
Ce pas à pas tente de détailler la conception et la réalisation d'un gabarit malicieusement nommé initialement FTMT pour Faux-Tenon / Tenon-Mortaise / Tourillons : je crois qu'on va se rabbatre sur F2T pour Faux-Tenon/Tourillons...
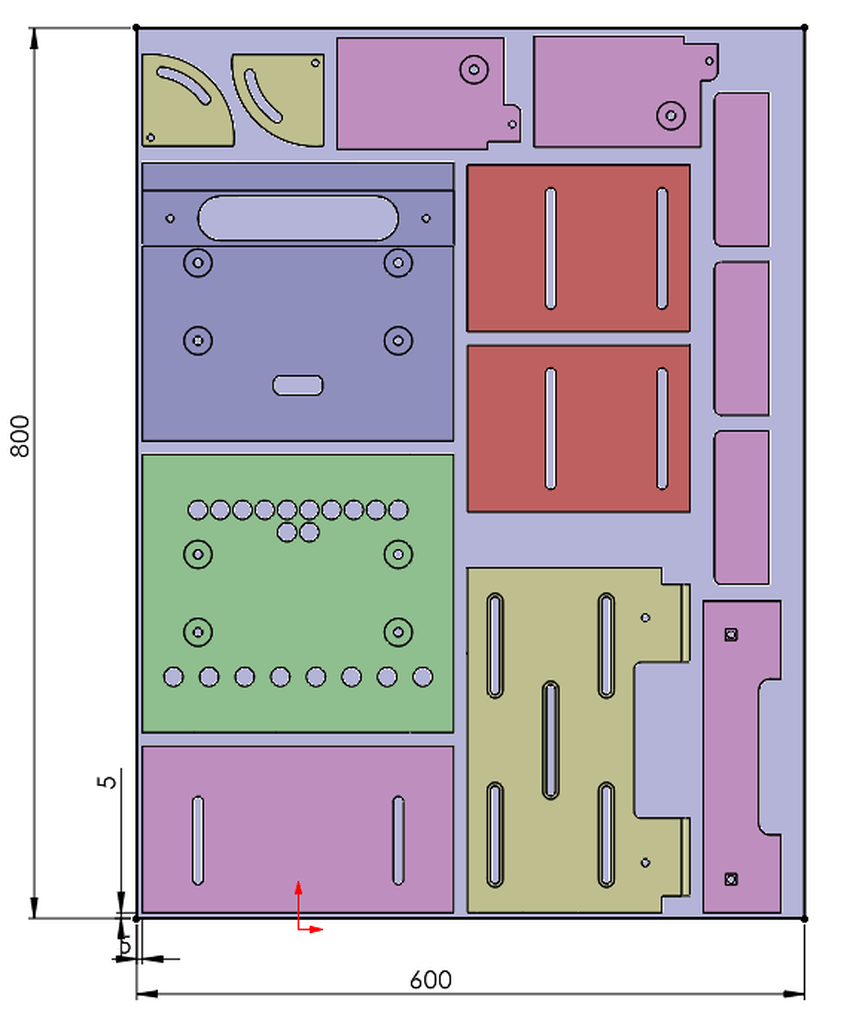
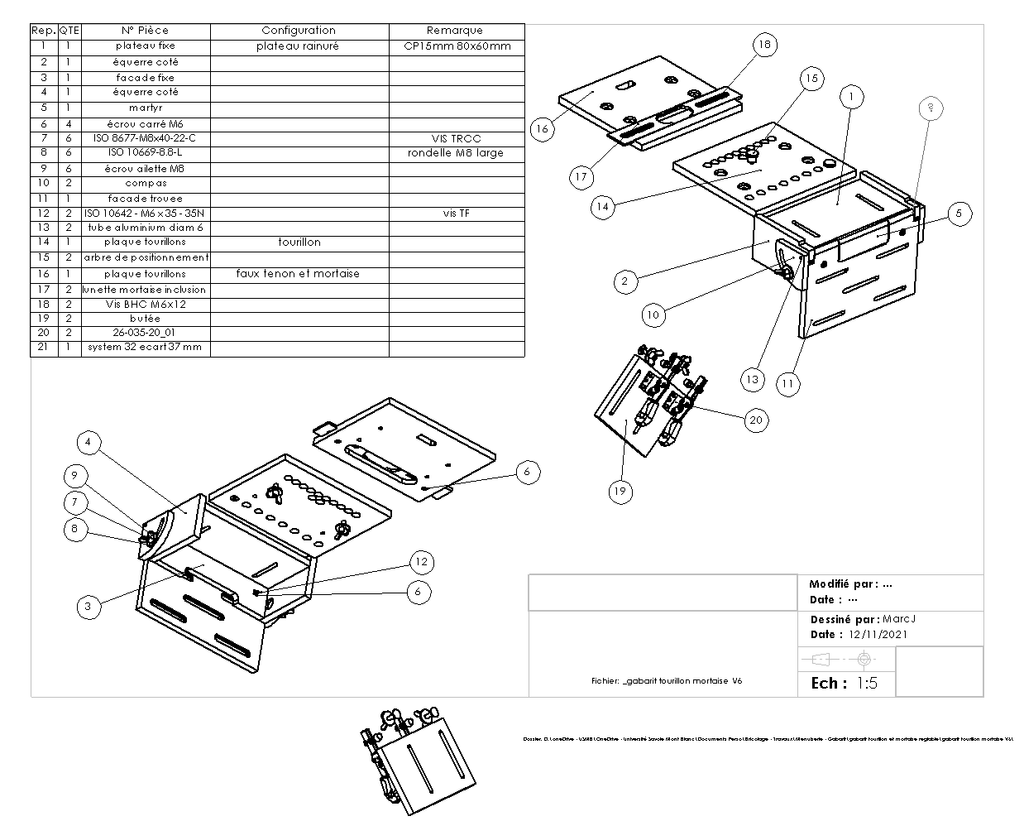
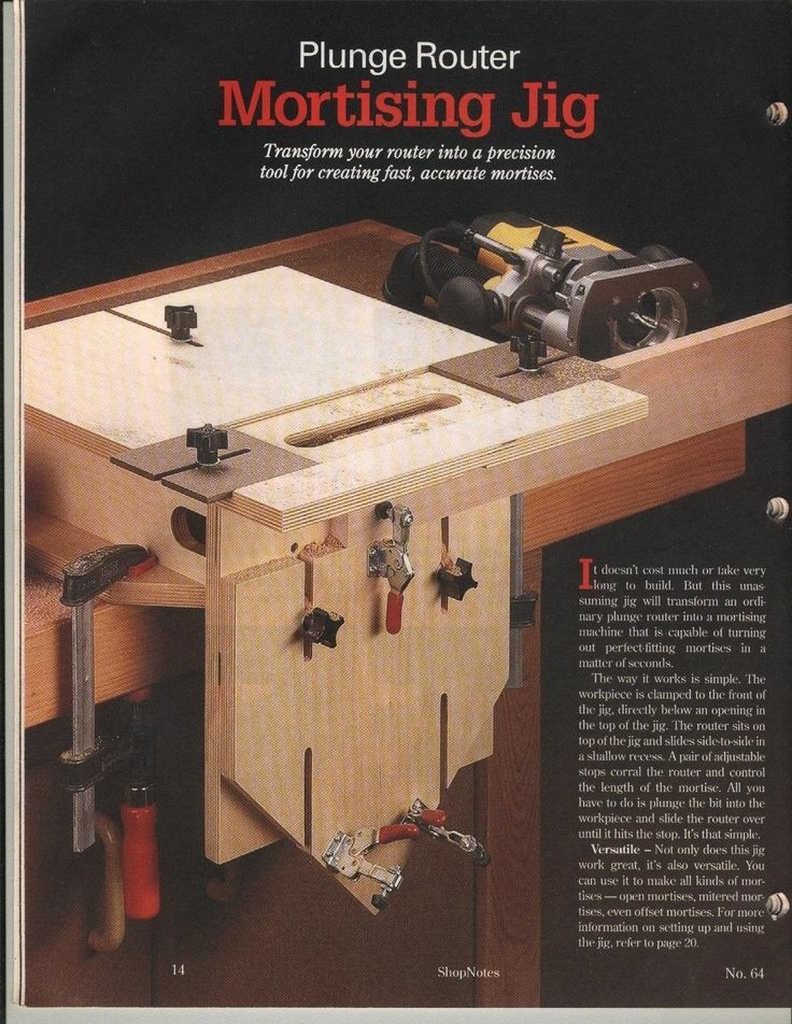
Comme présenté dans le plan, ou plutôt celui-ci voici le cahier des charges :
Contexte
utiliser défonceuse + bagues copiages métriques
Usinages possibles
- tourillons system 32
- usinage panneaux (system 32) sur toute la hauteur (repositionnement possible)
- tourillons serrés 20
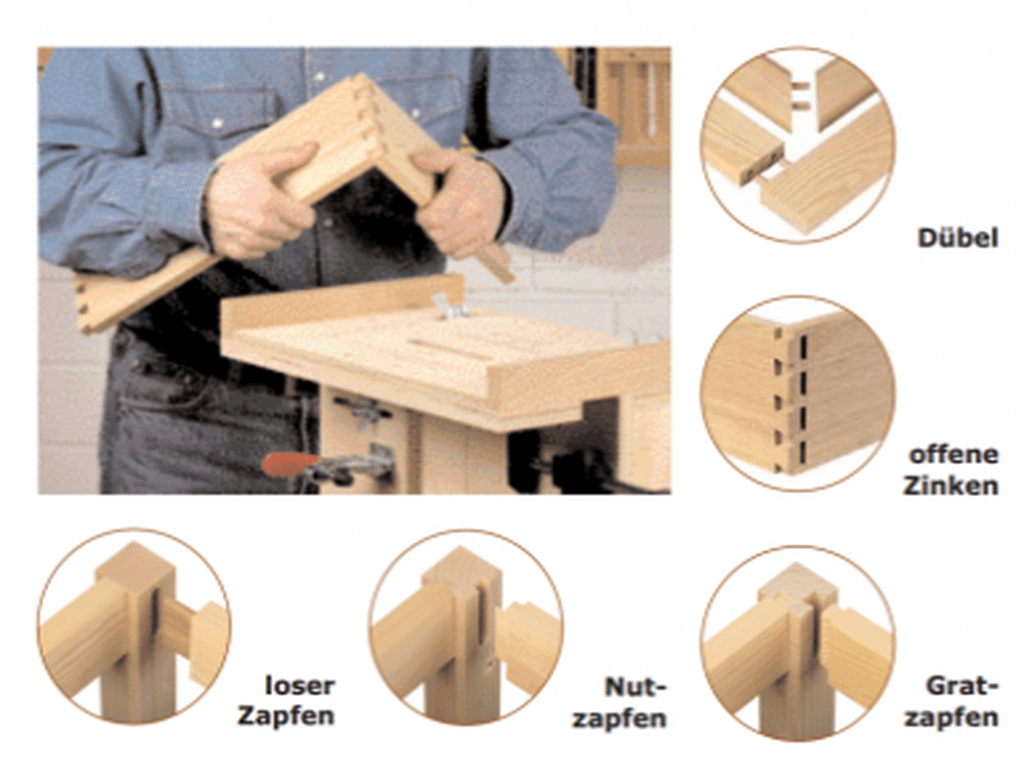
- faux tenon domino classique
tenon mortaise inclusion (comme TEB ou TREND ou Guido Henn)enfourchementRemarque : je présente plus tard la raison de la non réalisation par fraisag d'inclusion
Critères
- portable (peut se déplacer vers le bois)
- léger / simple / rapide
Ne fera pas
diverses queues (droites / arondes / arondes recouvertes)
parceque j'ai déjà ce qu'il faut (voir mes autres plans) qui sont en cours d'améliorations mais je me dis l'usinage de queues méritent leur propre gabarit et que je cogite à un gabarit unique permettant de faire queues droites / arondes recouvertes ou non, car ce serait incompatible avec le critère de légèreté
Liste des articles
Cahier des charges et dimensionnement
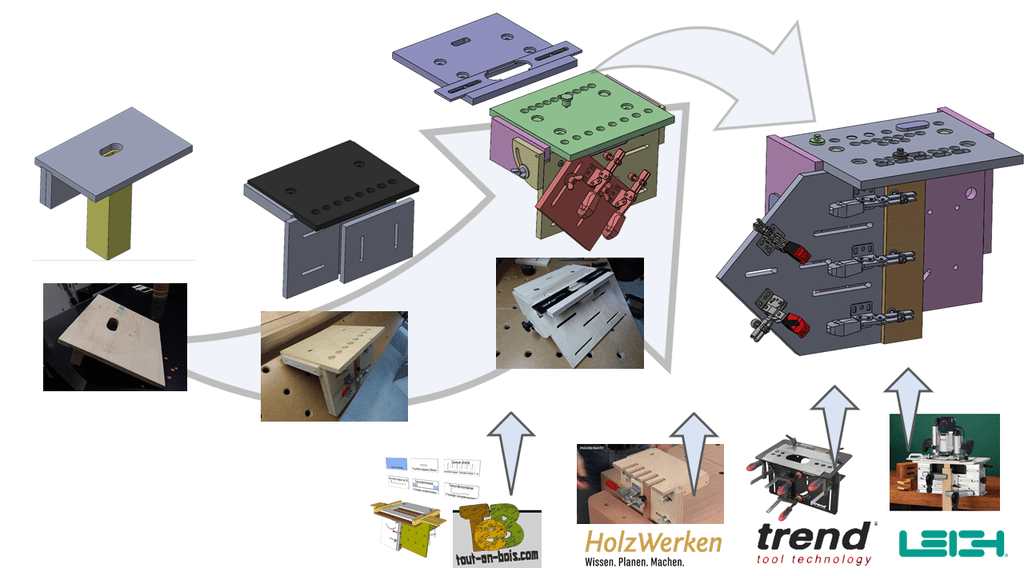
Après la présentation du cahier des charges, voici l'évolution de l'idée et ses inspirations.
Mon premier gabarit utilisant la bague de copiage est celui pour réaliser des faux tenons pour des établis : j'ai découvert le principe.
La menuiserie prenant de + en + de place dans mes soirées, j'ai pioché chez holzwerken pour concevoir un gabarit pour tourillon, puis le gabarit de Samuel Mamias a fait avancer les choses.
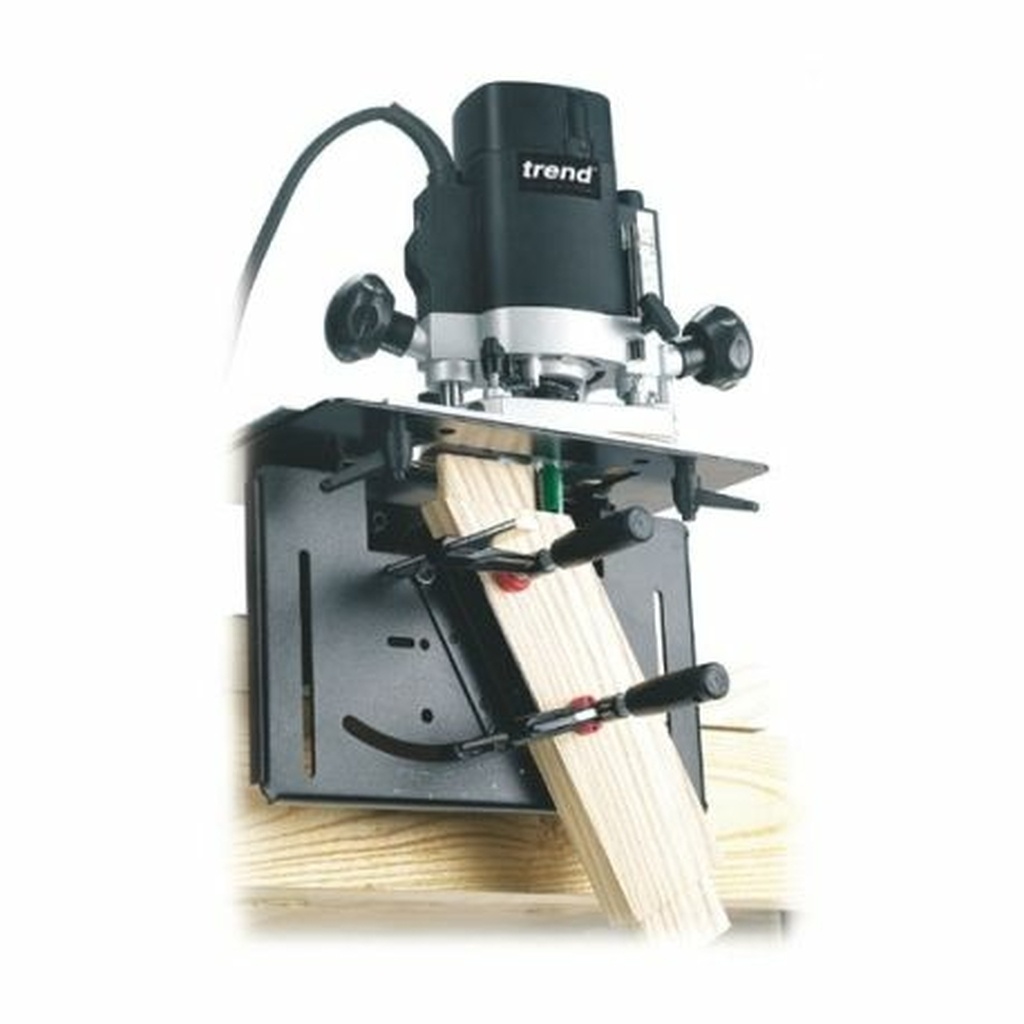
Des gabarits du marché ont proposé bien avant des solutions similaires (Trend ou Leigh).
