
Bonjour,
Je suis à la recherche de CNC étant capable d'usiner de pieds + cheville humaines en bois a l’échelle 1. je pense que un pavé bois de 450x150 H300 environ devrait convenir.
Connaissez vous des références possédant cette capacité?
Merci.
3 réponses
Salut tu peu partir sur une CNC DIY 3 Axes
X,Z et l'axe Y remplace l'axe A
Un genre de tour numérique , cela devrait pas couter trop chère .
Moi j'ai une cnc 5 Axes diy jusqu' a 4 axes je maitrise a peut prêt mais 5 axes c est un autre monde et comme c'est du diy il faut créer un post processeur spécial pour ma machine .
Bonne journée.
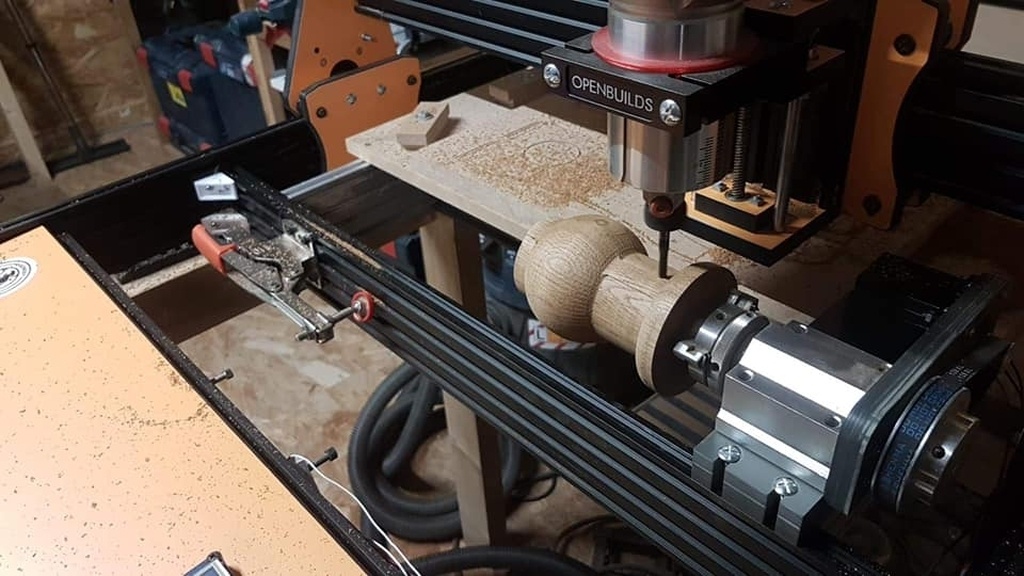

Bonsoir, les photos que tu montre la pieces tourn sur le tour et la fraiseuse se deplace uniquement le long de l'axe de rotation et en verticale ou bien a-t-elle un deplacement horizontal dans le sence radial? cequi permettrait de réaliser des pièce autres que des pièces de révolution. sur tes photo on dirait une 3 axe dont 1 pour la rotation. Je sais pas si je me fait bien comprendre...
