapeau !
si tu arrives à motiver ton fils chapeau !
Ahah je n'avais pas pensé à cette option
La suite arrive !
Marco2b
Pour peut-être devenir un jour un Marco3D, tu peux toujours essayer TinkerCAD. C'est un soft très accessible (à la base destiné aux scolaires), qui n'est pas aussi puissant qu'un FreeCAD ou un Fusion360, mais il permet de faire énormément de chose, surtout pour la construction 3D et il est gratuit !
tinkercad.com/
FMJ +1 ! En plus en Corse proche de Bastia, tu dois bien trouver des personnes avec une imprimante pour imprimer tes modèles Marco2b !
FMJ bien vu
bien vu 
Bingo il me semble qu’un collègue de mon fils en est équipé
Bingo
En petit ajout, je te recommanderai de faire un petit tableau comparatif des propriétés, avantages, inconvénients des principaux filaments. Comme on débute, on s'y perd un peu !
Et d'ajouter aussi un petit paragraphe sur l'intérêt des déshydratateurs. Plus je cherche, et plus je m'aperçois que c'est un élément qui apporte vraiment beaucoup, notamment du point de vue du rendu esthétique de la couche extérieure. Et peut-être de la solidité intercouches. Et même pour du PLA ce qui n'est a priori pas intuitif (en tout cas la littérature te dit le contraire) !
Et pour la solidité des pièces, il y a l'orientation des couches, l'épaisseur des parois et le motif de remplissage dont tu parles, mais aussi la vitesse d'impression. Et ça aussi ça peut faire un très grosse différence selon le filament.
(je devrais mettre partout "a priori" puisque ce n'est pas de l'expérience perso comme tu sais mais de la lecture assidue !).
En tout cas c'est vraiment une super idée de faire un tel focus sur l'intérêt des objets imprimés 3D pour l'atelier Avant de lire ton article, c'était l'élément de motivation n°1 qui m'a poussé à m'y mettre. Je pense que ton article va éveiller des passions !!!
Avant de lire ton article, c'était l'élément de motivation n°1 qui m'a poussé à m'y mettre. Je pense que ton article va éveiller des passions !!!
Coucou FMJ,
Bonne idée pour le tableau comparatif, je l'ajouterai plus tard !
Néanmoins pour commencer, je conseille fortement de se limiter au PLA (je vais le mentionner quelque part).
Il est important de maîtriser son imprimante (filament, machine, paramètres du slicer, conception du modèle 3D) et de résoudre tous les problèmes potentiels avant de passer à un filament technique. En effet, si tu ne maîtrises pas les bases, tu risques de te retrouver perdu et frustré ne sachant ou en donner de la tête.
C'est volontaire de ne pas avoir mentionné les déshydrateurs, d'une part car il y a beaucoup de marketing autour de ces produits et d'autre part, il n'est pas nécessaire 99% du temps (le PLA y est peu sensible). ).
).
Ma remarque est très empirique, en 8 ans, j'ai eu seulement deux bobines humides sur plusieurs centaines, et cela à la première impression (défaut donc). Je m'en rappelle car c'est rare. Dans la Creuse, l'humidité ambiante est d'environ 70-75% lorsqu'on ne chauffe pas et qu'on est absent, 0 problème (stockage du filament : néant
Pour faire simple, un filament humide crépite lors de l'extrusion (et là encore c'est pas nécessairement problématique). Si tu constates ce phénomène, il est possible qu'un déshydrateur soit nécessaire (mais tu l'achètes dans ce cas là et pas avant )
)
En revanche un déshydrateur peut être utile pour les filaments techniques (ABS, Nylon).
Je peux concevoir que des personnes doivent utiliser des déshydrateurs, mais ça doit être pour une ou des raisons précises (maison humide, localisation géographique, emplacement du stockage du filament, emplacement de l'imprimante, zone tropicale, bord de mer etc.).
Bonne idée je vais peut-être revenir sur la vitesse d'impression, mais c'est complexe (en fonction de la machine, du type d'imprimante et du type de filament) et j'ai peur de le rendre un peu trop ardu comme pap qui s'adresse avant tout au débutant.
Faire un pap pour intermédiaire/avancé ? Je ne sais pas ...
Bingo
Si tu as les compétences pour (ce qui semble être le cas), ne te bride surtout pas .
.
Je n'y connais rien à l'impression 3D, et je suis déjà très content de pouvoir lire ton pas à pas, même si je ne compte pas m'y mettre tout de suite...
Merci beaucoup à toi !
Pour les déshydratateur, j'y pense très sérieusement car je vis dans l'un des endroits les plus humides de France, et dans une maison qui ne l'est pas moins. Par exemple l'atelier est fréquemment à 8O%....