Le point de départ des tourillons a été d'identifier les possibilités et les besoins.
le system 32 avec l'option de repositionnement sur un trou précédent avec un axe se logeant dans le trou de 5mm (cet axe sera usiné sur un tour 2 axes : possibilité de le faire en bois)
Pour la norme "system 32", se référer à l'excellent site d'assistent system :Tout en bois propose un écartement de 20mm. la bague de 17mm devrait suffire.
Trend propose un usinage en "carré" mais sans pouvoir connaitre l'entraxe: j’intègre l'option
Pour le faux tenon "style domino", je me réfère au plan de Mig pour prévoir un usinage pour domino en réglant le jeu longitudinal avec un simple vis, toujours avec une bague de copiage de Ø17
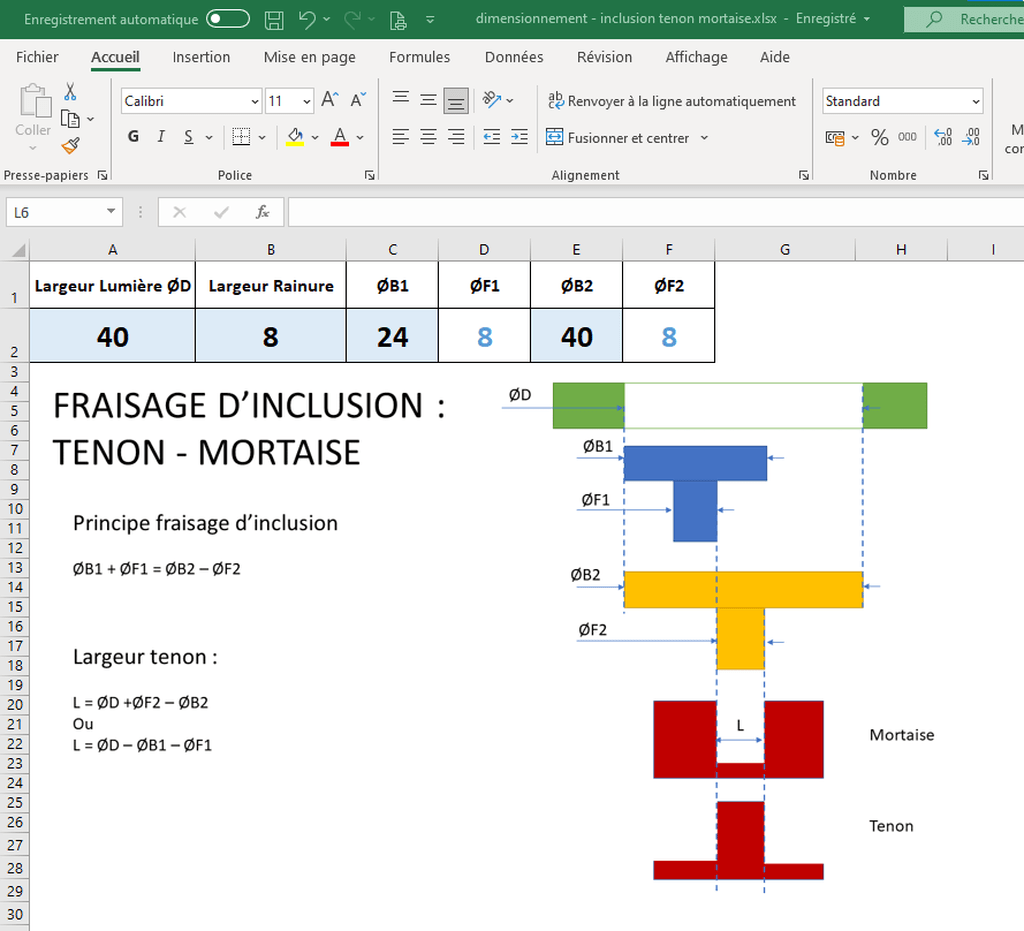
Pour le fraisage d'inclusion permettant l'usinage de tenon / mortaise et enfourchement, j'ai repris le principe de toutenbois et du gabarit Trend, en apportant ma solution technique (vis tête large et écrou carré) mais surtout en faisant le point sur pourquoi une bague de 40 mm ?
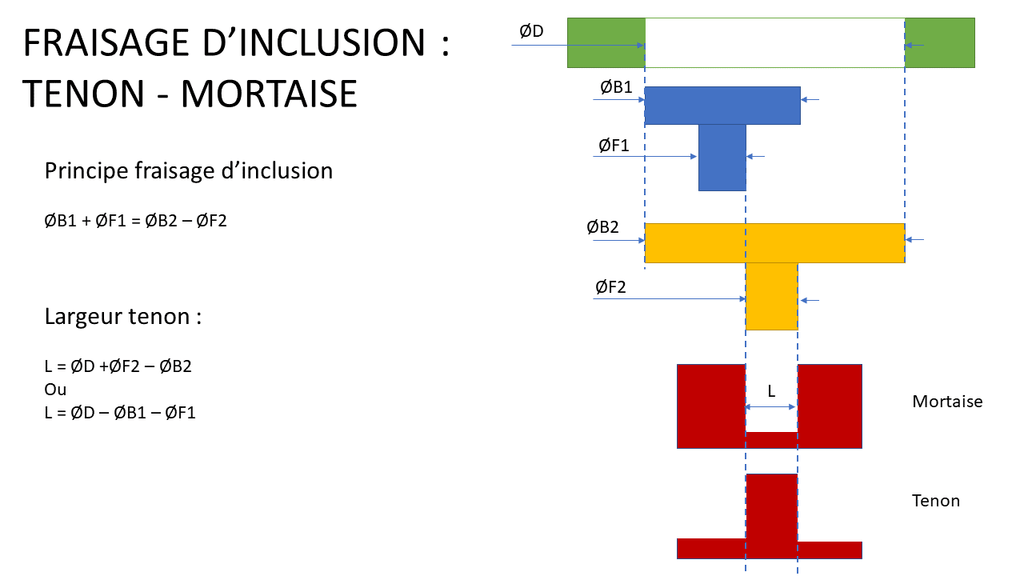
Un fichier Excel sans prétention permet de comparer la quasi infinité de cas de figure. Possédant des bagues de 30-40-50mm j'ai regardé les différentes options :
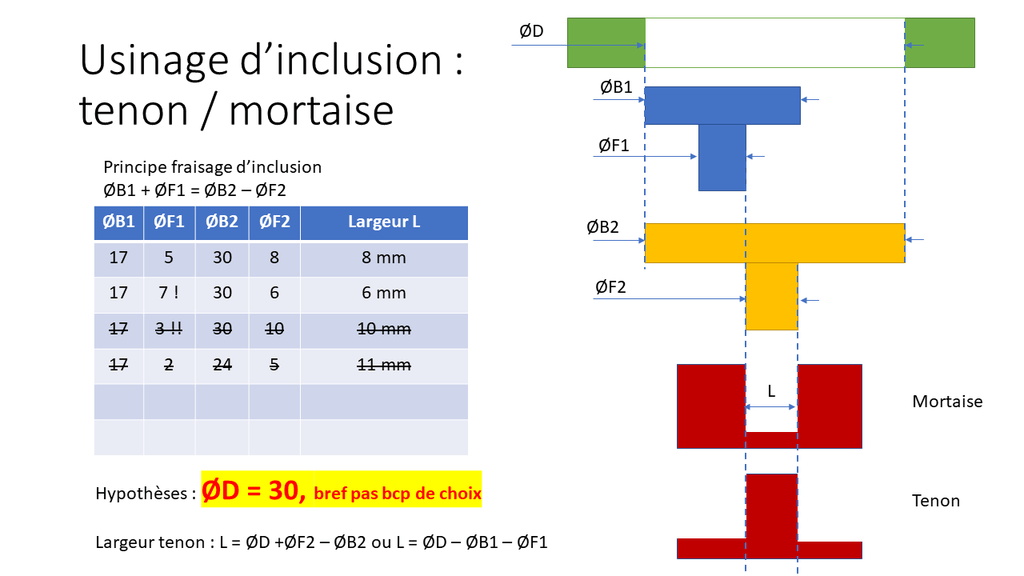
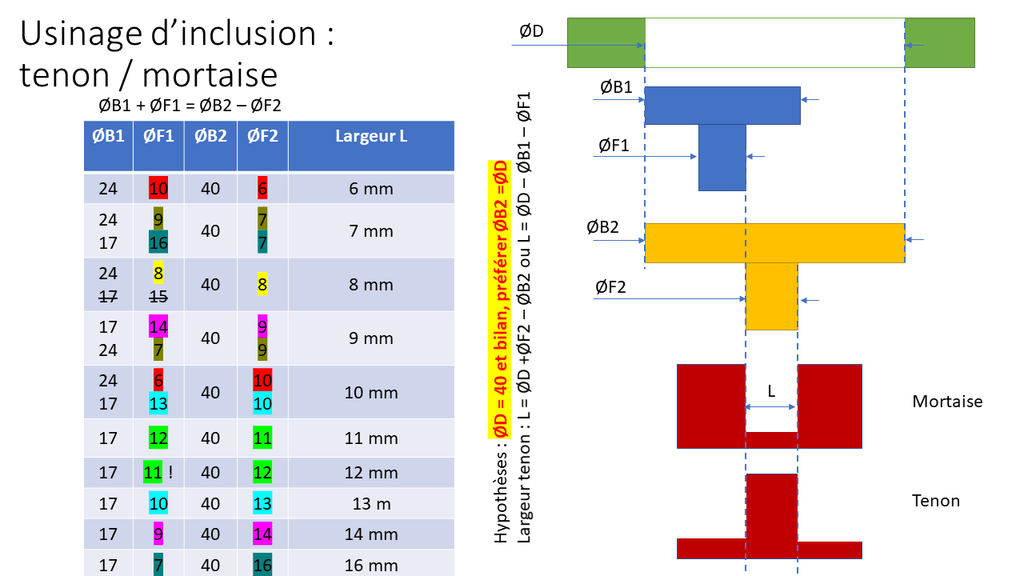
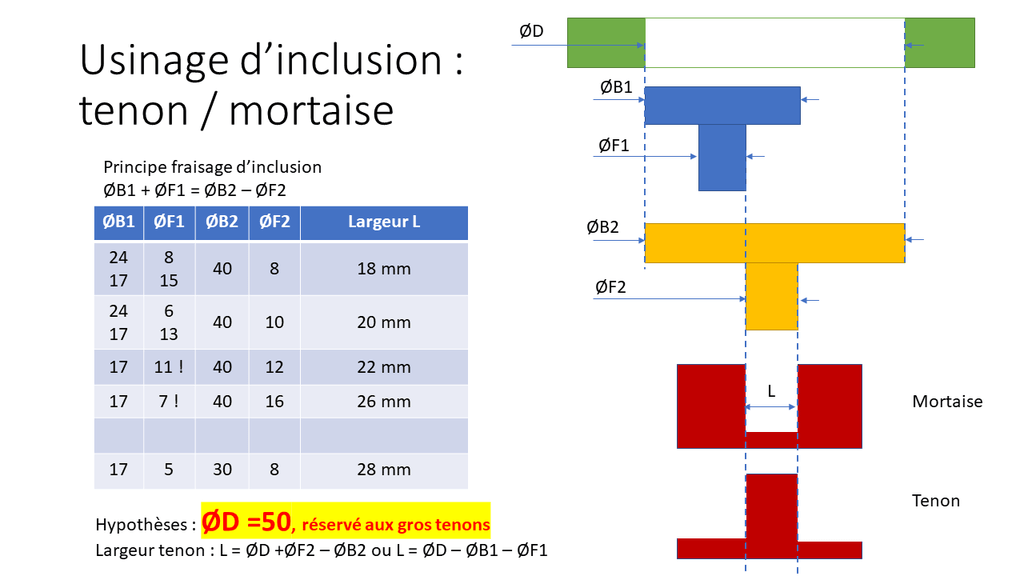
On remarque qu'une lumière de 30mm limite très rapidement les choix, qu'une lumière de 50mm permettrait l'usinage des gros tenons-mortaises avec un ØB2=40mm mais finalement assez polyvalente avec ØB2=50mm...
Donc le choix du maitre Mamias d'une bague de 40mm se tient (bon compromis) même si la lumière de 50mm se discute franchement !
Conception
L'idée est simple : faire pas cher et fabriquable soit à la mano (scie plongeante) ou autre procédé.
le prix : -30€ !
donc contreplaqué de 60cm x 80cm en prédécoupe chez lebricotruc
Pour ma part : je vais m'amuser à l'usiner sur CNC, autant être joueur (ça me prendra + de temps, mais je veux essayer  )
)
Je me dis que si ça marche, les heureux possesseurs de CNC pourront fabriquer le gabarit à la pelle pour en faire des cadeaux à Noël  (c'est toujours mieux qu'une planche à pain !?)
(c'est toujours mieux qu'une planche à pain !?)
Pour la quincaillerie :
- du tube alu de 6mm pour l'axe de pivot
- de la vis TRCC, rondelle et de l'écrou papillon en M8 (parce que c'est mon stock !)
- de la vis BHC en M6 avec écrou carré
- et la vis TF M6
Bref le tout acheté chez votre quincaillier préféré !
Après le reste, ben c'est de la conception:
- comment on garantit les fonctions et les jeux
- comment ça se monte
- comment ça se fabrique
- comment on garantit la bonne géométrie au montage
- bref, quelques heures de bon temps à réfléchir en buvant des tisanes !
