
Bonjour à tous,
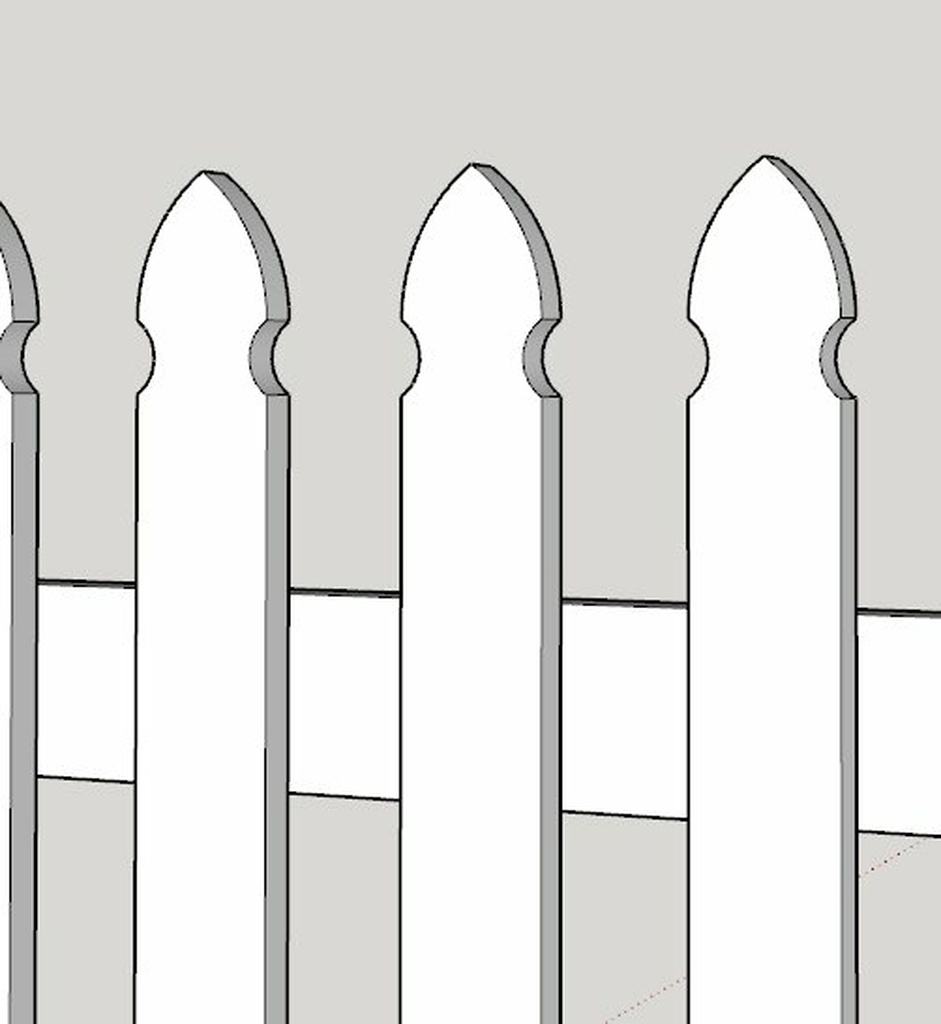
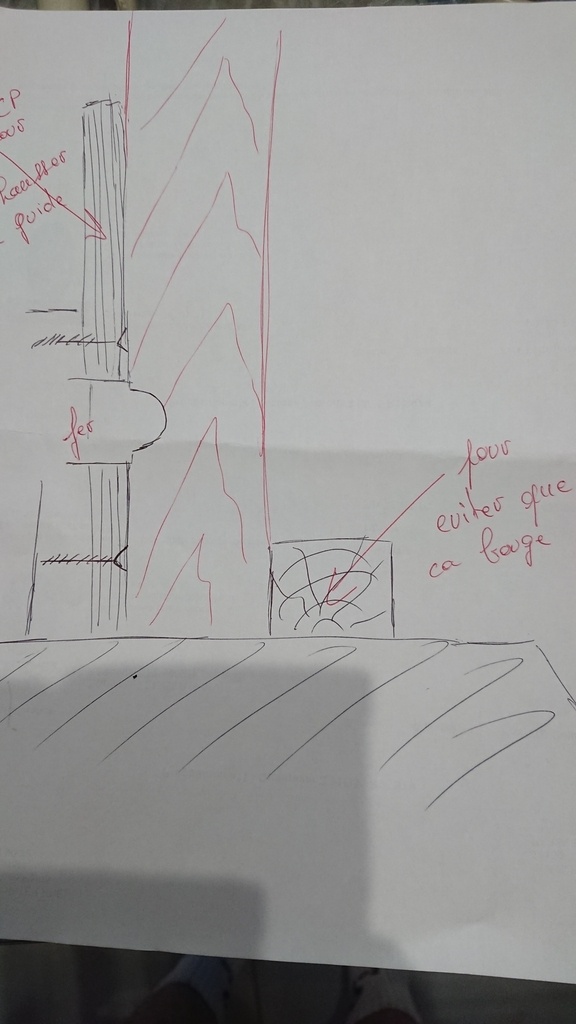
Sur le papier c'est facile à dessiner mais... voici des pointes avec une partie convexe et une concave (de diamètre 30), et je manque un peu d'idée pour l'usinage ! Sachant qu'il y aura environ 160 lames, j'ai besoin d'une méthode industrielle...
Merci pour vos idées !
7 réponses
Hello
évidement toute fabrication est lié à ton outillage
Le but étant d'aller assez vite en obtenant un état de surface valable compatible avec la finition envisagée.
Pour le trou si tu as une molette du diamètre voulu la solution de Palissandre ( usinage à chant en paquet) me semble la plus adaptée mais l'idéal est de le faire à la molette pour avoir un état de surface qui supprime le ponçage du trou. Donc souvent le diamètre du trou est adaptée en fonction de l'outillage de l'atelier.
Pour les pointes un calibrage toupie au bouffe tout devrai donner un résultat acceptable.
Quand je prépare un projet tel que celui ci je me dit tout de suite mais cela fait deux opérations si on pouvais réunir cela en une seule.
Alors un avec un bouffe tout de 50 je pourrai faire un calibrage (trou ; pointe ) en une seule opération. Je réfléchi selon le bois il sera surement mieux de retourner le bois pour pouvoir coucher le fil du bois des pointes, le trou pose problème aussi il faudrait un diamètre légèrement supérieur à 