Et j'ai vu des vidéos ou même pour du PLA la différence était visuellement flagrante. Et c'était pas une vidéo sponsorisée puisqu'il utilisait un déshydratateur alimentaire.
A tester tout cela !
Merci
ourea Merci
Je vais déjà essayer de finir celui là (j'estime être à seulement un petit tiers du pap ), on verra pour la suite
), on verra pour la suite 
FMJ tu as un lien des vidéos ?
Effectivement tu peux tout à fait utiliser un déshydrateur alimentaire, il me semble que ceux de Lidl font bien l'affaire !
Bravo, une belle idée d'avoir abordé le sujet, et merci pour le partage !
J'utilise depuis quelques années une raise E2, surtout avec de l'ASA, et les pièces fabriquées sont stables dans le temps, et je confirme toute l'utilité pour un atelier bois.
Merci
Belle imprimante que celle-ci !
Par curiosité, pourquoi privilégier de l'ASA à du classique PLA ou PETG ?
Bah, même prix, beau rendu solide, testé en extérieur (corps et raccord de pompes piscine par ex), plus solide que le PLA, mais qui est très bien aussi, notamment pour gabarits atelier. PETG, j'ai eu des difficultés (warping) au début, et du coup n'ai pas approfondi. Il y a tellement de matériaux qu'on prend des habitudes !
Pour la suite et pour la cohérence (l'organisation est de plus en plus difficile, mais changer une chose implique de presque tout bouleverser), est-ce qu'il y a des choses que j'oublie de traiter selon-vous et quoi (voir capture)?
De même, quel est le mot adéquat en français pour un knob, je sèche ?
Mon cerveau fatigue
Knob : bouton !
Ara Mon dieu que c'est moche !
!
Merci pour ce pas à pas plus que complet!
Je dirai "bouton ou poignée moleté(e)/étoilé(e)" pour la traduction de knob.
Merci HAZO ébénisterie !
Ca confirme la réponse d'Ara avec bouton ! Je préfère poignée moletée ceci-dit
on ne l'arrête plus ... c'est une encyclopédie que tu es en train de nous faire ...
J'ai l'impression de retourner dans mes années étudiantes et d'écrire un mémoire .
.
Pas à pas très intéressant. Ayant moi-même une imprimante 3D, ça m'est déjà arrivé souvent d'imprimer des pièces pour mes bricolages bois.
bmoulin639 De quels types ? Pour des gabarits, Pour des machines ?
Les deux, j'ai fait plusieurs gabarits, et aussi un capot d'aspiration pour la makita RT0700C notamment: thingiverse.com/thing:5384236
J'avais aussi fait un gabarit de serrage à 90° avec une sangle: thingiverse.com/thing:5338168
ca y va, bravo Bingo
j'avais lu que lors de la Conception pour de l'impression, c'était bien de modéliser l'épaisseur des parois en multiple de diam de buse pour que lors de l'impression ca se passe comme prévu.
est ce le cas pour mettons une cape, un adptateur classique ? ou bien les règlages fabrication/slicer que tu conseilles contrebalancent c'est éventuel problème: j'ai modélisé ép 1mm, ca sera imprimé 1x0,6mm ou 2x?
Hello mofran !
Effectivement, c'est mieux de modéliser en prenant en considération les multiples.
Mais c'est véritablement important quand tu vas faire un modèle spécifique et fin, sinon c'est pas franchement important. Si tu fais une cape et qu'il ne vas pas y avoir d'infill dans les parois, je te conseille de respecter les multiples. Autrement c'est préférable, mais pas indispensable.
Si tu as déjà modélisé ta cape, il y a plusieurs parades ! D'une part, tu as la parade hardware, tu changes de buse pour une 0.5 (en fonction des imprimantes tu peux ne pas avoir accès à une buse de cette taille). D'autre part, tu peux effectivement jouer avec le slicer pour ça ! Tu as une option qui s'appelle "Print thin walls" (Par défaut, c'est une option non cochée). Enfin, tu peux revenir sur ton modèle en CAO !
bonjour Bingo
Merci pour le partage de ton savoir sur ce sujet.
As tu déjà essayé de transformer des bouteilles plastique PET en filament pour imprimante 3D ?
Si oui, quels sont tes retours ?
merci
damienl94 jamais fait ! Je sais que j'avais des vidéos de CNC Kitchen le faire (il me semble) !
Cependant au prix du filament je ne me suis jamais penché sur la question..
ok, merci.
l'idée est plus de recycler un objet qui a déjà servi
Je comprends l'idée, je pense que c'est faisable, je vais checker à l'occasion.
Bientôt des produits en bois imprimés en 3D ?
3dnatives.com/...ois-080320243/#!