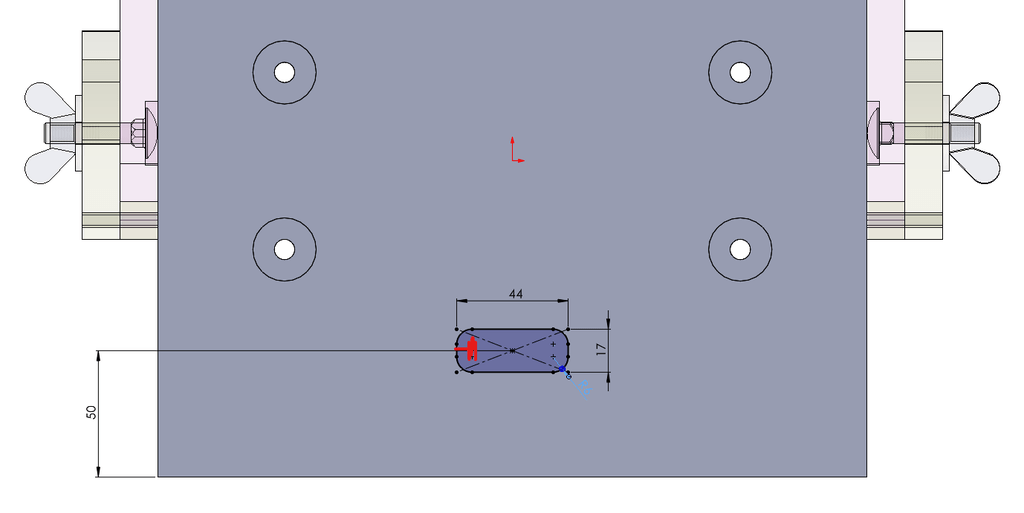
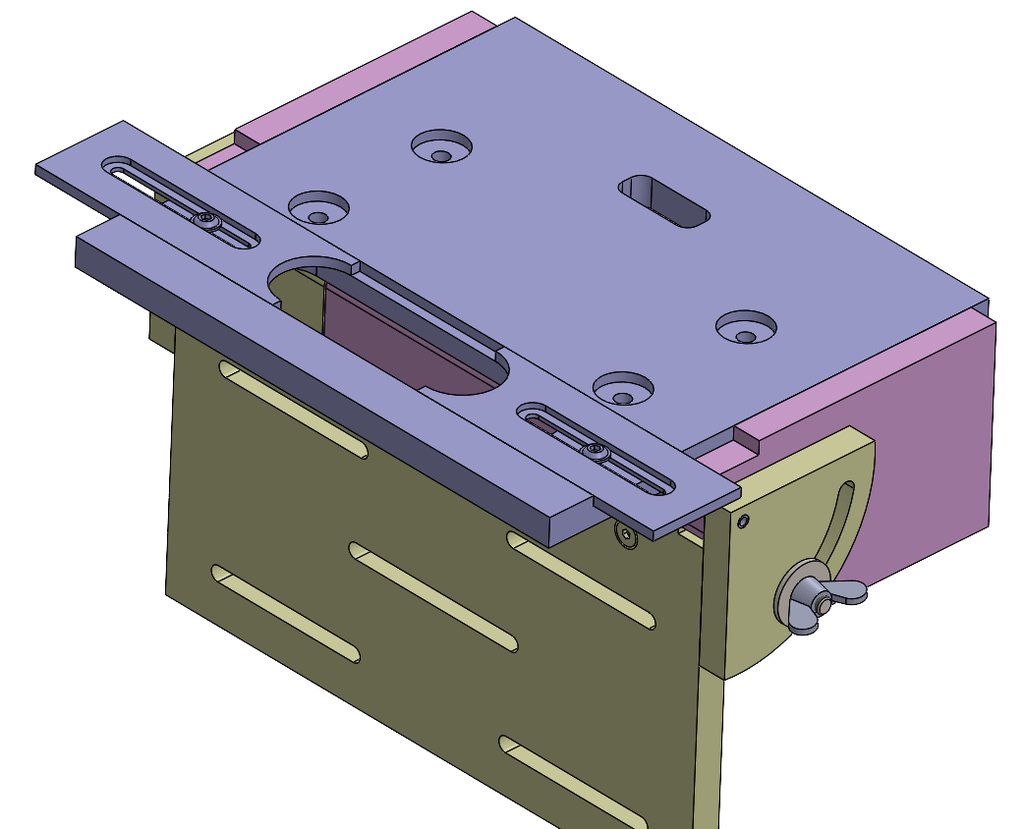
Ah si ! pour les butées et le serrage (Mip et Map) j'ai bien réféchit et des trous oblongs permettent de positionner avec bien + de possibilités qu'un arc de cercle, ma foi on verra!
Réalisation
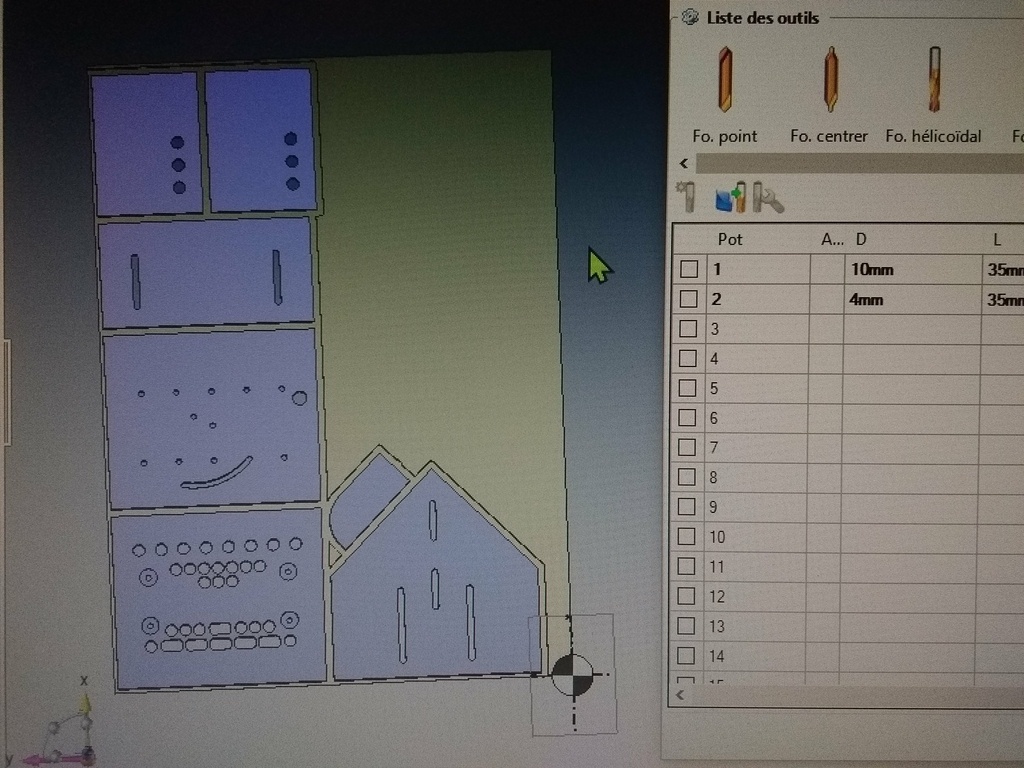
On teste la production série avec la CNC 
Pour éviter de faire rêver inutilement, la CNC ici présente n'est pas miraculeuse :
On usine uniquement en centre outil sans correction de rayon, donc les cotes ne sont pas parfaites.
Tout ça pour dire que réaliser "à la main" précisément avec une conception qui s'adapte et des "ajustements" de dernière minute est souvent + rapide et pas moins précis.


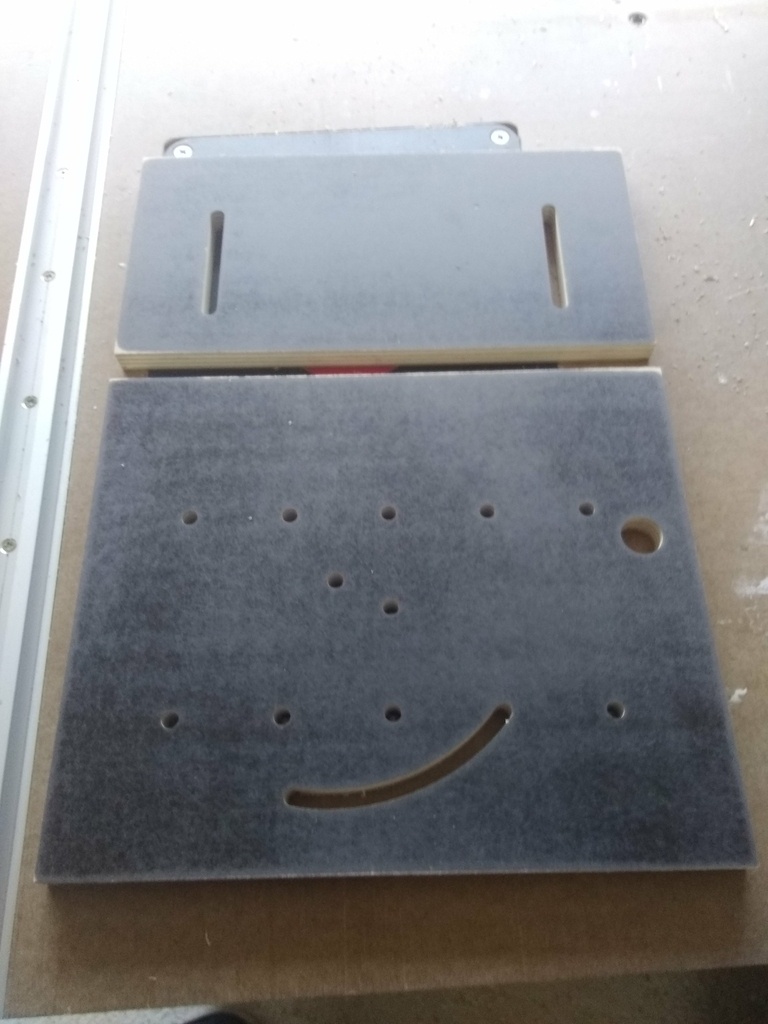
Usinage du soir !
Ça avance doucement mais sûrement:
Une chute de POM de 5mm trouvée dans la poubelle fera l'affaire et remplacera le plexi prévu.

L'assemblage se réalise avec des lamellos de 10, de la colle vynilique, une cloueuse pneumatique, un bonne équerre et en avant




la profondeur d'usinage de la grosse rainure pour la lumière de la mortaise nécessite plus de jeu : la racloir permet de gagner 0.2/0.3mm en enlevant du POM.
pour le faux tenon : la technique Guido Henn (une vis servant de butée) permettra de régler le jeu dans la mortaise accueillant le faux tenon.
Il est tard, on fera les tests demain...
Retour d'expérience
Ci après les différents essais :
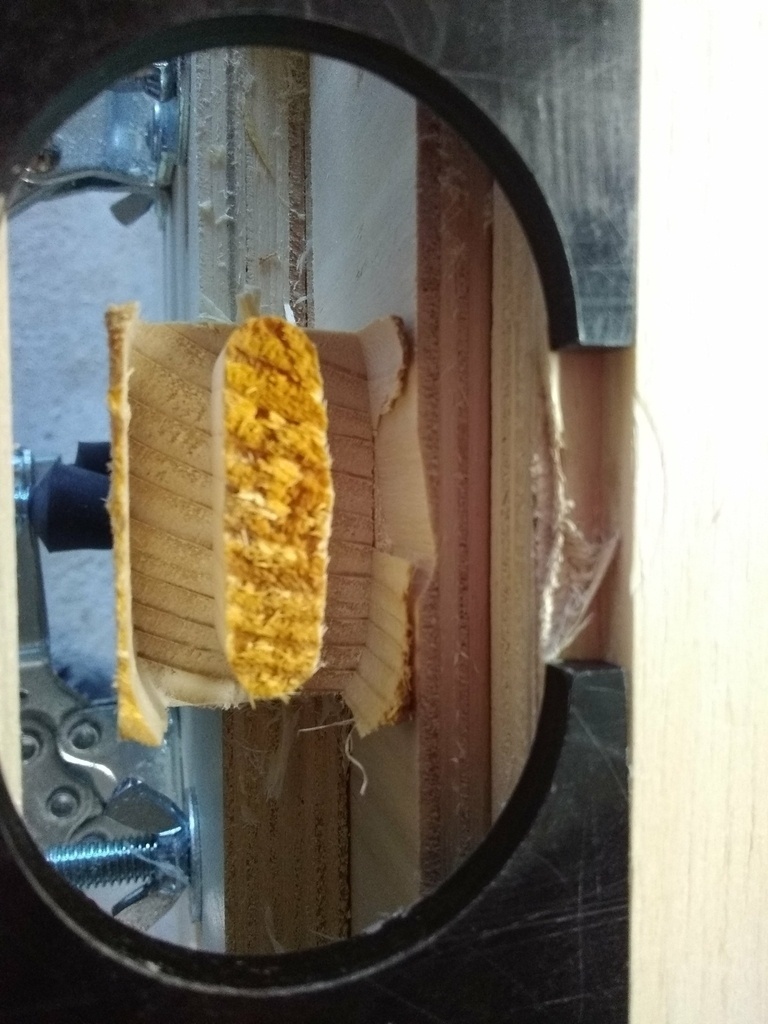
tentative de fraisage d'inclusion pour tenon - mortaise
=> le principe fonctionne bien.
