

Comme lors de mon dernier boulot, le dégauchissage était vraiment pourri, après moult vérifications, prises de tête et injures diverses (ça va, je suis seul dans l'atelier), je me rends compte que les tables ne sont plus du tout alignées.
Comme je n'ai aucune idée de comment procéder, après une recherche sur internet, je ne trouve aucun info sur les Lurem CB310.
J'ai fini par trouver ce document qui m'a servi de point de départ, mais les deux modèles sont différents donc, il faut m'adapter.
Liste des articles
La table de sortie
Comme les fers sont fatigués, j'en profite pour les changer et je vérifie que la table est alignée avec l'axe porte-fers. Pour ce faire, je place une petite pièce de bois à une extrémité de la table, avec un bout qui dépasse au dessus de l'axe. Je fais rouler l'axe à la main, le fer monte, il emporte la pièce de bois sur quelques mm et redescend.
Je fais cette vérification pour les trois fers, à chaque fois de chaque côté de l'axe.
Le déplacement doit être identique à chaque fois. Si ce n'est pas le cas, je réajuste le fer.
Comme les trois fers sont positionnés avec un positionneur de fer, et qu'ils sont bien mis tous les trois, je considère que la table de sortie est parallèle à l'axe.


La table d'entrée
En relevant la table, à gauche et à droite, on peut voir plusieurs vis qui vont intervenir dans le réglage (J'ai enlevé le carter d'aspiration pour travailler plus facilement)
Sur la gauche, deux grosses vis qui ressortent de l'axe et deux petites, noyées (1 et 2)
Sur la droite, deux vis avec écrous de serrage (3 et 4) et une vis à penture (5) qui sert à bloquer la table, donc on n'y touchera pas.
Après avoir passer des heures à desserrer un peu ici, resserrer un peu là et rien qui va, j'opte pour une solution radicale et je dérègle toutes les vis en même temps puis j'y vais tranquillement pour voir l'effet de chaque vis.