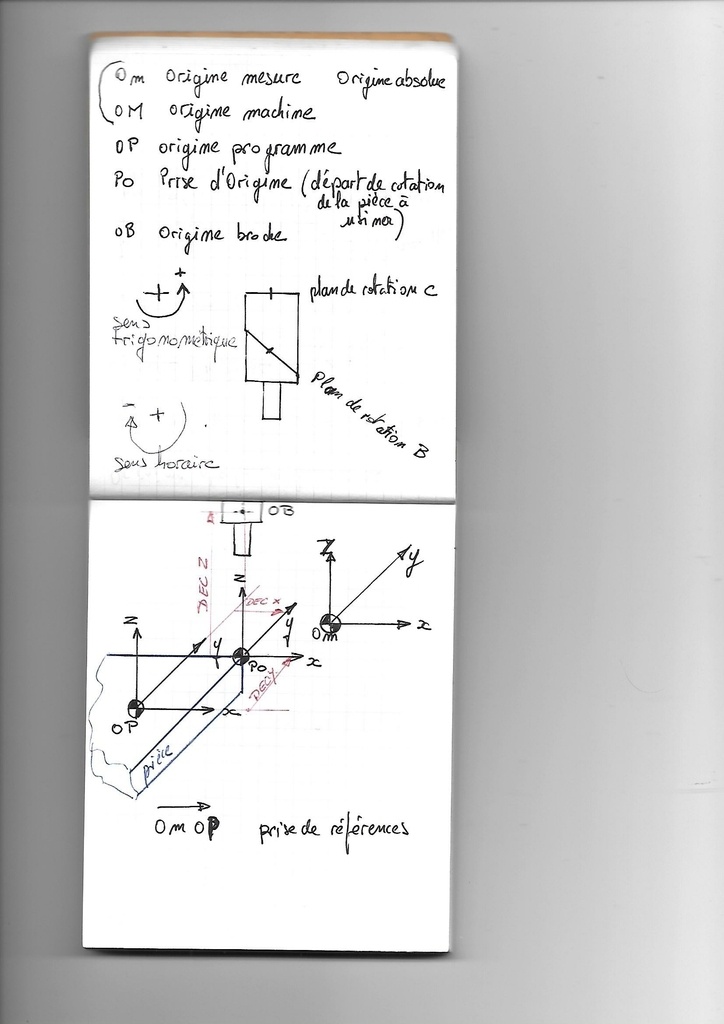
Pourrais-tu me schématiser les axe X,Y, et Z et A stp pour que je comprenne bien ce dont tu parles? A serait l'AXE du tour?
Aujourd'hui on est d'accord que du 3 axe est la cnc classique qu'on vois de partout et la 4 axe est en fait un tour qui a un fraiseause qui se déplace sur trois ax au dessus de la pièce qui tourne?
Du coup c'est quoi une 5 axes et 6 axes?
Lsda26
X (abscisse)
Y (ordonnée)
Z (altitude)
B (rotation à 45 degrés)
c (rotation à l'horizontal)
J'ai eu l'occasion de conduire une CN 5 axes pro pendant 4 ans une petite bête de 6m de long

Merci. ok pour la 5 axe, mais je pense que c'est un peut l'artillerie lourde pour ce que je comptes faire. petites series.
C'était juste pour expliquer les 5 axes, mais c'est effectivement une grosse machine pro, rien à voir avec ce que tu convoite.
Lsda26 Mais en fait, tu poses ces questions, c'est pour trouver quelqu'un qui en a une, ou pour en acheter une ?
Dans ce cas je partirai plus sur un bras robotisé 6 axes standard avec une tête de fraisage un peu comme sur la chaîne YouTube Lignum.
Erebor Oui, mais ce "petit" bras robotisé, il coûte combien ?
Crois tu qu'il soit possible pour un amateur d'en faire un ? Y a t'il des exemples ?
Kentaro j'ai jamais dit que ce serait donné juste que ce serait le plus approprié. Mais un bras de dimension réduite qui peut embarquer 10kg ça se trouve autour de 10k€.
Mais la demande est compliquée il faut pouvoir usiner les 6 faces en 3d (pouvoir orienter la tête est ici nécessaire) ce qui rend la machine de toute façon peu abordable et pas uniquement en terme de coût la programmation aussi sera coton !
Erebor Oui, je sais bien... Mais ce serait intéressant de voir si un bidouilleur amateur a déjà fait un bras de ce genre... En bois, comme celui que tu avais montré...
Kentaro oui ce serait intéressant ! J'aimerai beaucoup vois ça aussi !
Malheureusement pour réussir à avoir de la precision il faut gérer énormément de paramètres et c'est vraiment prise de tête ! J'ai des collègues spécialisé dans le domaine et c'est franchement pas à la portée de tout le monde !
Bonjour,
Bien d'accord re. complexité de la programmation d'un robot.
Quand à la construction d'un bras robotisé en bois, c'est sûrement possible, mais il ne faut pas confondre la capacité à déplacer "en l'air" un poids donné, et la possibilité d'usiner efficacement. Le bras devrait être assez rigide pour permettre des déplacements très précis, contrer les efforts de coupe et encaisser les vibrations : AMHA c'est pas gagné...
