

Le "Zéro virtuel pour toupie" que j'ai fabriqué il y a quelques temps se limitait à projeter, sur une pièce à usiner, une position d'axe de toupie dans le sens de déplacement de la pièce lors du toupillage (dénommé "axe X" pour la suite du descriptif). J'ai étendu d'utilisation de ce "Zéro" au pré positionnement du carter-guide, sur l'axe perpendiculaire (Y) de sorte à prédéterminer la profondeur de travail de l'outil plus facilement qu'avec une règle de toupilleur. Cette règle étagée est pratique pour déterminer une hauteur de fers (un plan horizontal) par rapport à la table de toupillage mais peu commode (donc approximative) lorsqu'il s'agit de pré déterminer une profondeur de travail c'est à dire le point de tangence d'un dispositif rotatif.
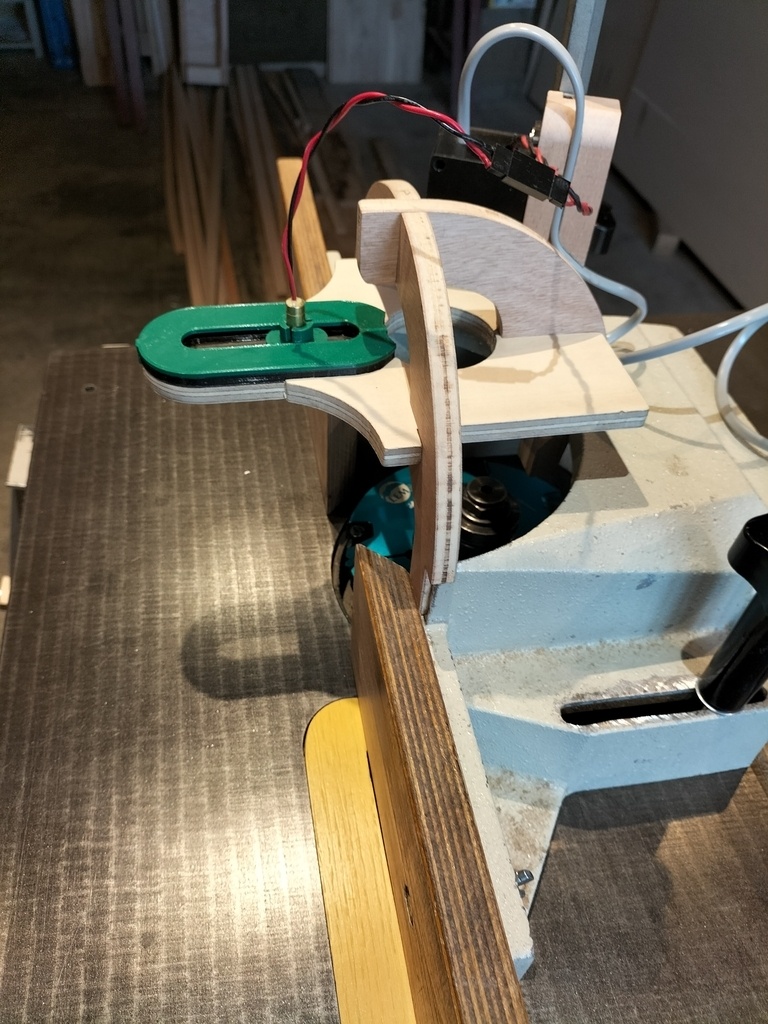
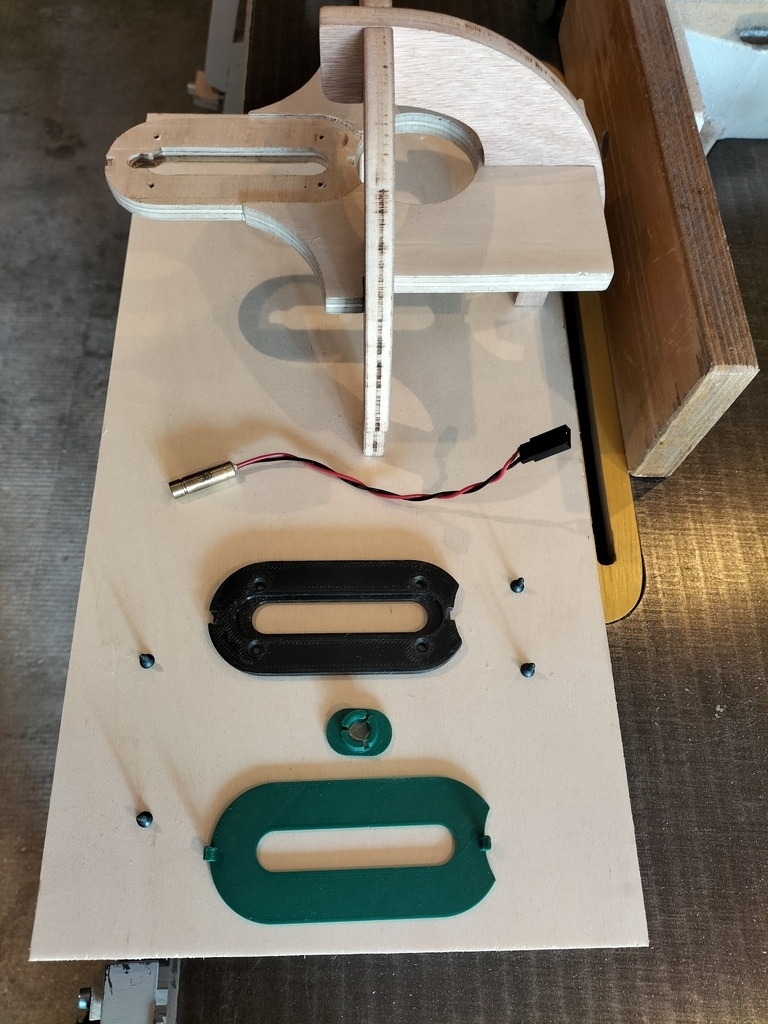
J'ai pour cela simplement remplacé la plaque (initialement percé d'un trou) support de la source lumineuse par une plaque rainurée à laquelle j'ai adjoint un système coulissant réalisé en impression 3D.
Le système se compose d'une platine en matière plastique (PLA) de 5 mm d'épaisseur, dotée de 4 trous fraisés accueillant des vis de fixation (sur la plaque support en CP de peuplier) et comportant une rainure traversante, doublée une rainure plus large, de 2 mm de profondeur. Le support de source lumineuse. Sa base de forme ovale (épaisseur: 2mm) s'insère et coulisse dans la rainure de la platine support. Le tout est recouvert par une platine d'encapsulage de 2 mm d'épaisseur qui est maintenue par deux ergots aux extrémités venant se clipser sur la platine inférieure.
L'utilisation du système consiste en un étalonnage, une détermination de la profondeur virtuelle de travail, un déplacement du guide d'appui à cette valeur.
L'étalonnage consiste à positionner le trait de faisceau (axe X) de manière à ce qu'il affleure la face d'appui des joues du guide.