La bascule avant/arrière
On se focalise ici sur le pivot de la table.
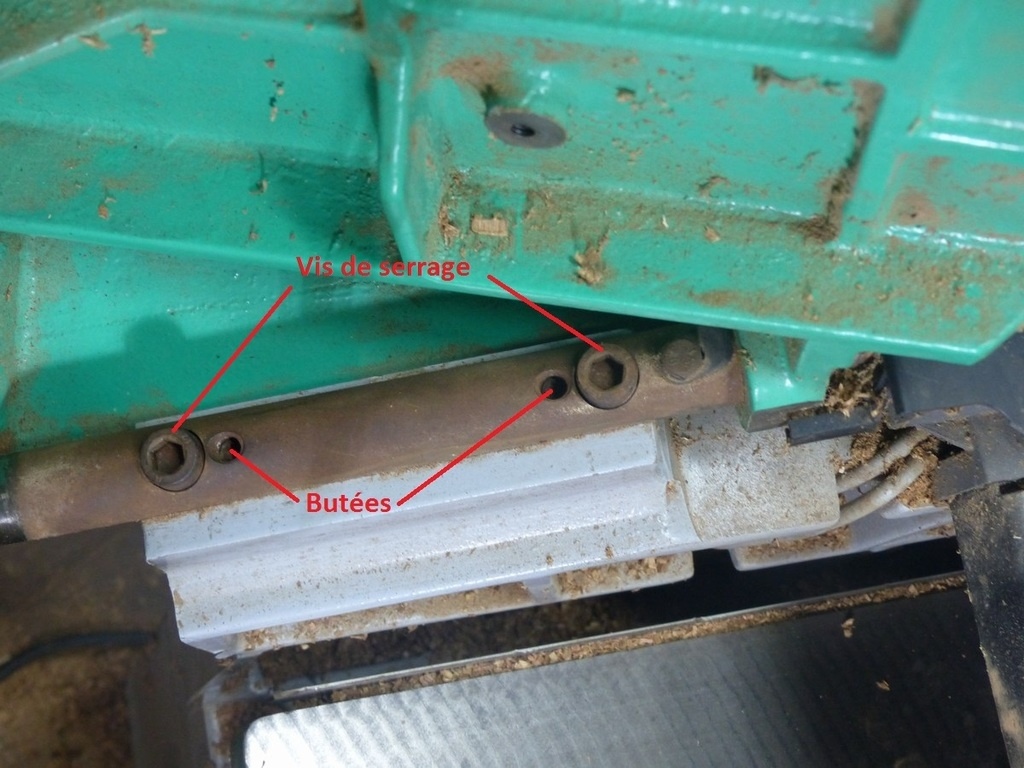
Les deux grosses vis servent au serrage de la table sur le pivot, les deux petites vis serviront de butées, donc de réglage fin avant le serrage.
Quand on visse la butée près de l'axe, on monte la table au niveau de l'axe. La dévisser aura l'effet inverse.
Quand on visse la butée éloignée de l'axe, on monte l'arrière de la table. La dévisser aura aussi l'effet inverse.
Malheureusement, si on visse la butée près de l'axe, le nez de la table monte, mais l'arrière s'abaisse très légèrement. On a le même phénomène avec la butée éloignée de l'axe.
Donc, le protocole devient:
- on baisse la table
- on pose une règle (pour moi, une règle de maçon, je n'ai pas de règle rectifiée) sur la table de sortie, elle dépasse bien sur sur la table d'entrée et on s'assure qu'elle est bien à plat sur la table de sortie. La règle doit être posée le plus près possible du pivot de la table
- on vérifie à l'aide de jauges d'épaisseur s'il faut relever ou abaisser le nez ou l'arrière
- on ouvre la table
- selon ce qu'on a observé avec les jauges, on dévisse légèrement la vis de serrage correspondante, on ajuste légèrement la butée et on resserre fermement la vis de serrage
- on referme la table et on vérifie à nouveau avec la règle et les jauges
Ce cycle est à répéter plusieurs fois, jusqu'à ce que les deux tables soient parallèles.
La bascule gauche/droite
Maintenant, on peut passer aux vis de l'autre côté.
Ces deux vis sont composées d'un écrou fixe, en haut de la vis, c'est lui qui servira pour le réglage et un écrou mobile sur le bas, qui servira à fixer la vis dans la bonne position.
Ce réglage est beaucoup plus facile. La vis près de l'axe n'intervient pas dans le réglage, elle sert de maintient de la table une fois tout régler.
On desserre les écrous de blocage des deux vis et on les fait bien monter sur la vis pour qu'il ne gênent pas pendant le réglage. On abaisse la vis près de l'axe pour qu'elle ne touche plus la table, il ne faut pas hésiter à la baisser de plusieurs mm.
On referme la table et, comme pour l'étape précédente, on place la règle de maçon de la même manière, mais cette fois, du côté opposé de la table, au plus près des vis que l'on règle.
Ensuite, en fonction des jauges, on visse l'écrou fixe (pour descendre la table) ou on le dévisse (pour monter la table)
Une fois terminé, table fermée, on remonte à la main la vis près de l'axe jusqu'à ce qu'elle touche la table.
Enfin, une fois terminé, on peut descendre les écrous mobiles et, en maintenant parfaitement la vis dans sa position, on les serre fermement.

Attention
Les vis de réglages (les butées sur le pivot et les vis sur la droite) sont très sensibles. Parfois, une rotation de 15° suffit pour affiner le réglage ou au contraire, s'en écarter.
Une fois tout terminé, il faut vérifier à nouveau le parallélisme avec la table bloquée. Il est très probable qu'il faudra revenir une fois ou deux sur le pivot et sur les écrous de droite.
C'est surtout au moment du serrage définitif que j'ai vu apparaitre des petits défauts d'alignement. Sur la fin, il faut donc travailler en douceur, sans se presser, par petit coup.

Voilà, j'espère que ça pourra en aider quelques uns et faire gagner du temps.
Toutes les remarques sont les bienvenues.
Licence





Discussions
Merci, j'ai la 310SL, j'avais fait ce réglage un peu from scracht, c'est bien d'avoir donné le lien vers ces docs.
...quelle belle machine !

une très bonne description.
Salut, je compatis vraiment. J'ai une 310 RL qui a posé les mêmes difficultés. J'ai calé la table d'entrée sur le cylindre directement, afin d'optimiser le parallélisme des fers avec la table de raboteuse aussi.
AU bout du compte, ce n'est pas parfait, j'ai du accepter une tolérance.
Merci du topo.
Pascal