Sans avoir plus de détails sur la demande de Lsda26, je dirais une fraiseuse CNC "classique" avec un 4ème axe en rotation, comme proposé par @L'Atelier Vosgien. Cela permettrait déjà pas mal de choses, même si certain retraits restent inaccessibles.
Sinon : usinage en 3 axes et assemblage de N parties pour reconstituer la pièce complète.
Lezard Complètement d'accord la rigidité du robot pour un usinage est un enjeu majeur mais ça se fait assez bien.
Par contre pour moi la solution de la cnc classique avec une rotation de la pièce en plus permet seulement d'orienter la pièce que dans une seule dimension supplémentaire et de toujours usiner de manière perpendiculaire à la surface de référence or pour la sculpture il est nécessaire de pouvoir orienter la tête d'usinage surtout sur des formes complexes comme le corps humain (le coup de pied par exemple nécessiterai de pouvoir usiner à 45°).
Le mieux est d'usiner en 3 axes par retournement , pour l'usinage d'un pied même sur une 4 axes il y auras trop de petit endroit ou la fraise ne pourra pas usiner .
Le mieux c'est avec Vectric usinage des 2 faces du pied puis collage , ou sinon découpe du fichier 3D en plusieurs segments puis collage .
L'Atelier Vosgien Oui les 2 solutions pourraient marcher la solution de découpe plus collage serait peut-être la plus accessible en coût et compétences. il serait même possible d'usiner un centreur dans chaque tranche qui serve de référence pour le montage ensuite.
A mon sens, une cnc 3 axes doit pouvoir réaliser cela, en couchant la pièce à l'horizontale, et en retournant la pièce pour faire l'autre coté. Il faudra un peu retoucher pour les orteils.
Sinon, les cnc 4 ou 5 axes coûtent une fortune; Je n'en ai pas encore vu pour des amateurs.
N'est-ce pas plus logique de faire tourner la pièce de bois sur un axe? et de travailler sur 3 axe en plus? Car une simple 3 axe sant rotation de la pièce de bois, il faudrait presque retourner la pièces sur 4 faces pour bien faire non?
Si mais le résultat sera le même mais avec beaucoup plus de complexité (et de prix !) dans le cas mécanisé.
Après la rotation peut être gérée à la main.
Lsda26 Je propose une solution simple et peu couteuse, disponible avec une 3 axes "commune". C'est peut-être un peu bricolé, pas l'optimum, il faut un peu de manipulations, et un peu de retouches, mais cela a l'avantage d'être réalisable avec une machine devenue assez commune et peu coûteuse.
Bien évidemment, on peut utiliser une machine plus compliquée, plus optimisée, mais le coût ne sera pas le même...
Personnellement, je suis toujours partisan des solutions simples, disponibles et peu coûteuses...
Je comprends toute à fait ta proposition. Mais, si je m’équipe c'est surement pour me mettre en auto entrepreneur ou quelque chose comme ça. Donc l'idée que j'ai c'est de ne pas a voir de manipulation pendant l'usinage.
Sinon j'ai du mal a concevoir comment la cnc s'y retrouve si on retourne la pièce la main à chaque fois? Quelle repère va t'elle avoir?