Lorsque la position est obtenue, il suffit de déplacer le carter-guide (sur l'axe Y) jusqu'à ce que le faisceau affleure le fer de l'outil monté sur l'axe. Le coupant du fer et le plan formé par les joues du guide sont alors coïncidents. La profondeur d’usinage est alors nulle

Contrairement à la règle de toupilleur, un faisceau lumineux permet de démarrer brièvement -et sans risque- la toupie pour vérifier que la position retenue correspond bien à l'apogée du parcours cyclique des fers de l'outil.
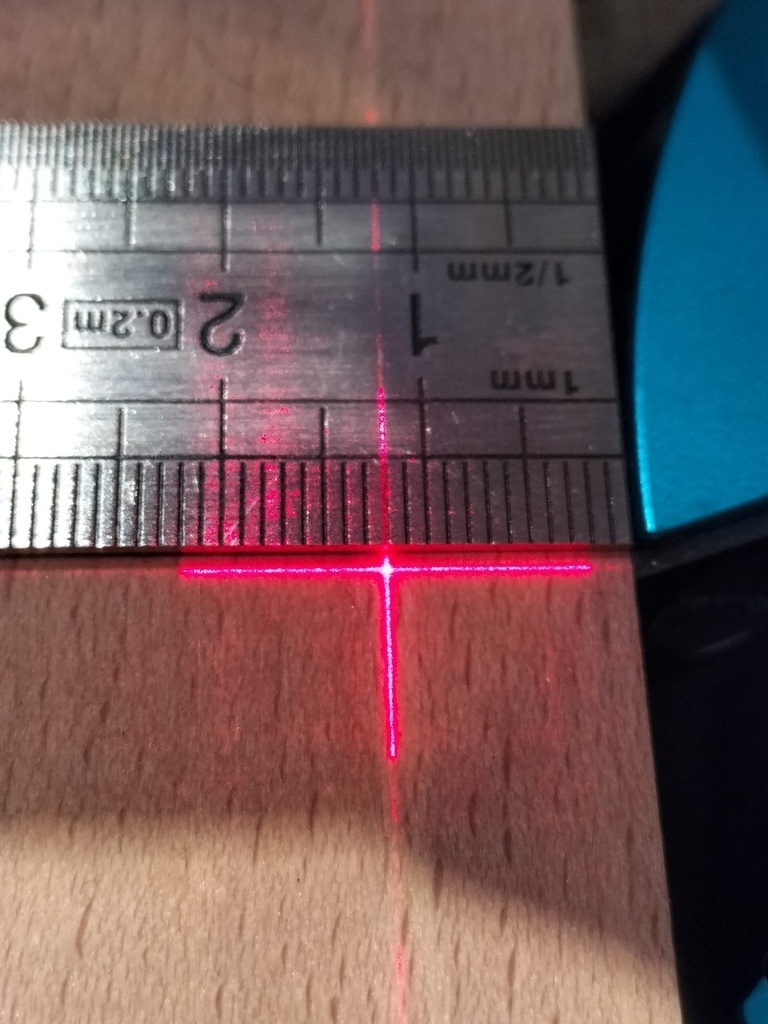
Lorsque l'étalonnage est finalisé, il suffit d'éloigner - coulisser le support de faisceau de sa "position zéro" jusqu'à la valeur de profondeur de travail désirée (dans l'exemple en photo: 12mm).
Une fois la position atteinte il faut déplacer (reculer) le carter guide de sorte à ce que le faisceau vienne à nouveau affleurer le fer du porte outil (affinage là aussi possible par un démarrage bref de la toupie). Lorsque la position est atteinte, il reste à bloquer la carter dans cette position.
Le dispositif n'est pas parfait au sens où la marge d'erreur dépend du soin et de l'acuité visuelle à réaliser l'étalonnage et le pré positionnement de profondeur. La marge d'erreur est de l'ordre de +/-5/10ème de mm.
L'affinage de la côte à moins de 5/10ème d'erreur reste, malgré ce système, aléatoire (déserrage-déplacement du guide par tapotage, essai, correction, essai....etc). Cet aspect du réglage semble pouvoir trouver une solution dans l'application d'un principe géométrique (Thalès) cette fois sur les joues du guide.
Suite au prochain épisode.....
Publications associées

Licence



Discussions