50 pour pas être pris en plein bois car là on va relever les fibres en sortie. La réflexion va porter sur la quantité de bois à enlever sur les pointes peut t'on se dispenser d'une opération d'épannelage à la scie en amont du calibrage.
Alors avec le temps la solution proposée au client correspond déjà à l'outillage de l'atelier sinon le devis devra en tenir compte.
Si l'obligation de refaire à l'identique ou si de petites corrections de profil, ne nuit pas à l'esthétique de l'ouvrage la méthode de fabrication va dépendre de ton outillage.
En gardant à l'esprit: quel état de surface je vais obtenir ? par exemple il faut mieux souvent des opérations de coupe par rapport aux opérations de perçage, le sens de la coupe à son importance aussi.
Il faut essayer aussi dans la mesure du possible réunir les opérations sur la même machine.
Pour résumer toutes les réponses qui vont d être données vont être valable d'un point de vue technique mais toi seul peut en apporter une qui correspond à ton atelier en fonction de ton outillage et des obligations de ton projet.
Merci Bonbonveronbi, et tu as tout à fait raison : je suis prêt à acheter une bonne mèche, mais pas une toupie stationnaire ! Donc la première question que je me suis posée était en effet "comment je vais usiner cela ?". Et je te rejoins aussi sur l'idée que la scie fait chez moi du meilleur travail que la perceuse ou la toupie.