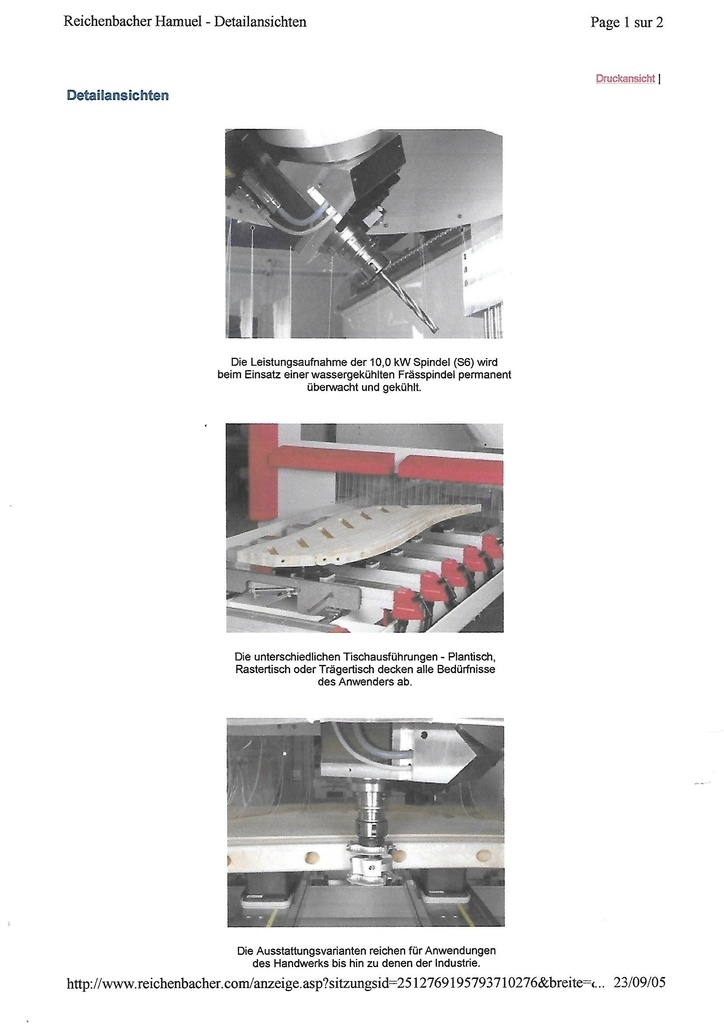
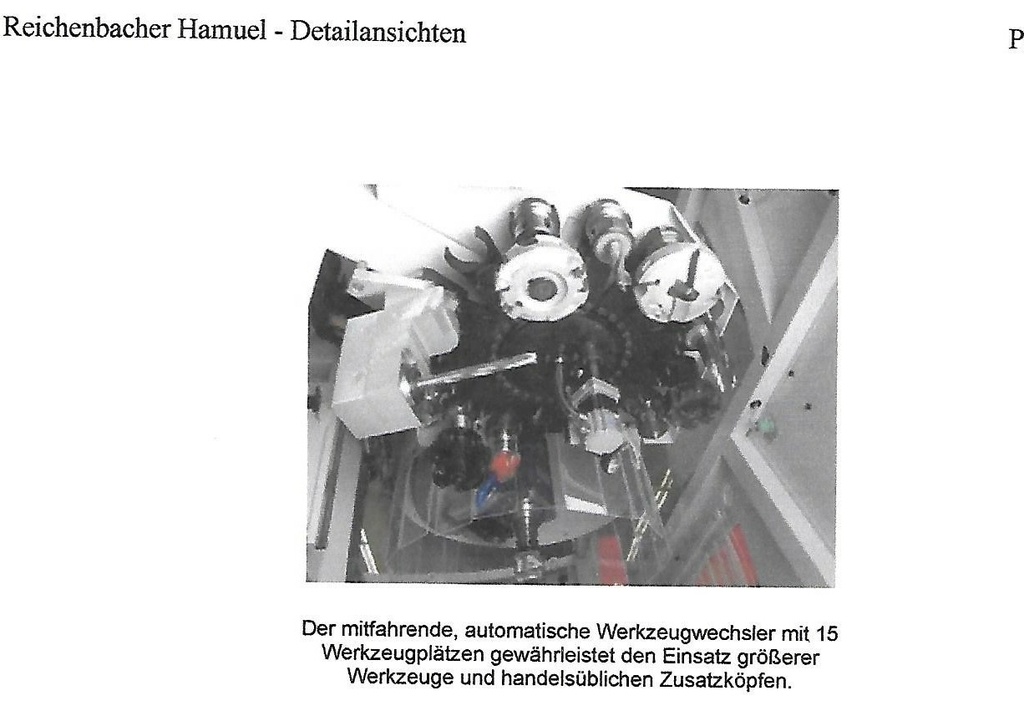
Lsda26 Ok, donc, là, tu cherches une machine pour l'acheter. Alors, dans ce cas, un centre d'usinage 5 axes, c'est un peu cher...