=> problème de guidage de la bague : mal guidée, l'usinage est mauvais
=> A reconcevoir avec un meilleur guidage de la bague de copiagefaux tenon
=> RAS, avec une fraise hélicoïdale c'est du bonheur
=> problème de Mise en position : je comprends l'indispensable butée de Toutenboistourillons
=> ça roule ma poule
=> usinage de trous Ø5mm pour system 32 : trouver un moyen de fixation sur la planche à percer

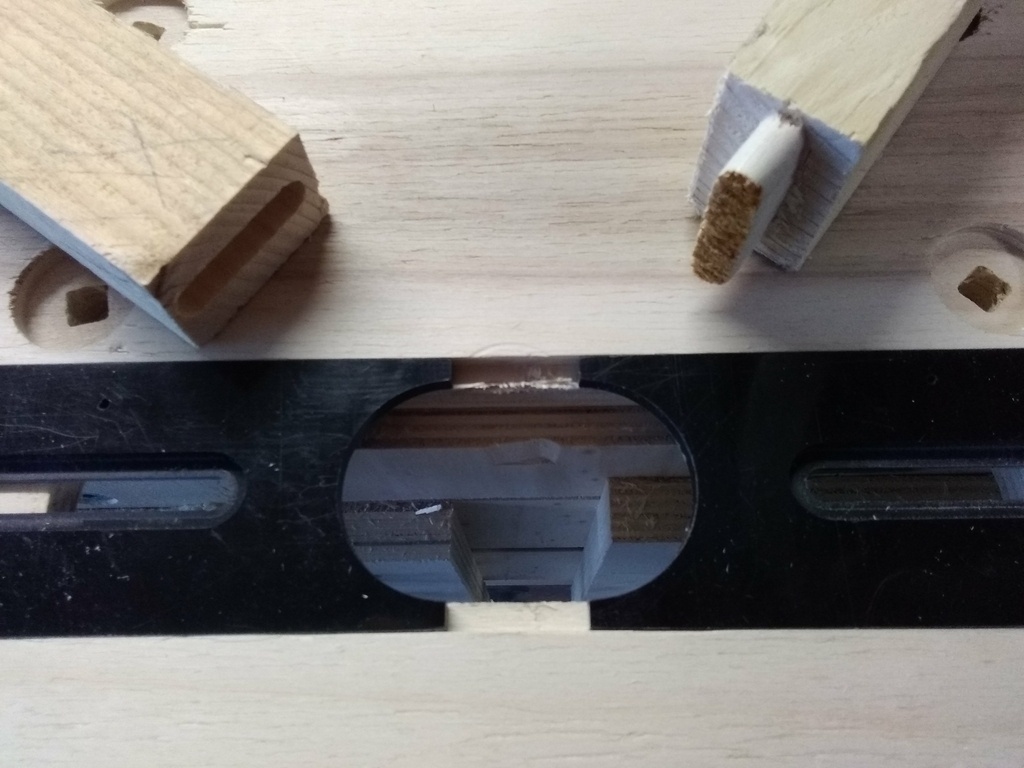




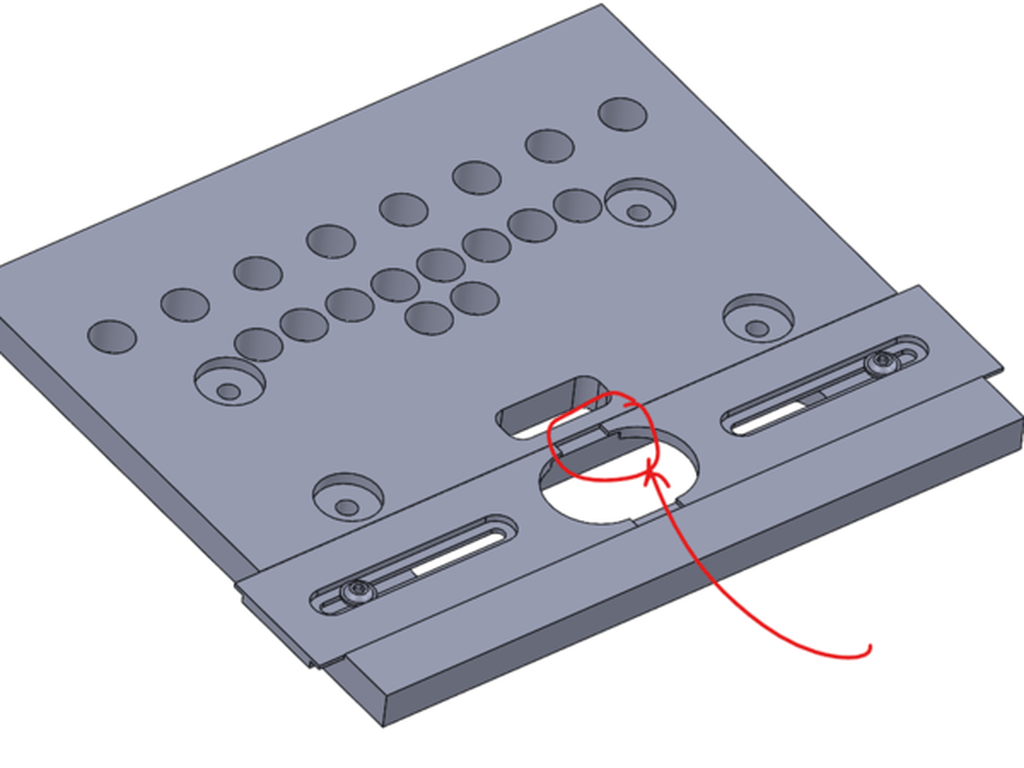
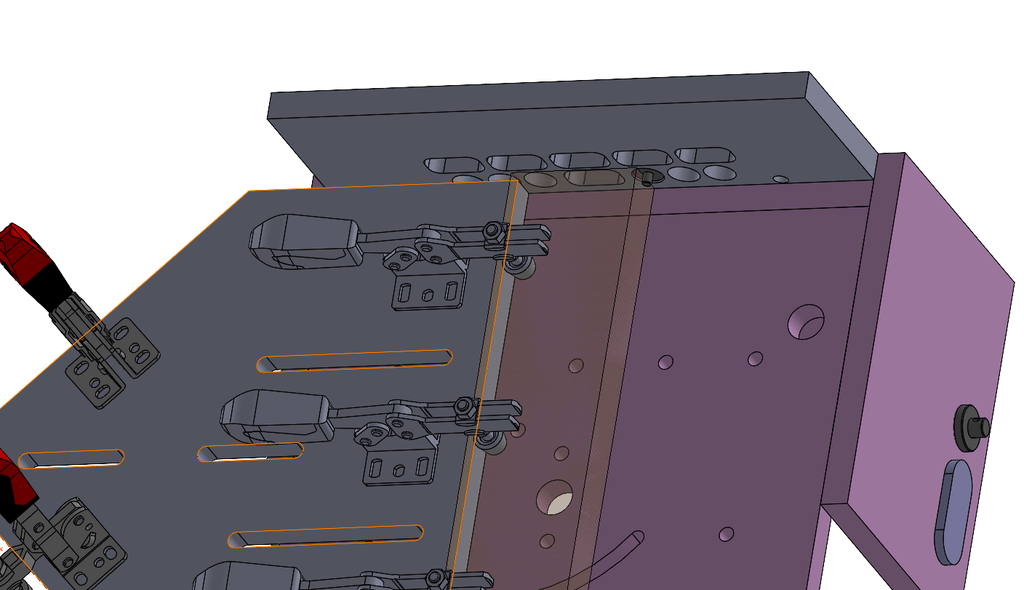
Suite à des premiers tests, des améliorations seront à apporter :
- le CP15mm de Leroy Merlin est de la grosse m**** :
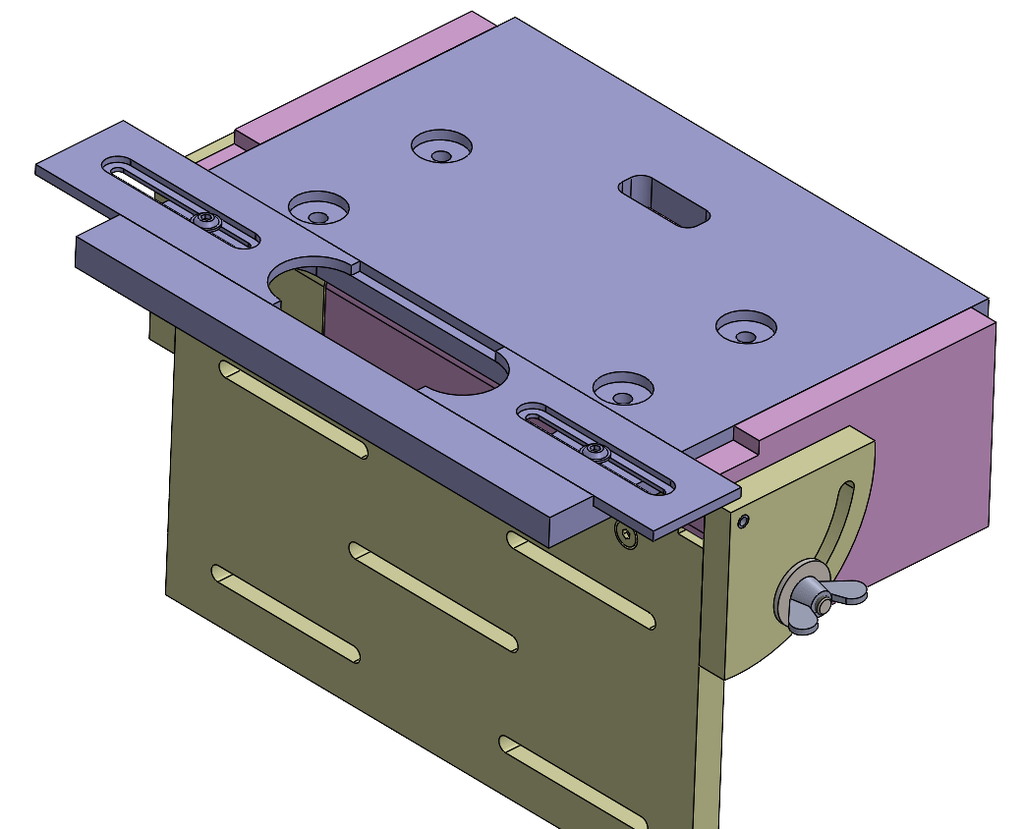
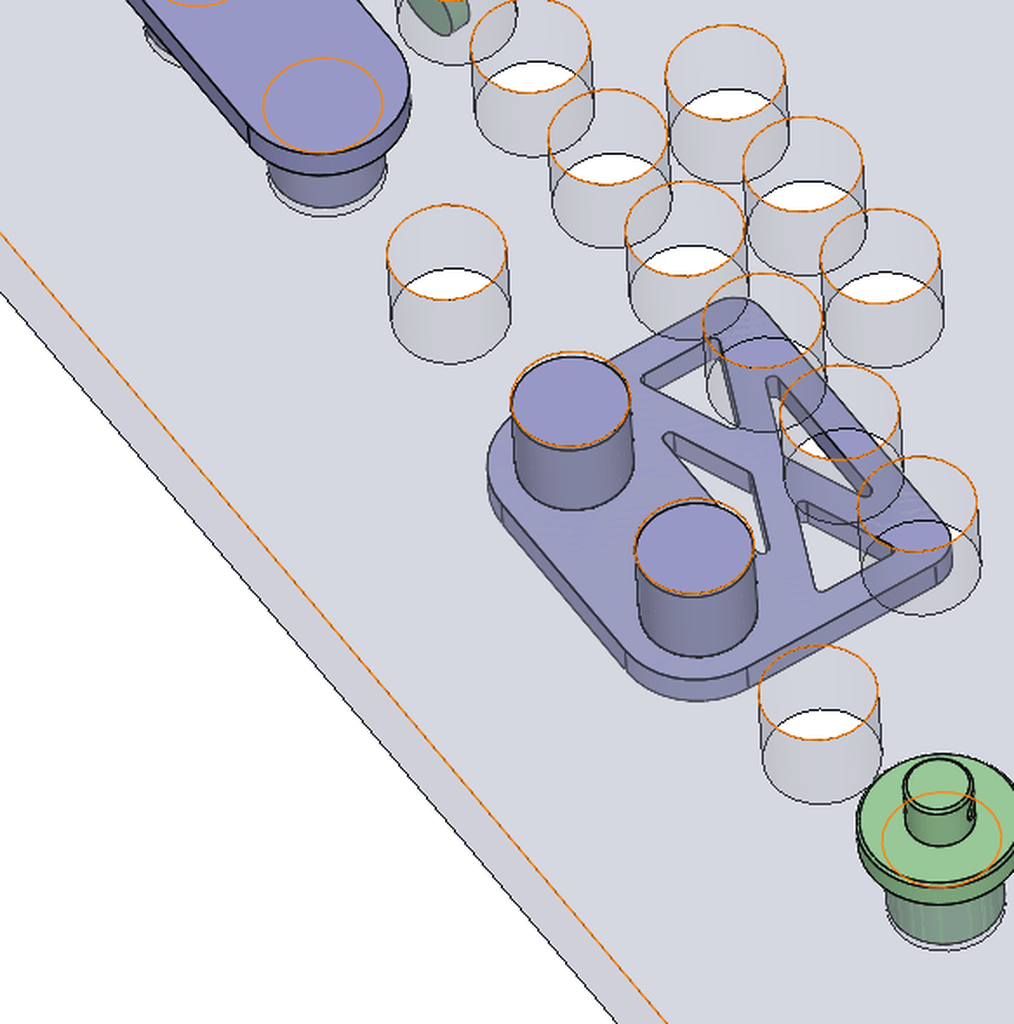
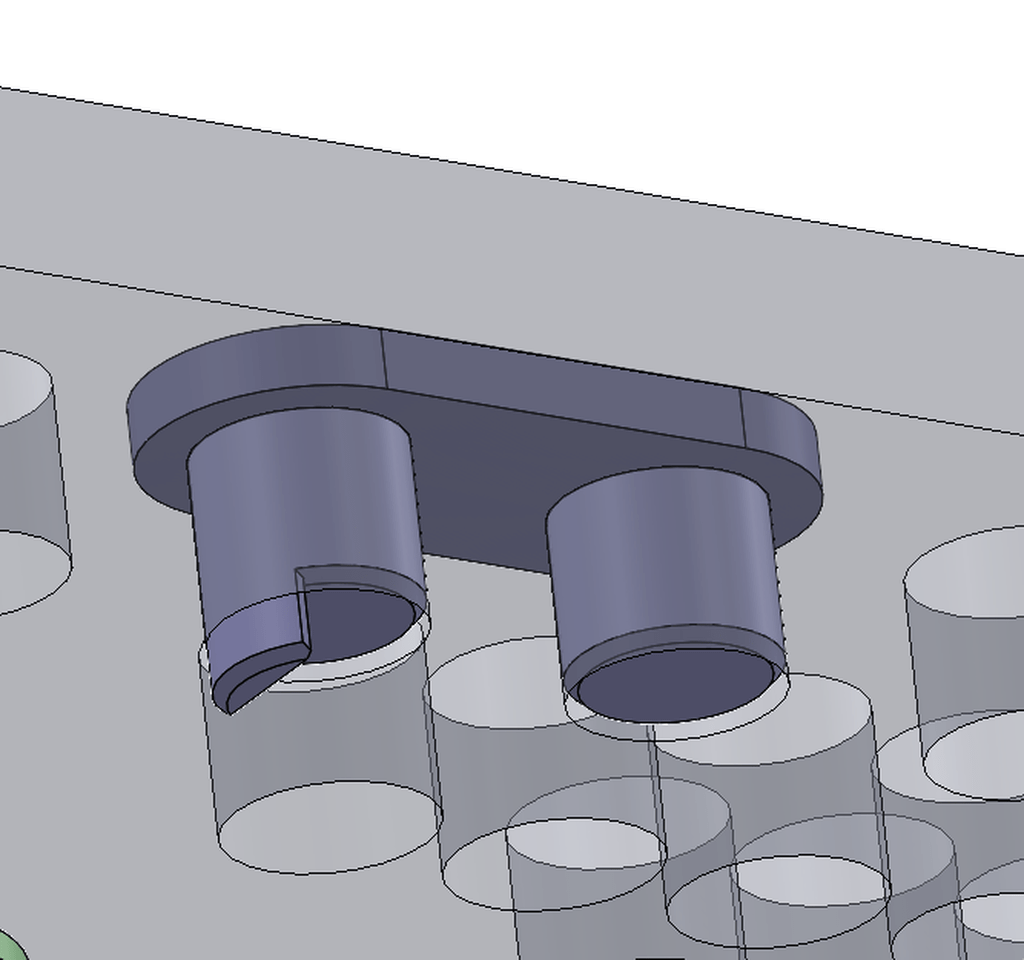
- la lunette de fraisage d'inclusion ne doit absolument pas dépasser
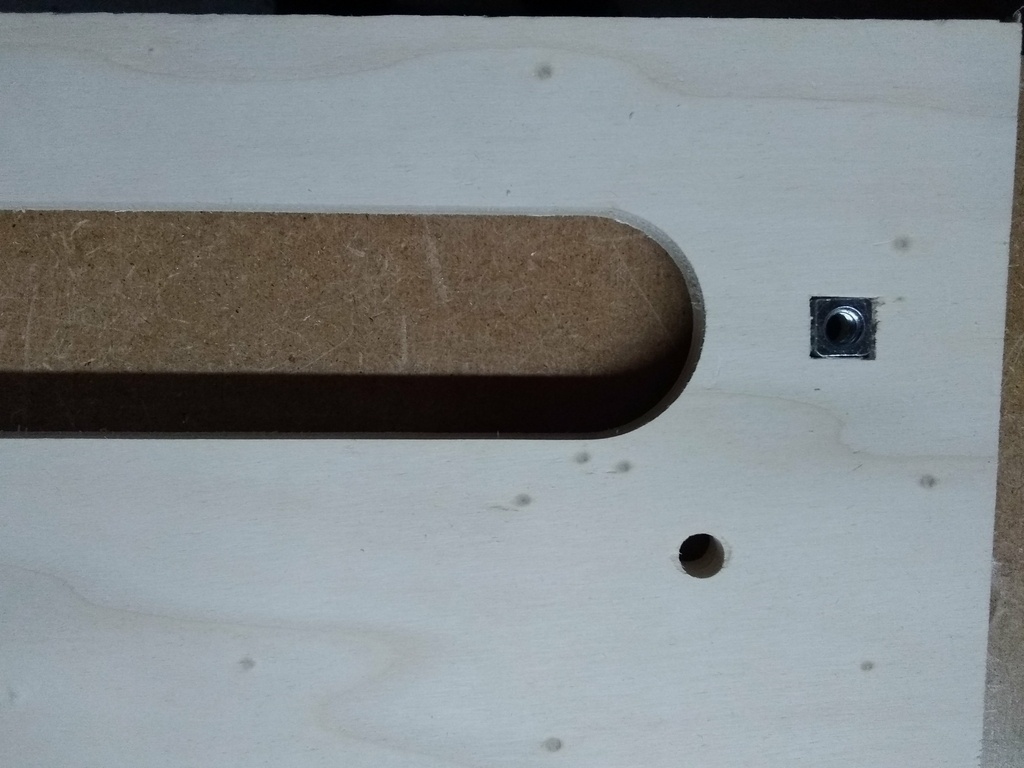
- cette même lunette doit mieux guider les bagues de copiage => prévoir épaulement (zone entourée en rouge)
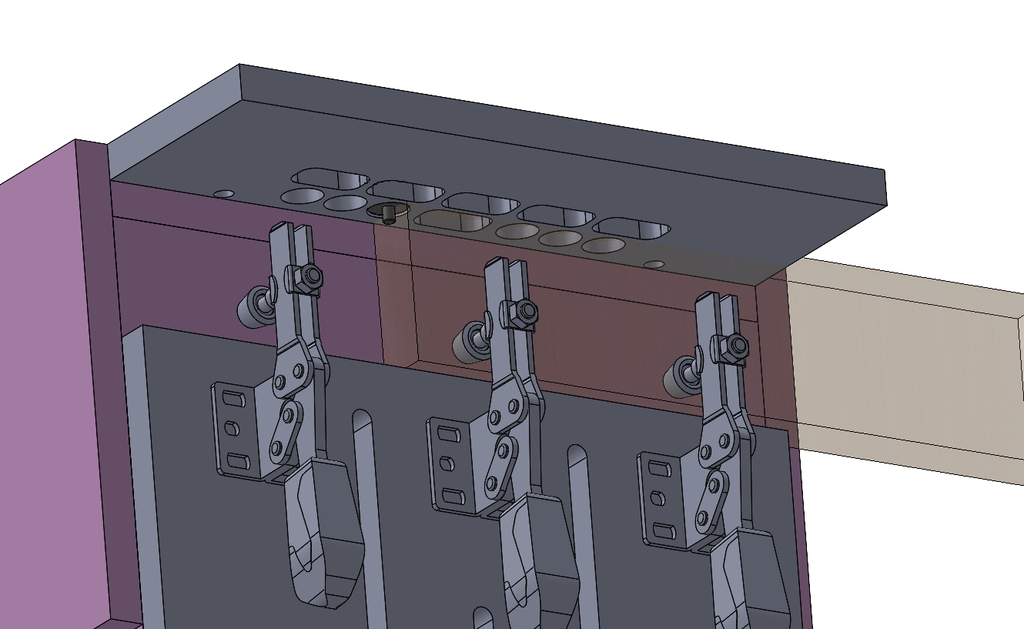
- les lamages oblongs (pour vis TRCC meulés avec méplat) doivent être + profond
- la plaque supérieure (tourillons 32mm, tourillons 20mm, faux-tenon, tenon mortaise) pourra être fait sur une seul et même plaque
- prévoir une butée (MIP) comme Toutenbois sur son gabarit
- l'épaisseur de 15mm du plateau sup est limite (rigidité dégradée par rainure pour lunette à tenon mortaise) mais encore trop épaisse (perte de course)
Pour la rigolade, on est ici en présence d'une magnifique contradiction TRIZ (triz40.com/TRIZ_Fr.php)
on veut améliorer : le volume (réduire l'épaisseur de notre plaque supérieure)
on veut conserver : sa résistance... ou sa masse
Encore une fois, les solutions de "boite magique" de Guido henn ou le gabarit de Mamias apportent des solutions !