D'où la solution du "cove cutting" qui est simple, pas cher, efficace. Le seul prix à payer sera l'état de surface, je n'échapperai pas à un bon ponçage au rouleau.
Merci pour cette réflexion pertinente !
La solution du "cove cutting " est très intéressante pour information nous l'utilisons pour évider des noyaux d'escaliers par exemple . il se trouve que ces cas là la scie couche le bois dans la première partie de la courbe puis vient le soulever donnant un état de surface plus mauvais dans cette seconde partie. Pour palier à cette inconvénient nous réglons la machine pour évider légèrement plus petit puis nous procédons par retournement pour arriver à la cote final ainsi le bois est couché sur les deux cotés. Je doute que cela soit utile pour ce projet le rayon étant très petit mais cela servira peut être pour une prochaine fois.
Mon avis est le suivant : je ferai les pointes en premier à la scie à ruban et ensuite les encoches sur une perceuse à colonne avec une bonne scie cloche, ensuite ponçage sur manchon.
Merci Xavier, quoique les scies cloches ne font pas toujours un travail formidable. Pour 160 trous je suis prêt à investir dans une bonne mèche, mais comme dit plus bas, le centre du trou est en dehors de la lame, ça complique un peu... La méthode "cove cutting" m'ira bien !
je ferais à la "cove cutting" à la circulaire.
le calculateur de matthias wandel pour trouver l'angle
en ensuite, en empilant toutes tes lames avec deux serre-joints, tu les passe comme un panneau, toutes d'un coup. Ou par paquets selon tes quantités. plusieurs passes bien sur, en montant la lame de 2mm à chaque fois, et à faire deux fois pour les deux cotés, faute de pouvoir mettre les serre-joints en bout, mais à mon avis une des méthodes les plus rapides.
Qui va bien sur faire hurler les anciens, parce que c'est pas très conventionnel, et c'est pas comme ça qu'on utilise une scie à format  .
.
non l' ancien ne va pas hurlé car se comporte en pro
sur sa scie a format il monte un porte outil qui fait le demi rond d 'un seul coup en mettant les lames par paquet de onze
vous ne cessez de m'épater et me surprendre, monsieur Desthuilliers. Ma scie n'a pas de porte-outil pour empiler les lames... et je ne savais pas que c'était une technique réellement utilisée par des menuisiers. j'ai découvert ça avec des bricoleurs youtube, et m'en suis servi à plusieurs occasions pour pallier à mon manque de toupie.
Copeaux d'aronde bonjour
a la place de la lame vous mettez un disque qui supporte des outils la même chose que sur les scie radiales
Merci Copeaux d'aronde ! Alors là j'achète ! Surtout qu'avec le calculateur ça devrait simplifier les essais. Avec mon matériel d'amateur (C260N de 1976 et moteur de 1,5kW), la scie circulaire est 10x plus efficace que la toupie et bien moins dangereuse, je peux passer des lots de lames... que des avantages. Merci pour l'idée !
bonjour
prendre une mèche de bonne qualité
usiné les trous en accolant deux lame
percé et le travail est presque terminé
prendre un manche a balaie entourez celui avec du papier abrasif et finir le demi trou
je fais comme cela c est rapide et si la mèche est de bonne qualité cela va très bien
etienne le paresseux
Ah ! Maitre Etienne et son amour des animaux 
Effectivement, il faut éviter de lui hérisser le poil !
Merci etiennedesthuilliers, mais comme indiqué plus bas, le centre du cercle est en dehors de la lame, donc pour cette méthode il faudrait intercaler une entretoise entre les lames, ce qui complique un peu. Et 160 trous, c'est plus long que 16 passages de "cove cutting". Merci quand même pour l'idée !
Tout simplement:
- Traçage avec un gabarit.