Quelques exemples d'occasions:
Lsda26 : pour faire la pièce avec N positionnements, il faut décomposer l'usinage en N phases, une pour chaque orientation de la pièce. Chaque programme d'usinage (phase) est fait en fonction d'une origine pièce (POM) : on place cette POM un peu où l'on veut lors de la programmation, et tous les déplacements sont exprimés par rapport à ce point.
Lors d'un repositionnement de la pièce, la difficulté est donc :
- de re-positionner la pièce correctement dans ses nouveaux axes
- d'être capable d'indiquer à la CN la position précise de la nouvelle POM, si elle a changé.
Selon les cas, on peut utiliser des surfaces de références sur la pièce que l'on vient tangenter, ou un montage qui permet de re-positionner la pièce sur la machine dans une position connue etc...
Cela se fait, mais cela demande de bien anticiper les différentes phases, cela prend du temps, et on perd de toute façon un peu de précision à chaque repositionnement.
D'où l'intérêt de travailler en 5 axes sans démontage si la pièce le permet, et si on en a les moyens
ok je comprends.
Du coup même avec ne 4 axes , en faisant par exemple tourner le pied dans l'axe de tibia, j'ai l’impression qu'on risque d'avoir du mal à réaliser la voute plantaire non? Quand je vois le pris d'une 5 axe d'occas 
Lsda26 effectivement le soucis là c'est que la forme nécessite de pouvoir orienter la tête d'usinage. Le problème sera le même pour le dessus des doigts de pied
Lsda26 Je ne sais pas trop ce que tu veux faire avec ces "pieds", mais il y a aussi la possibilité d'imprimer en 3D, avec des filaments résine/bois. Cela donne un aspect bois, comme du MDF. Vernis, cela peut faire un effet.
En fait, c'est pour réaliser des formes de pieds pour un amis podologue qui fait des chaussures orthopédique, notamment pour des handicapés et qui fait usiner les formes des pieds scannées en 3d sur ses patients afin de pouvoir faire ensuite réaliser les chaussures sur mesure. Aujourd'hui, c'est "formes/empreinte/moule" en bois, qui peuvent parfois avoir des formes très particulière suivant la pathologie des gens, ne prennent pas en compte la forme des orteils.
Mais du coup si il faut partir sur une 5 axes, je ne vois pas comment je pourrait investir dans un équipement aussi onéreux (même d'occas).
Pourtant je pense qu'une petit 5 axe avec un déplacement de 300 en x et 600 et y suffirait avec les 3 autre axes. Toutes les 5 axe que je vois sont des monstres inutiles pour mon usage. bizarre que l'on ne trouve pas des petits modèles.
Une des soucis pour la taille c'est que en s'éloignant de la tête d'usinage chaque articulation doit supporter les efforts des autres et pour avoir cette rigidité chaque articulation doit être plus grosse donc à la fin sur 5 axes on se retrouve avec du gros matériel (et pas donné en plus) même pour de petites dimensions.
L'autre soucis vient de la technologie travailler en 5 axes n'est vraiment pas à la portée de tout le monde ce qui réduit considérablement le marché et un pro qui investi n'achète (quasiment) pas de petite machine.
Lsda26 Dans ce cas, y a pas photo, l'impression 3D, c'est ce qu'utilisent le fabricants de prothèses. Il ne faut pas tant de temps que cela. Il faut optimiser l'impression, avec une forme complétement creuse (pas imprimer du plein, bien sur...).
D'autre part, il y a des sociétés qui impriment avec de grosses machines, selon des techniques plus sophistiquées que les petites machines pour particuliers : Shapeways, 3DHub, etc.
C'est un peu cher, mais c'est toujours moins cher que les précédés artisanaux, ou manuels.
Licence

J' ose ma blague, faut les faire à la main ok
ok 
Bonjour,
Pourriez-vous poster un exemple de ce que vous voulez réaliser pour mieux appréhender les difficultés ?