Sinon va falloir plaquer carbone du CP de 8mm ...
Je suis évidemment preneur de toutes remarques et suggestions pour faire évoluer le gabarit et me faire progresser ;-)
En route pour une nouvelle version
Nouvelle version, des compromis et des renoncements
Quand on se plante, il faut savoir le reconnaitre ...
les limites :
- gabarit trop petit et manque de rigidité
- non adapté pour tenon / mortaise
- le plateau incliné manque de rigidité et dimensions trop restreintes
les conclusions :
- se concentrer sur tourillons et faux tenon (domino) en optimisant
- rester sur des assemblages à 90°
- par conséquent ce gabarit restera léger et portatif
l'idée est de repartir du point de départ (mon premier gabarit, en optimisant son utilisation)
- tourillons system 32 avec axe de butée
- tourillons entraxe 20
- tourillons sur carré 40x40
- faux tenon pour domino avec butée de repositionnement precis
- faux tenons alignés
- faux tenons doubles
pour l'usinage des faux tenons (ça marche aussi pour les tourillons) on utilise une butée qui permet de conserver la même face de référence (face visible contre nous par exemple) et de seulement changer le côté de la butée : la précision de l'usinage devrait le permettre
le trou diamètre 20 servira(it) à serrer un système type festool


autre possibilité : assemblage à coupe d'onglet, inspiré de guido henn
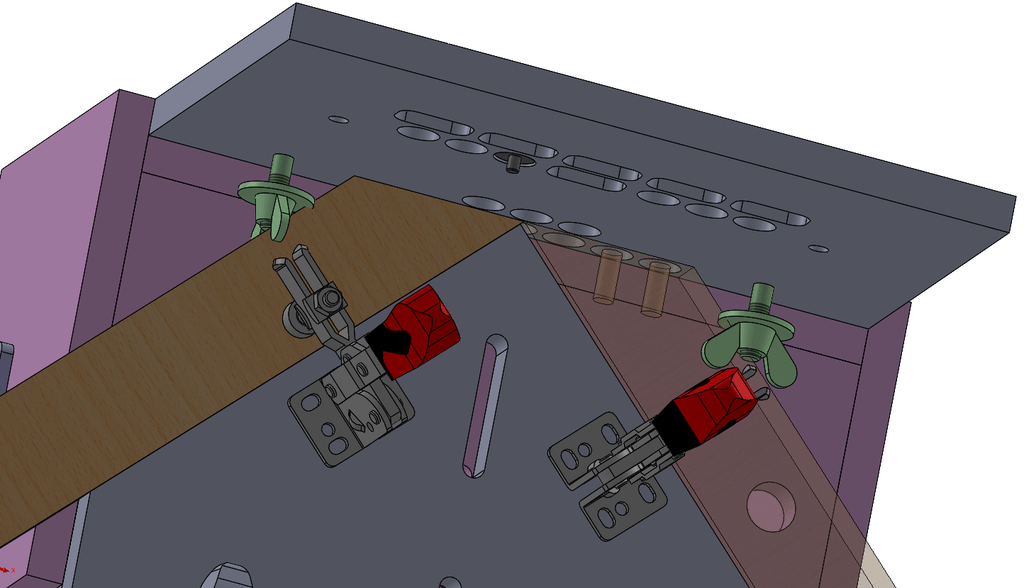
des idées de butée pour tourilloner avec system 32 (axe à 37mm du bord)
le rangement des ces fameux axes et butées
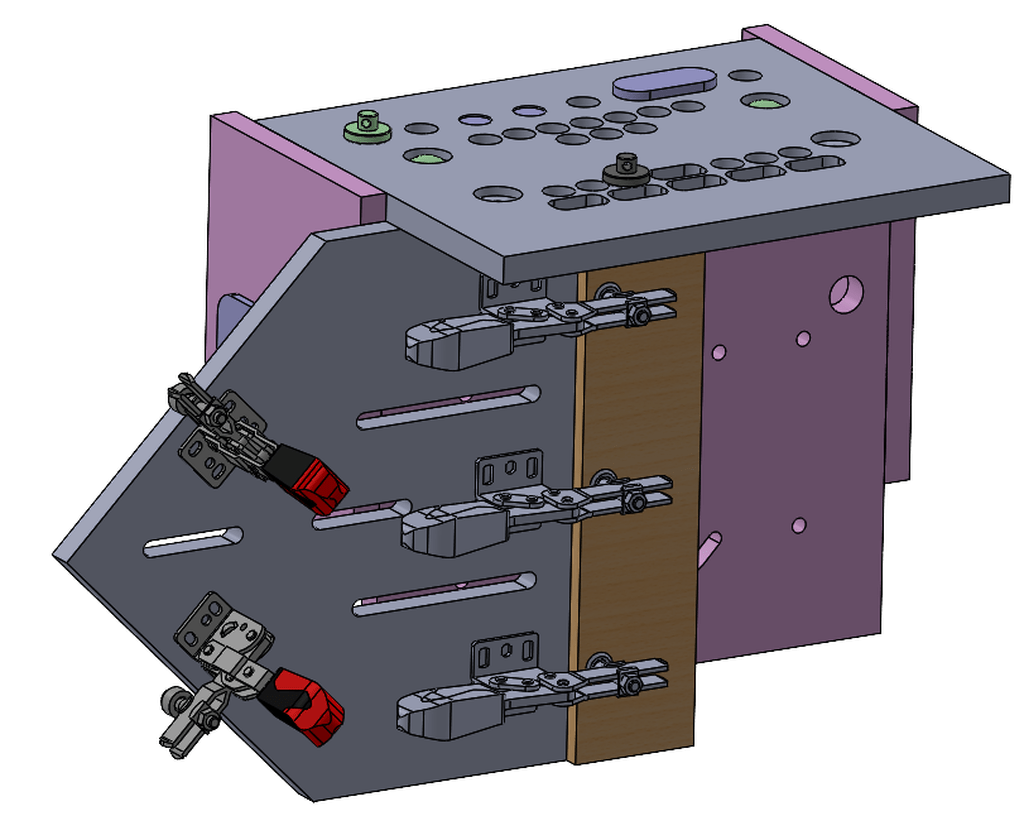
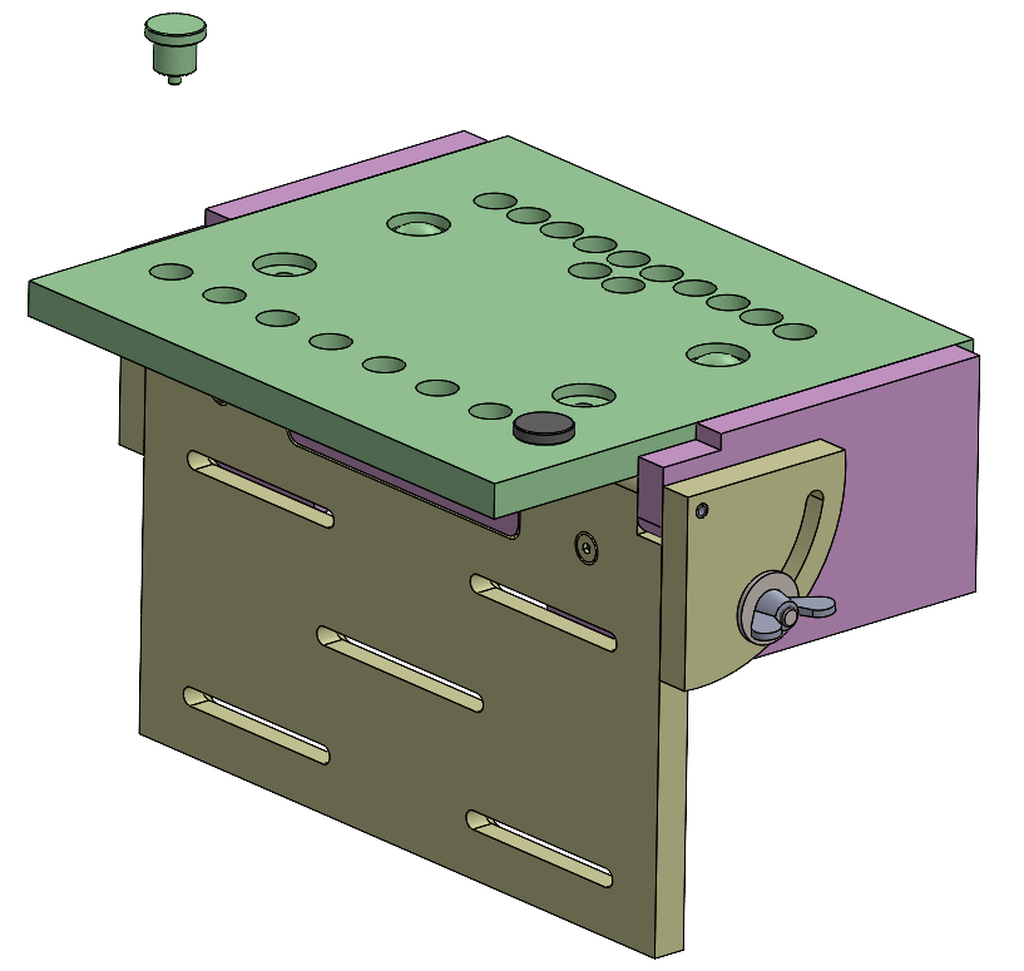
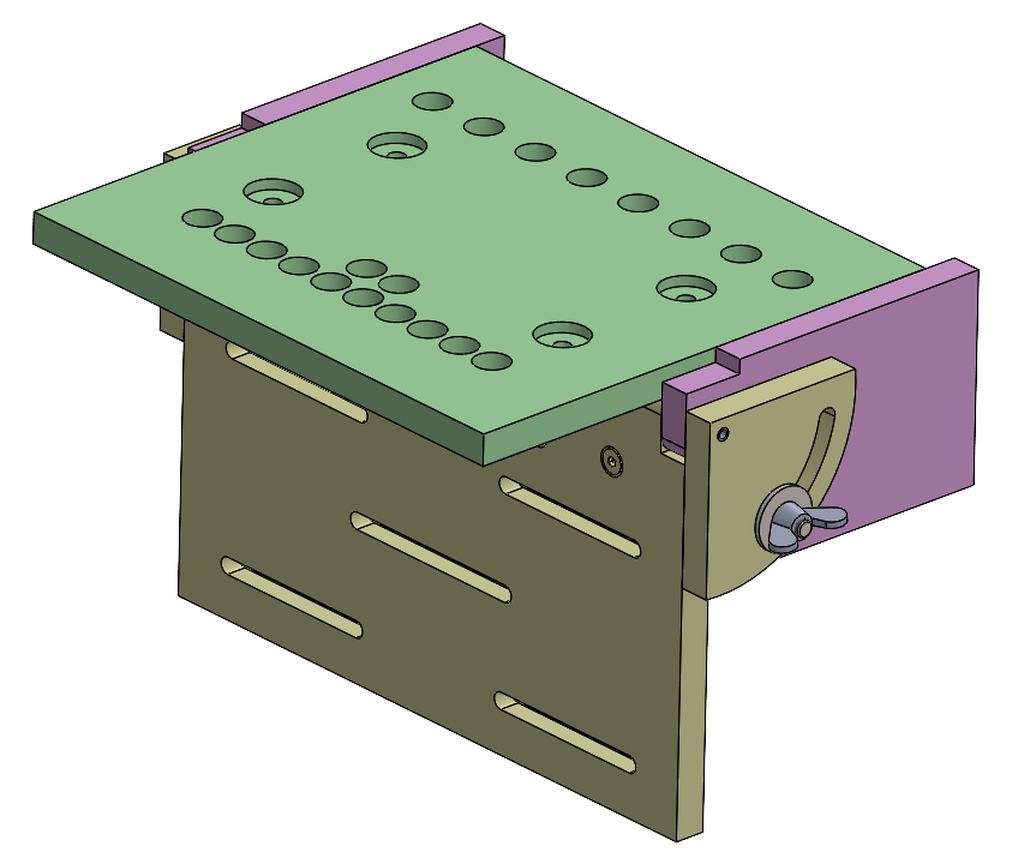
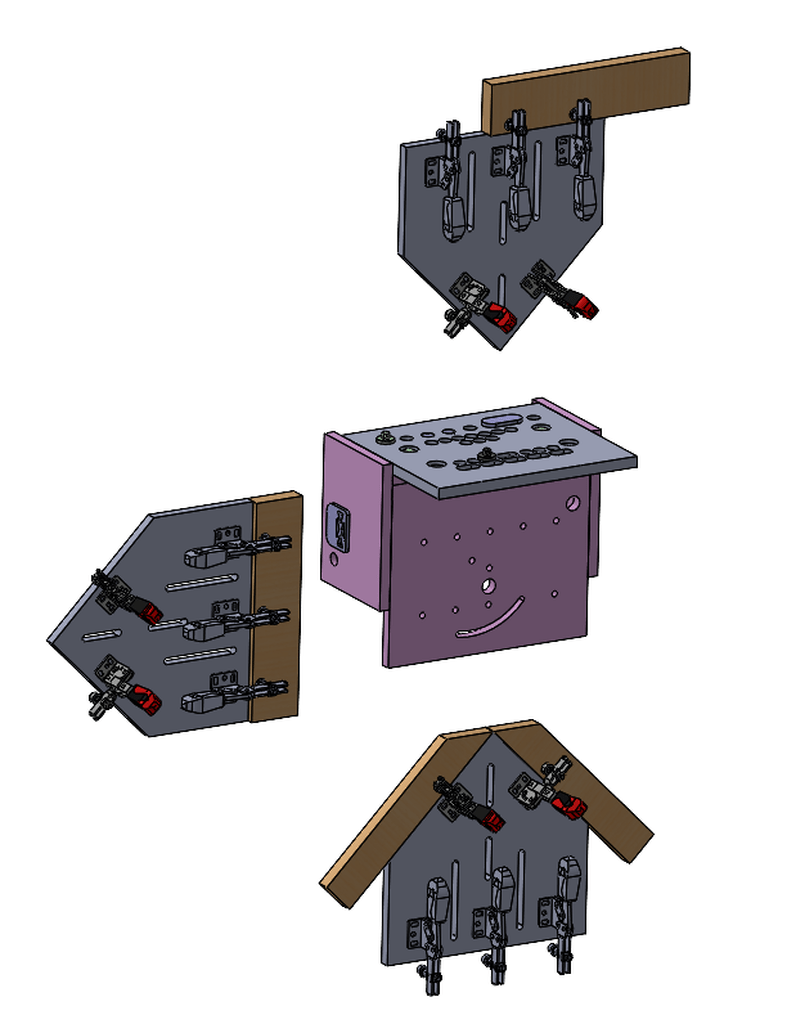
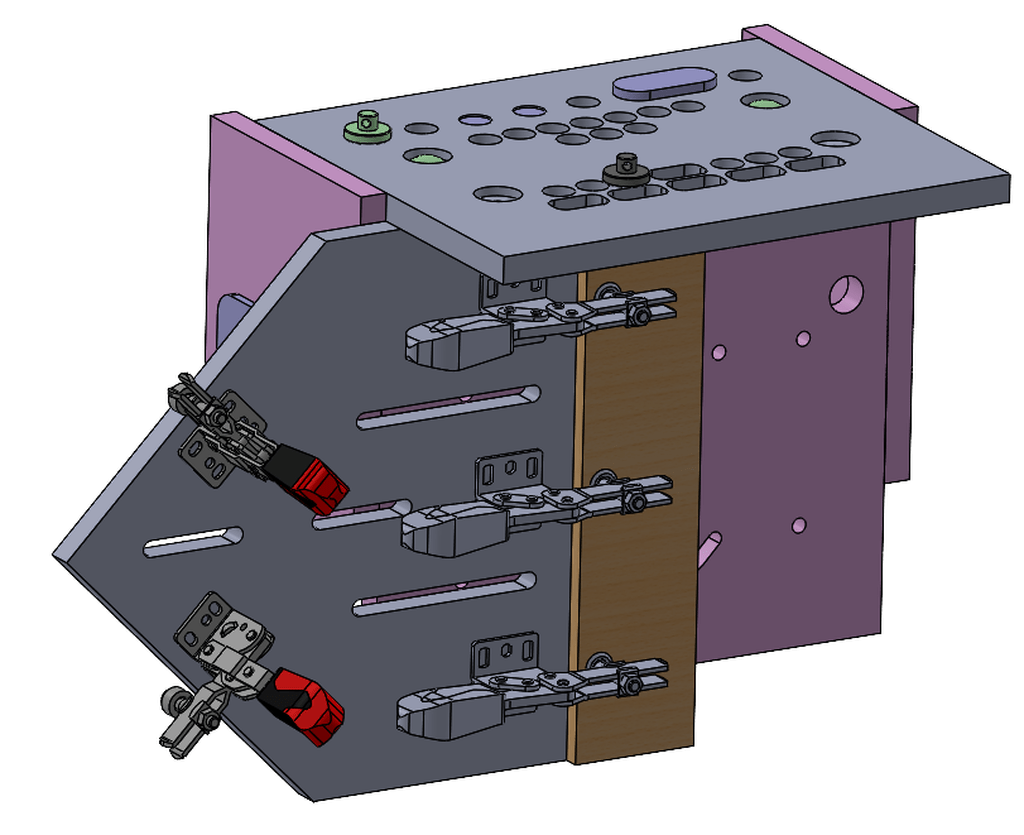
Réalisation du modèle final - V3 pour de vrai, V7 pour la CAO
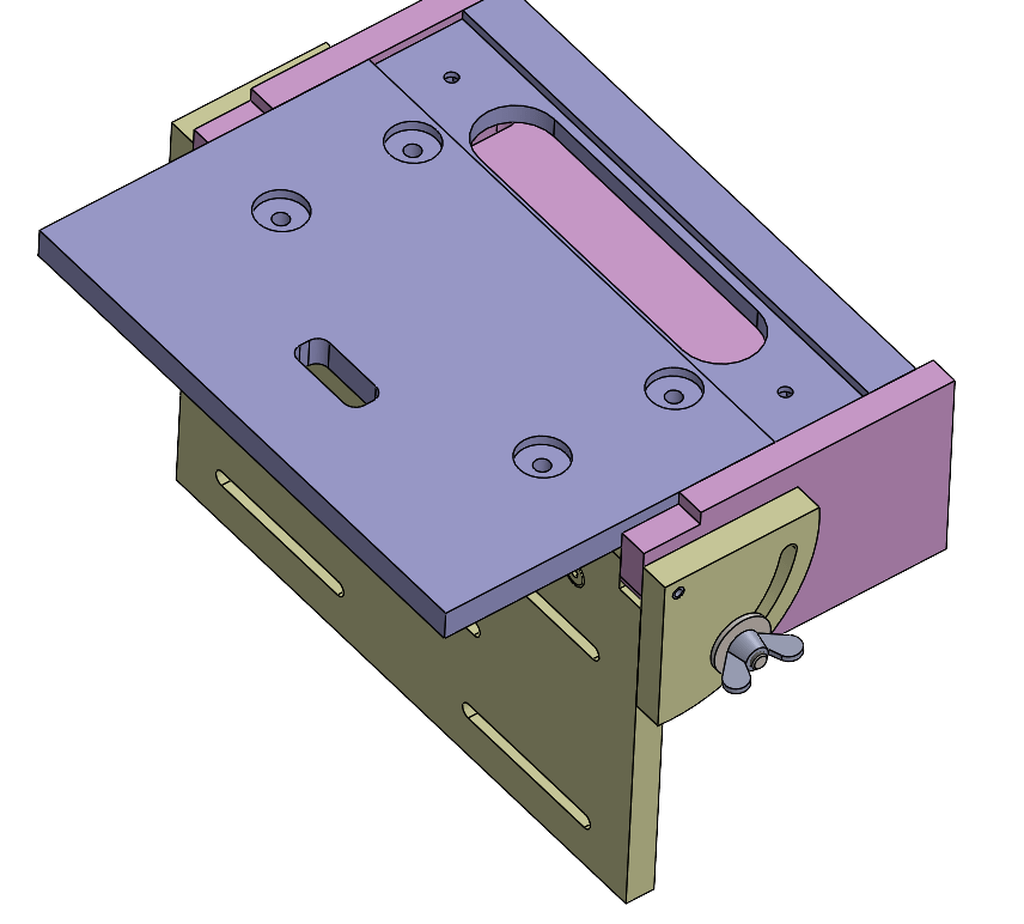
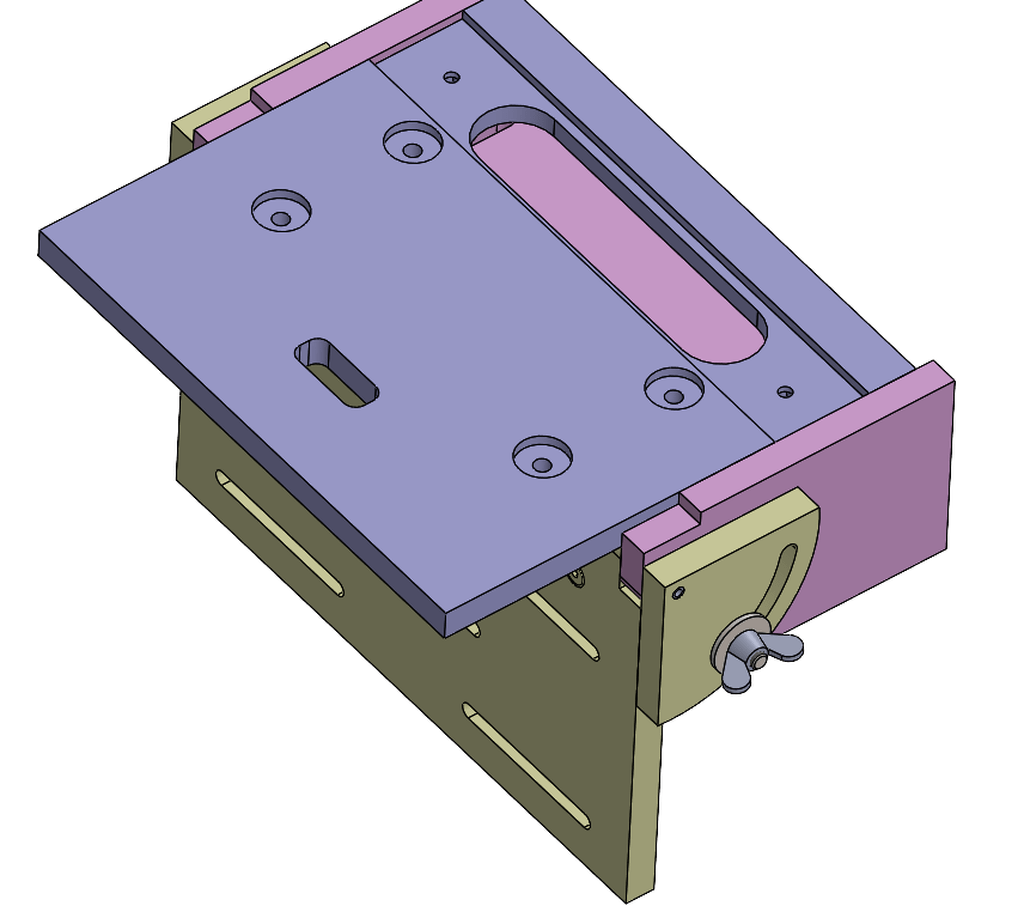
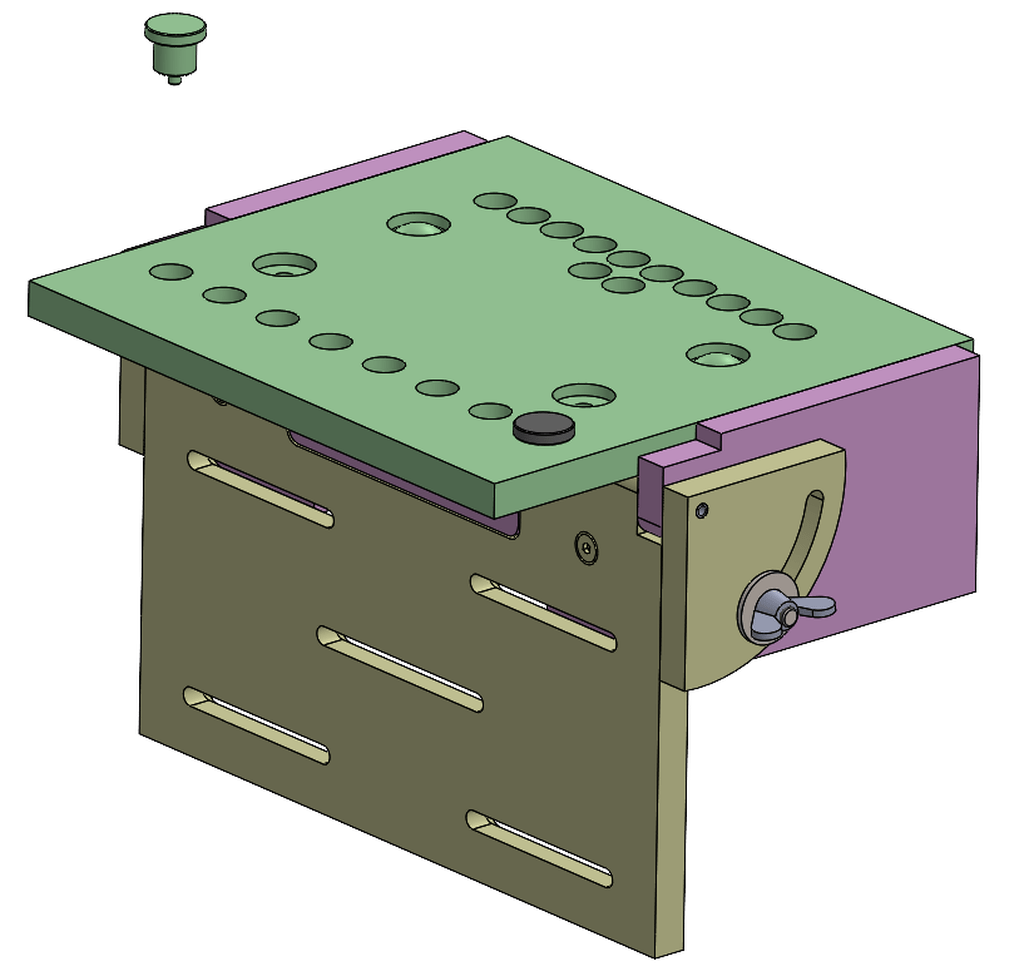
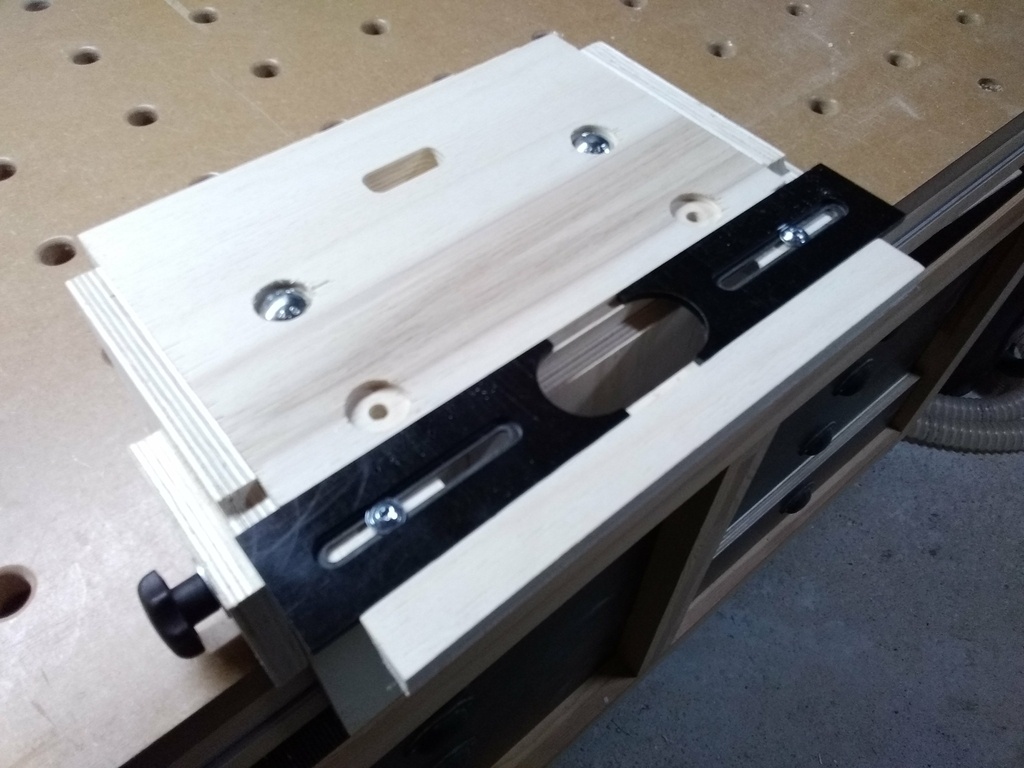
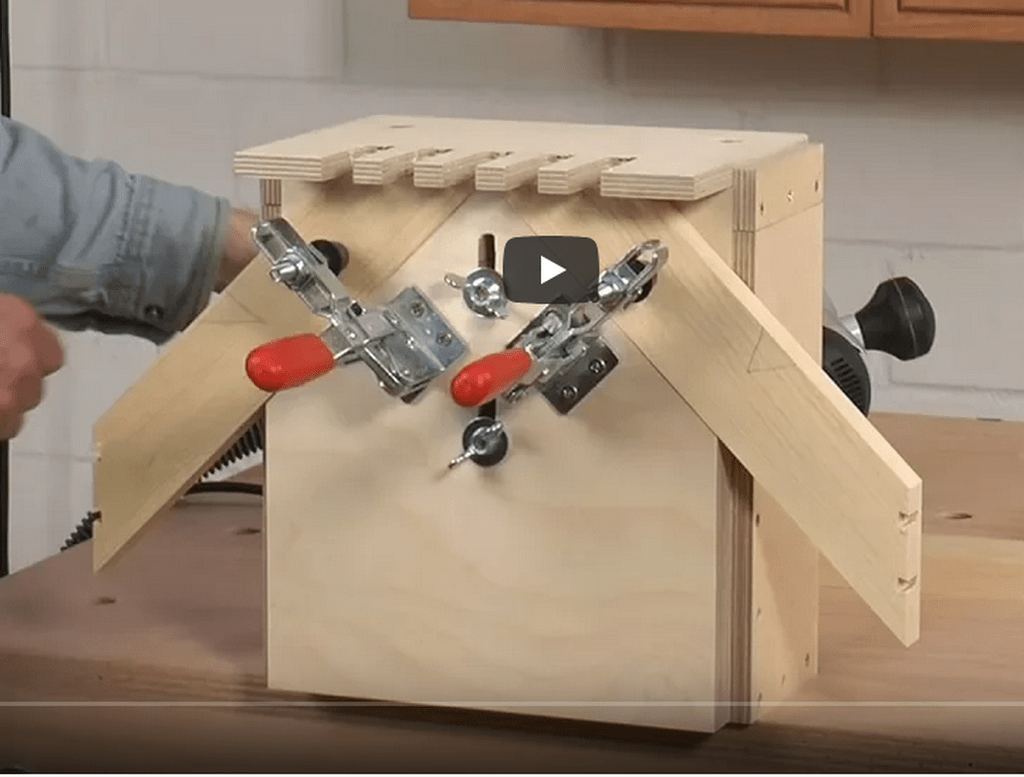
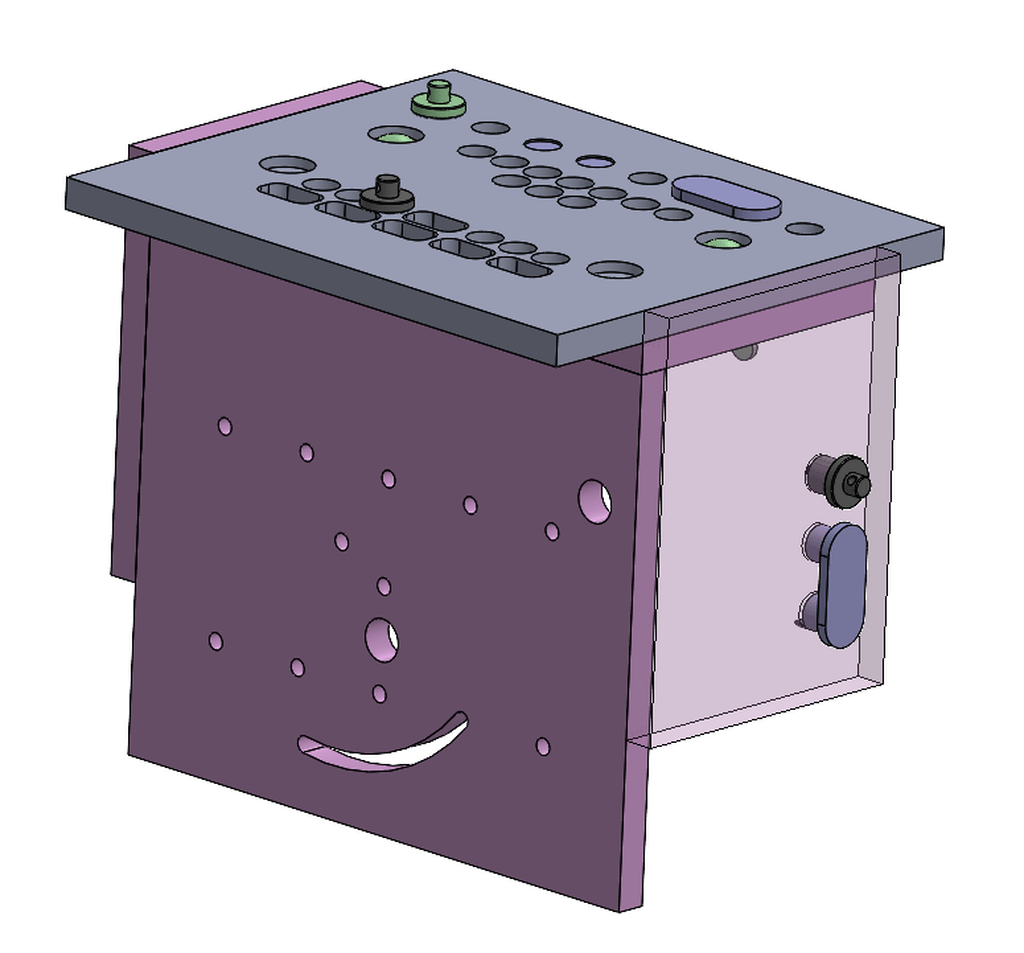
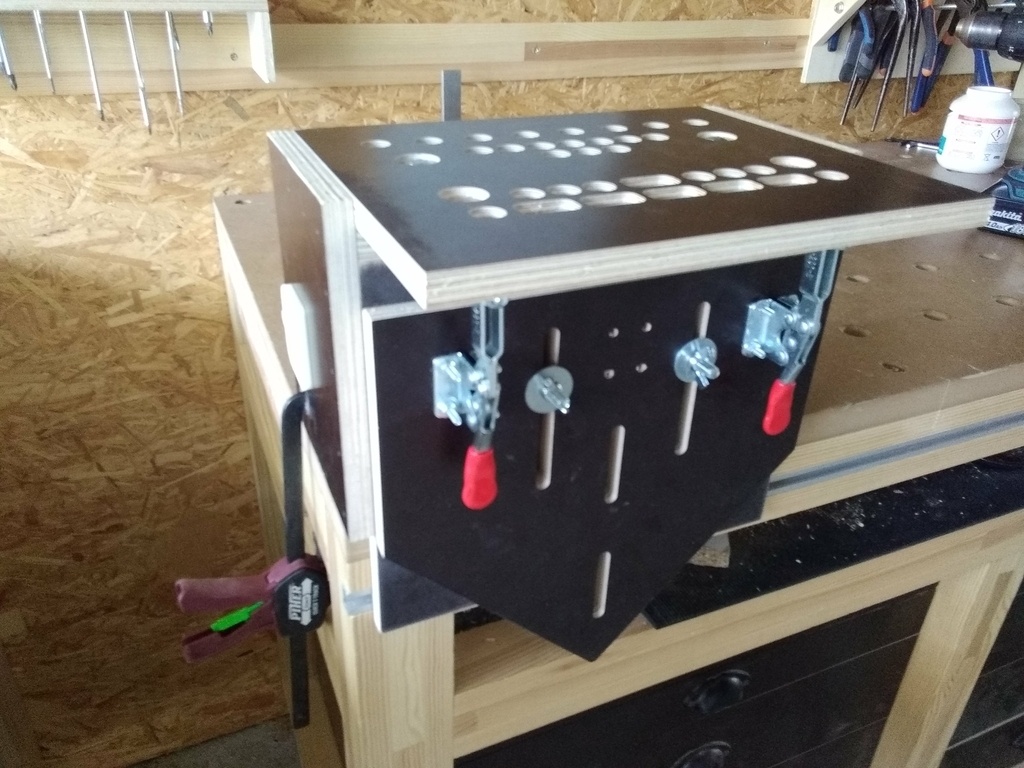
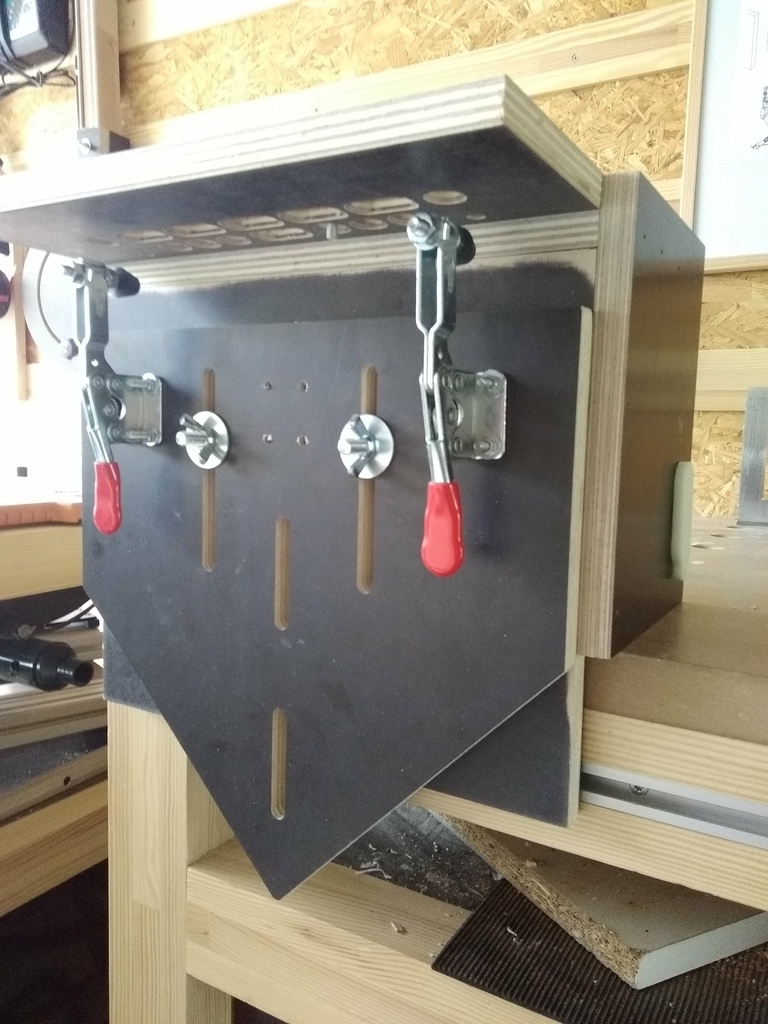
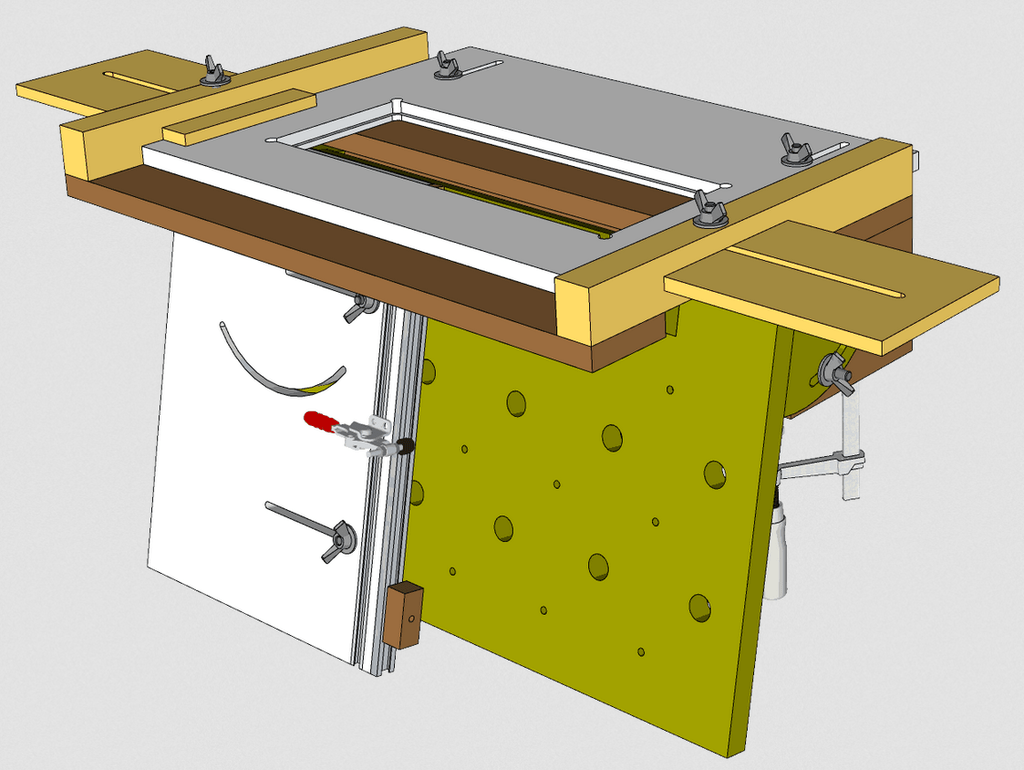
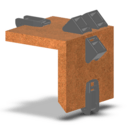