- Découpe à la scie à ruban.
- Finition à la ponceuse cylindrique.
Pas de montage, pas de réglage, pif pof pof, pif pof pof... ça va très vite.
etiennedesthuilliers Découper en triangle, redécouper ce qui reste en triangle, on arrive à un demi octogone pas beau, mais ensuite, un coup d'usinage à la ponceuse cylindrique ... et voila...
C'est comme cela que j'ai toujours vu mon père faire, et comme je fais moi-même.
De plus, je suppose que c'est du résineux, donc, pas dur du tout. Cela va dont très vite.
En tout cas, il ne me viendrait pas à l'idée d'utiliser des techniques plus sophistiquées, demandant du temps de montage et de réglage.
Ceci dit, faire un trou sur deux lames accolées est également très simple.
Merci Kentaro, mais alors pour le coup, cette méthode artisannale x 160 lames x 2 côté... ça use les souliers ! Pour 320 creux, je veux bien passer 2 heures à faire des réglages si après ça va tout seul ! Il y a une méthode plus haut qui m'a bien plus... Merci quand même pour l'idée !
À la toupie tu montes un fer à la dimension souhaitée tu usine par paquet de 20 lames bien maintenue entre elles, aligner avec une règle 2 serre joint, un cp visser sur les mâchoires pour pas déversé en hauteur
En effet, c'est pour moi une technique très rapide, par contre il faudrait concevoir un fer plus compliqué, tu n'unines pas la forme en question sur ton schéma et puis il restera la partie haute courbé qui je pense sera trop haute pour se faire en une fois avec cette méthode.
Je propose un usinage à la défonceuse avec bague à copié ou fraise à copier. Un seul gabarit à faire et on y va, par contre pour en faire 160 ça va prendre énormément de temps.
Rien de sorcier pour le fer et au vue du dessin la première courbe fait un peu prêt 90 de haut donc un arbre de toupie monte plus

Merci Palissandre, je n'ai pas de fer comme ça mais cela aurait pu être une solution. Quoique je n'aime pas trop usiner avec des planches debout, surtout à la toupie ! Mais j'ai repéré une réponse qui me plait bien dans les suivantes. Merci quand même !
Je viens d’avoir une idée à chaud : et si tu mettais dix lames côte à côte sur un panneau. Un tasseau de chaque côté pour verrouiller en largeur de façon à ce que les lames ne s’écartent pas. Un tasseau en bas pour les aligner. Un coup de règle pour tracer une ligne sur laquelle aligner tes trous et tu percerais à l’aide d’une mèche plate à la jonction de deux lames ?
Ça te paraît valable comme idée ?
Ensuite pour la partie convexe, tu en fais une que tu recopie 10x à l’aide d’une fraise à copier sur la défonceuse ou à la toupie si tu dispose d’une toupie bien sur. Puis tu réutilise ces dix même lames pour en recopier dix autres puis idem pour 20 etc. Tu peux visser à l’endroit où seront positionnées tes traverses. Plus rapide que si tu ne gardais qu'un gabarit qu’il faut visser puis dévisser sur chacune des lames.
Merci ValentinDu, pour la partie convexe je vais me faire un montage d'usinage et le faire avec la scie circulaire du combiné. Pour la partie concave, j'avais pensé à ton idée mais je ne veux pas faire un vrai demi-cercle (le centre est en dehors de la planche), donc il faudrait mettre une entretoise entre deux lames, ce qui complique un peu les choses. Il y a dans les réponses une solution qui me parait plus simple et fort efficace. Merci quand même !
Licence

Je ferais une entaille en V, c'est plus simple
Que des segments de droite. Mais ce n'est pas la demande initiale...
Exact, dneis, mais j'ai dit à mon copain (oups, "client") que je ferais ces creux "sous réserve que je trouve une solution d'usinage". Sinon j'aurais pu proposer un triangle ou un petit carré...