et voila, assemblage terminé du "F2T" pour Faux-Tenon & Tourillon: yapluka
(bon ... il me manque 3 sauterelles, mais ça arrive !)
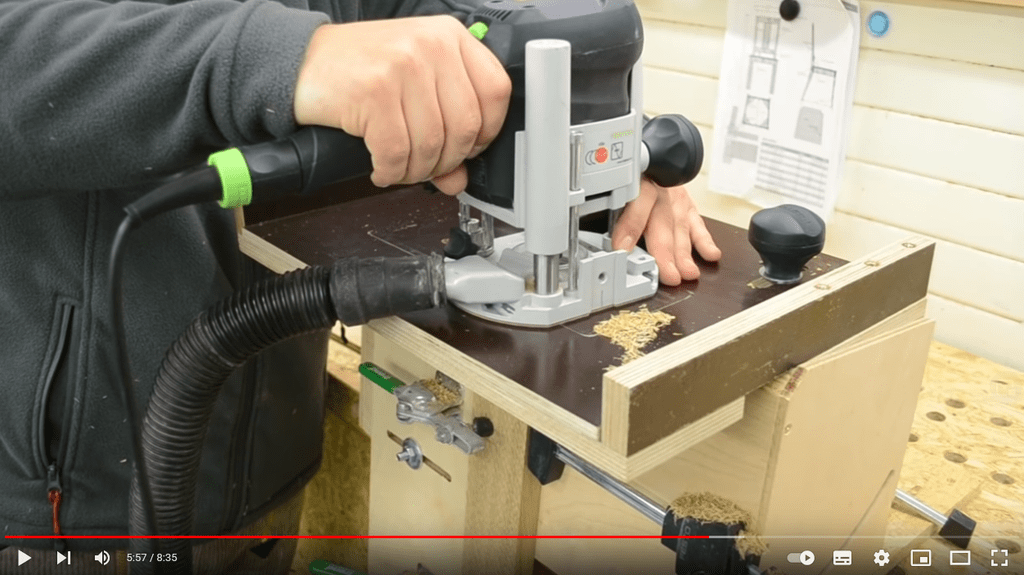
Usinage CNC pour commencer, et correction d'outils pour garantir un alésage de Ø17 J7 (enfin correction d'outils ... plutôt : on mesure, on déduit la matière restante a enlever, on relance la FAO juste pour la finition, et dernière passe de finition : voir vidéo)
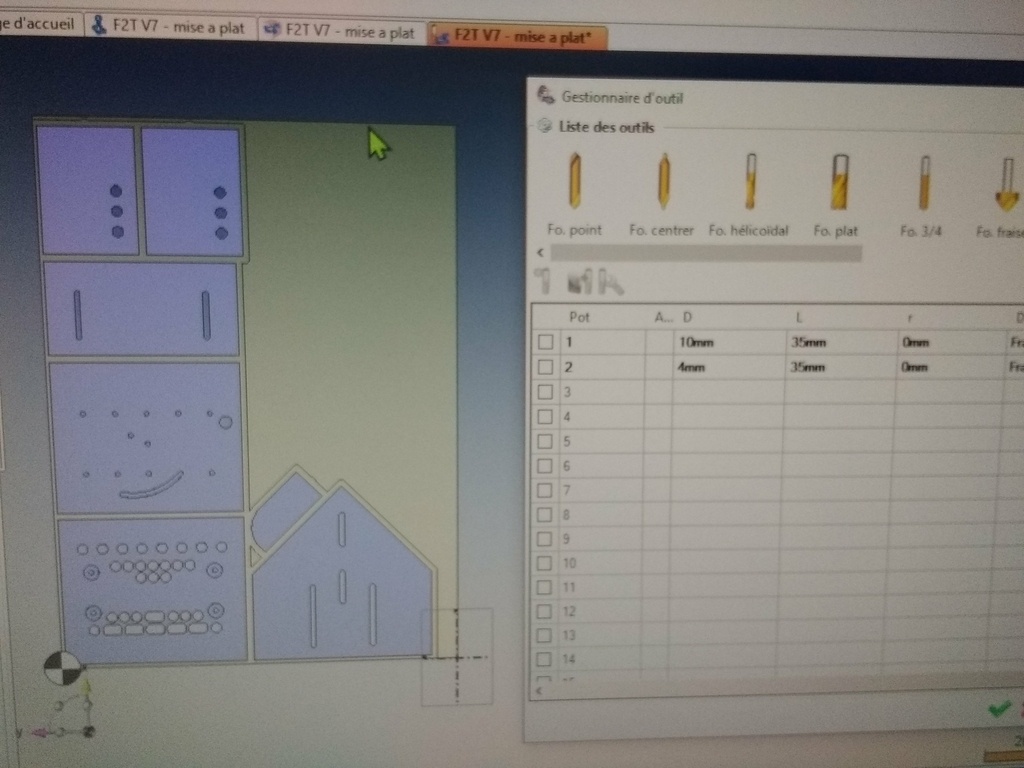

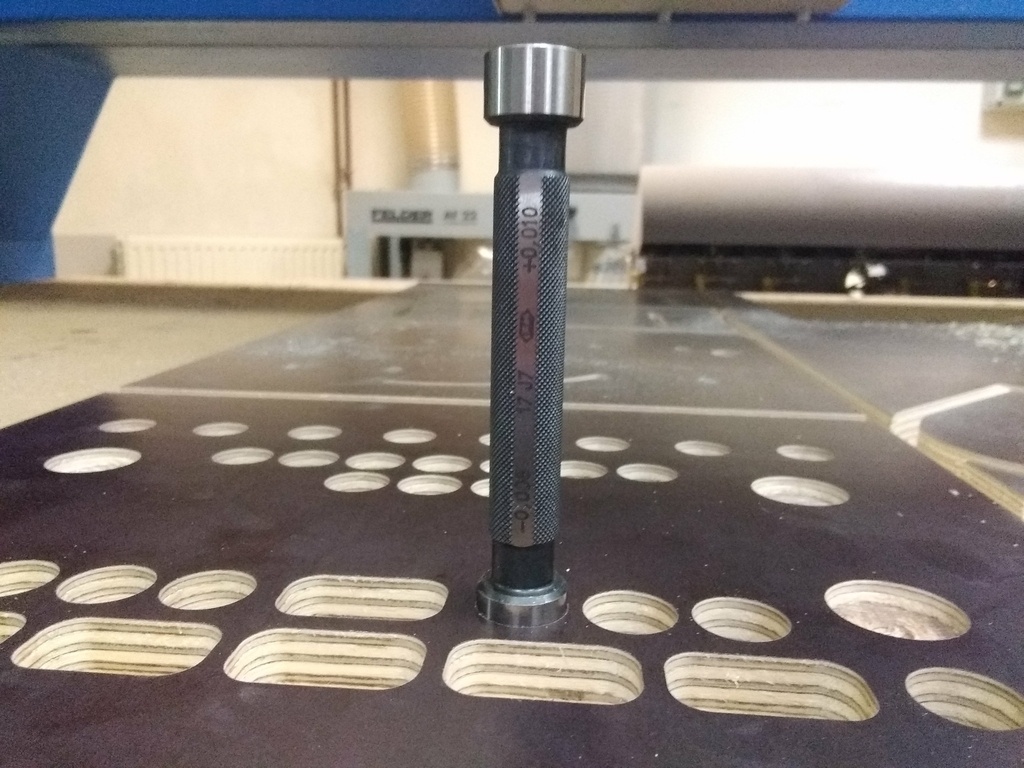
l'usinage avec correction d'outils :
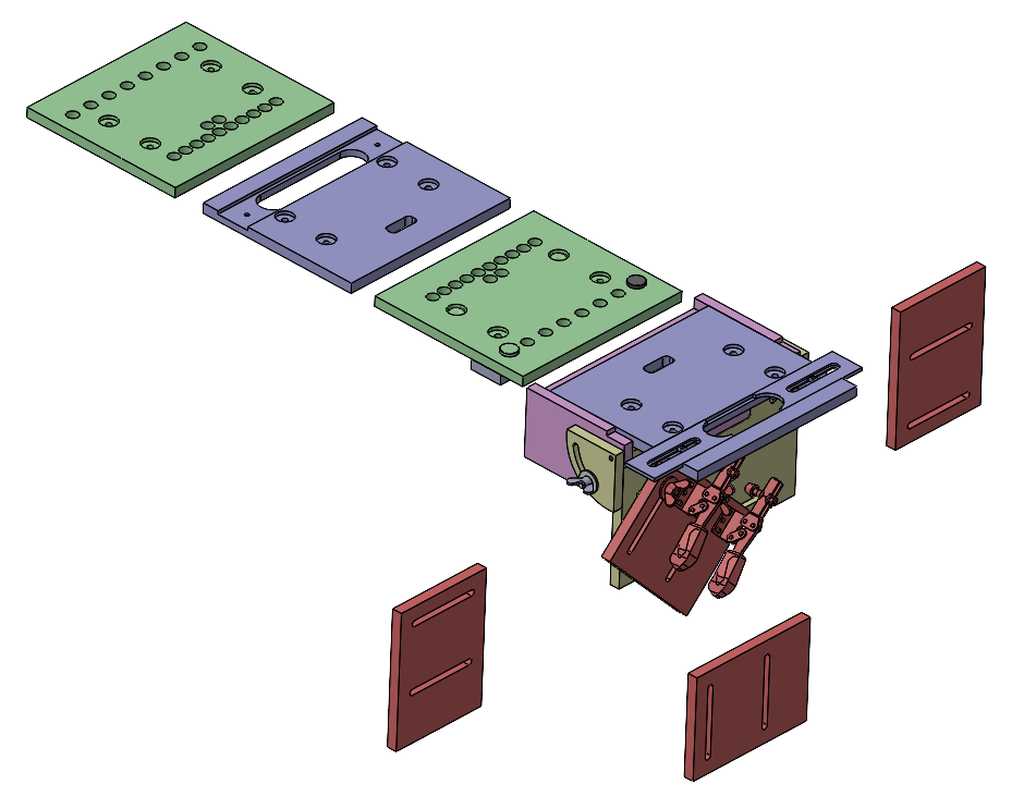
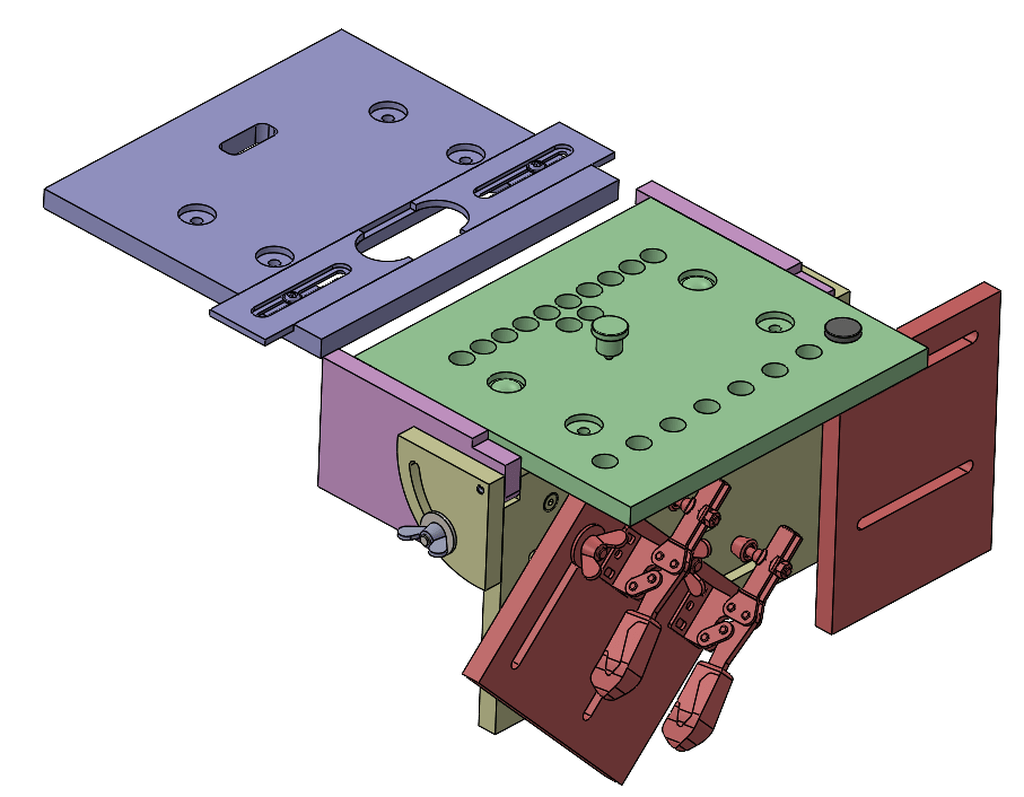
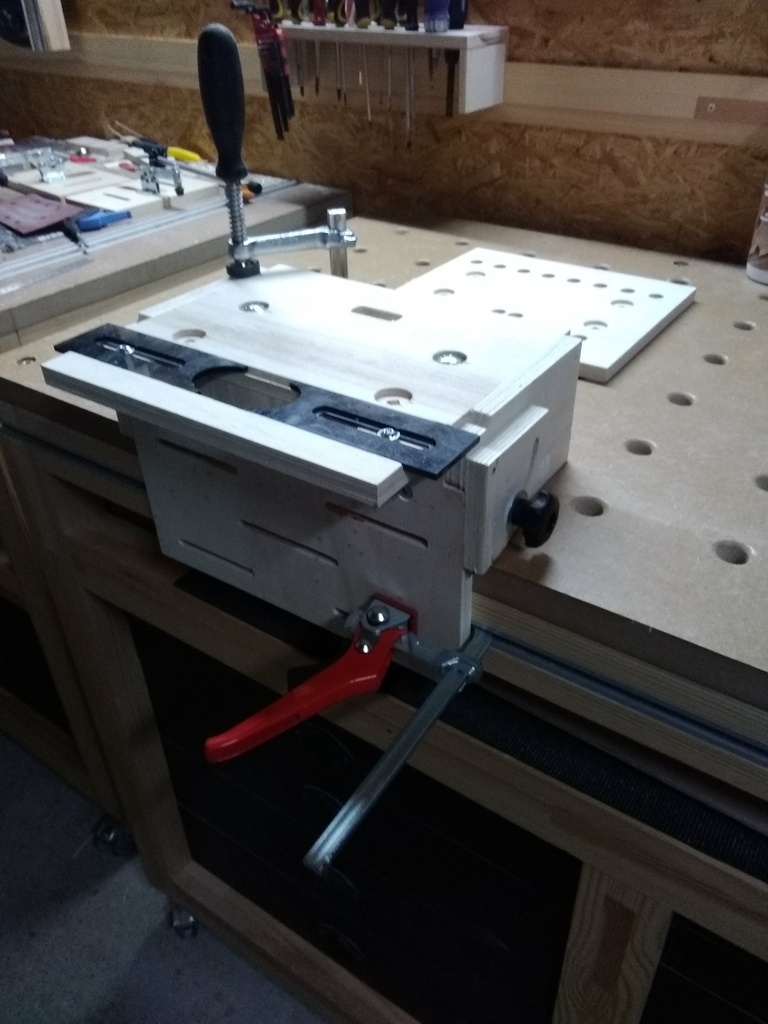
Assemblage final :
- ponçage grossier des parties en contact avec le bois
- garantir les équerrages (colle + cloueuse pneumatique)
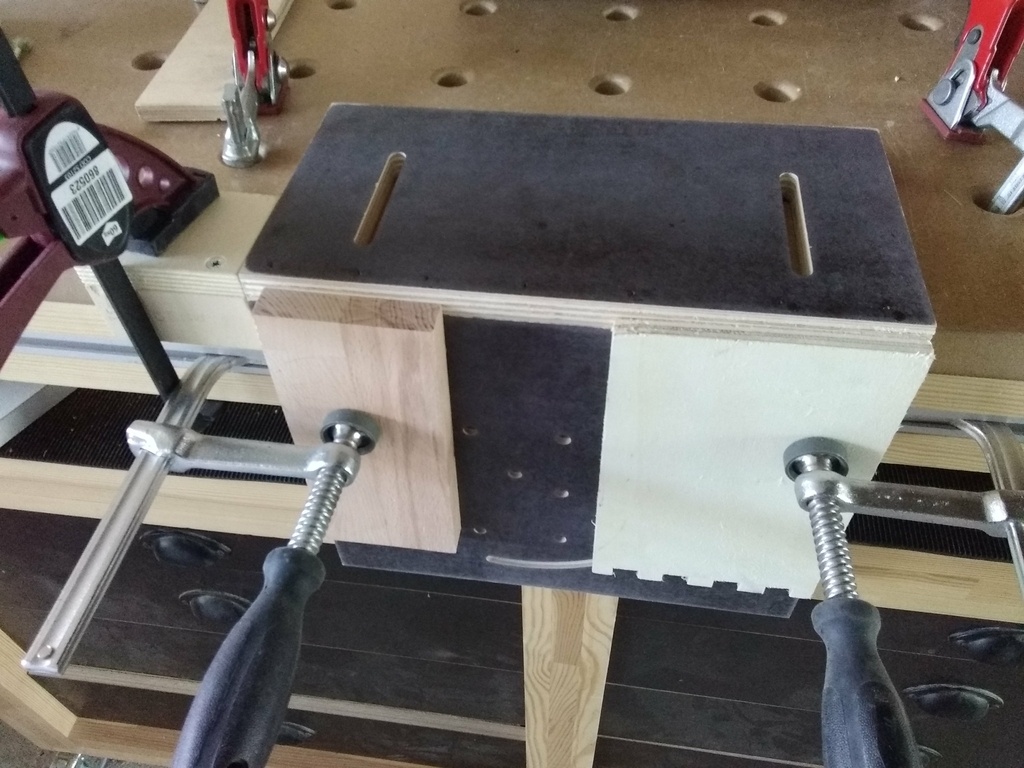
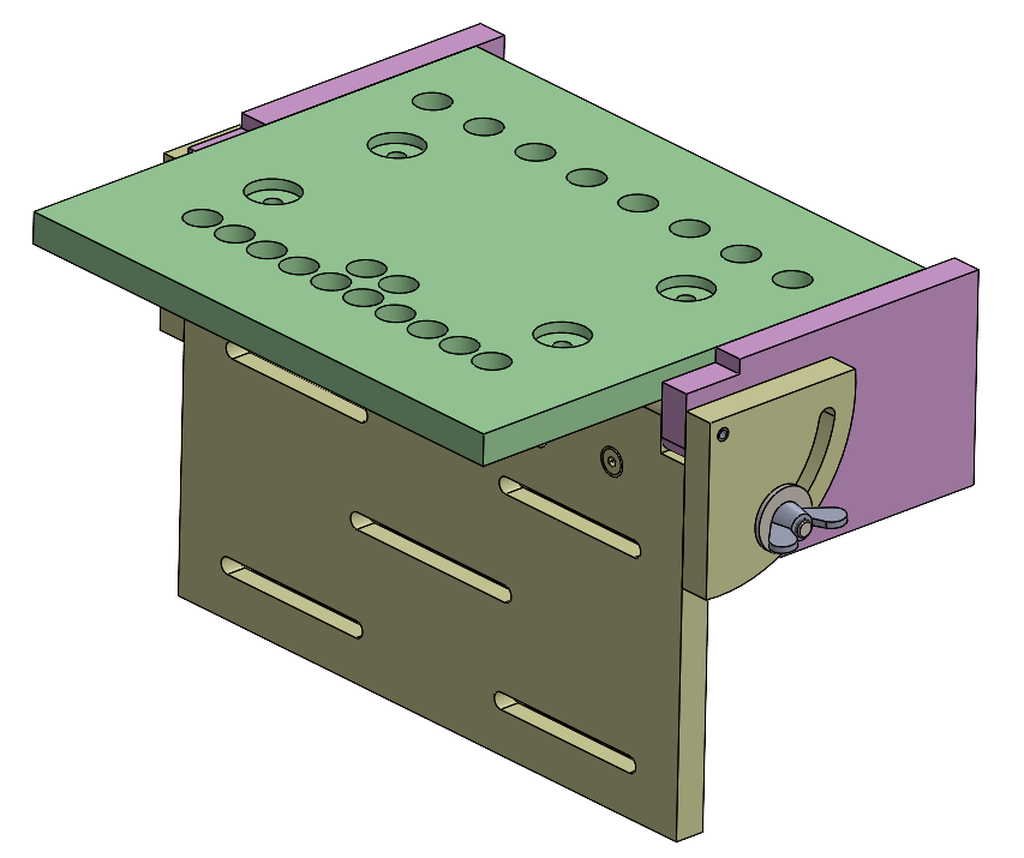
rendu final :



Conclusion temporaire et devenir du tenon mortaise
Pour faire du tenon mortaise : s'orienter vers des solutions éprouvées et refaire un nouveau gabarit + adapté. En l'occurrence, s'inspirer de :
- gabarit trend
- gabarit leigh
- du gabarit multiassemblage de toutenbois
- de la boite magique de guido henn
- et autres dérivés tous conçus +/- de la même façon
bref, une plus grosse boite, plus rigide et plus adaptée ...





Voila où j'en suis aujourd'hui.
merci pour vos remarques et retours
Publications associées

Licence




Discussions
Super intéressant et bien détaillé! J'ai hâte de voir la suite.
Merci.
ça avance, ça avance ;-)
Hey Marcj, tu as lâché les chevaux là.
Ca à l'air vraiment bien ton système. Faut que je passe voir ça.
Au fait, la CN, elle est à toi, ou tu peux en disposer au travail ?
A quand la commercialisation du système ;)
Tu seras le bienvenue dans mes 8 m² d'atelier

Passe boire un coup, c'est à côté de chez manu
Pour la CNC, oui c'est celle du boulot, je l'avais faite acheter et du coup c'est un peu mon bébé. 1mx1,5m y'a de sacré possibilités.
Pour la petite histoire je suis resté mercredi soir dernier (10/11) pour tenter d'usiner mais ils coupent le compresseur général à 19h30 ... perdu pour cette fois. La photo du CP de 15mm montre l'usinage lorsqu'il s'est arrêté.