

Je vais vous présenter ici une méthode pour usiner une pièce relativement courte avec un quart de rond concave et convexe opposés l'un à l'autre.
Liste des articles
Préambule
Les besoins
- Faire la pièce en au moins 8 exemplaires rigoureusement identiques
- Longueur finie de la pièce : 150 mm
- Quart de rond convexe de rayon 48 mm
- Quart de rond concave de rayon 20 mm
- 2 mortaises de domino par face restantes (soit 4 en tout :) )
Le projet final
L'usinage de ces pièces est bien gentil, mais quel est son but ?
Et bien tout simplement, de réaliser les assemblages des étagères internes de ce claustra :
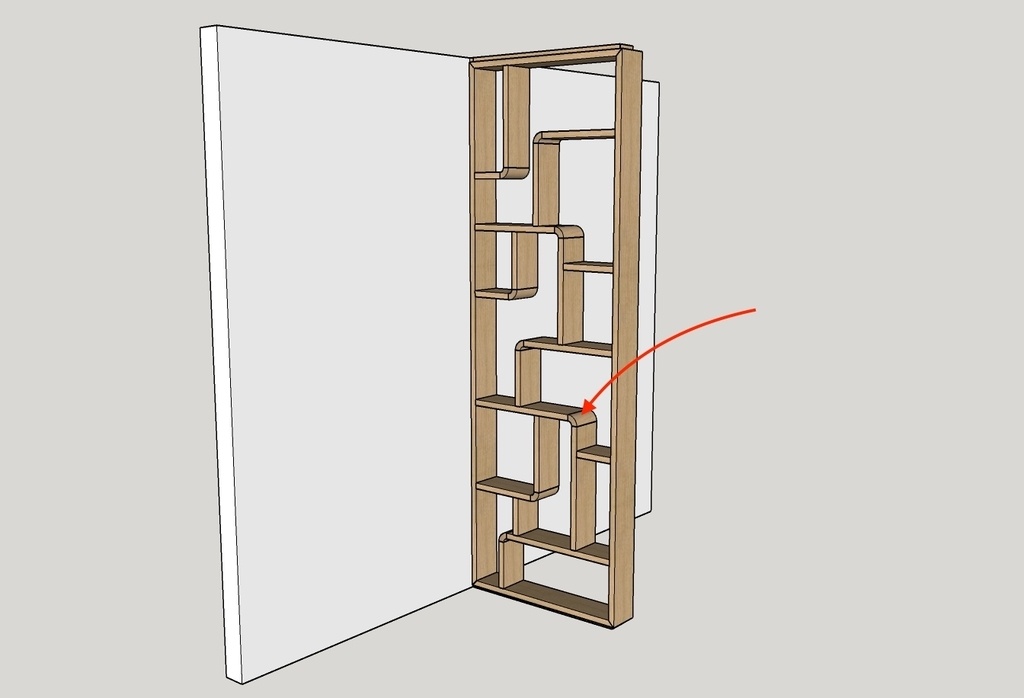
J'ai volontairement choisi de croiser le fil des pièces en quart de rond par rapport aux étagères, pour marquer un différence que je n'aurais pas pu cacher et avoir un plus grande facilité d'usinage.
La solution envisagée
Initialement, je pensais combiner l'utilisation de la scie à format et de la toupie pour réaliser respectivement les usinages convexes et concaves. Reste que même si j'avais bien un fer quart de rond R=20mm dans mes outils, il ne me permettait qu'un usinage par le dessus et donc, j'ai préféré abandonné la toupie au profit de l'usag unique de la scie à format.
Usinage convexe
Les carrelets
La pièce finale s'insère dans un pièce capable qui est un carrelet de 48x48 mm de section.
La première étape a donc été de réaliser une série de carrelets.
Pour les besoins de la suite, ces carrelets auront une surcote de longueur de 2 x 20 mm. Soit une longueur totale de 190 mm.

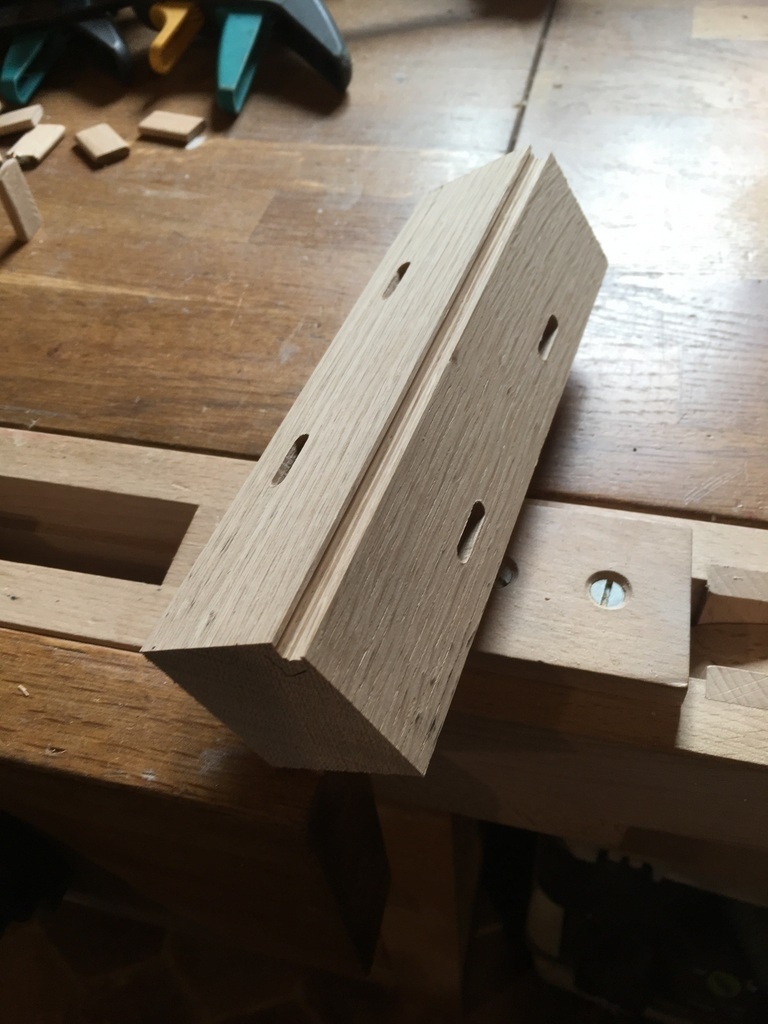
La suite consiste à réaliser une feuillure de 5 x 5 mm sur chaque carrelet pour pouvoir assembler 4 d'entre eux et qu'un trou carré de 10 mm se forme au centre.
Cet usinage a simplement été réalisé à la scie à format avec le guide parallèle et la hauteur de lame correctement réglés. Je passe la pièce sur deux chants adjacents et hop.
Avec cette façon de procéder, je suis certain d'avoir une feuillure parfaitement symétrique.


Ensuite, pour unir les 4 carrelets, j'usine 2 mortaises de domino sur chaque face cachée.
Ces mortaises auront à la fois un intérêt pour l'usinage (maintenir le groupe de 4 carrelet) et à la fois un intérêt pour l'assemblage dans le projet final.
. Une fois le quart de rond usiné, ça serait plus difficile.
Bref, voici où en est chaque pièce :
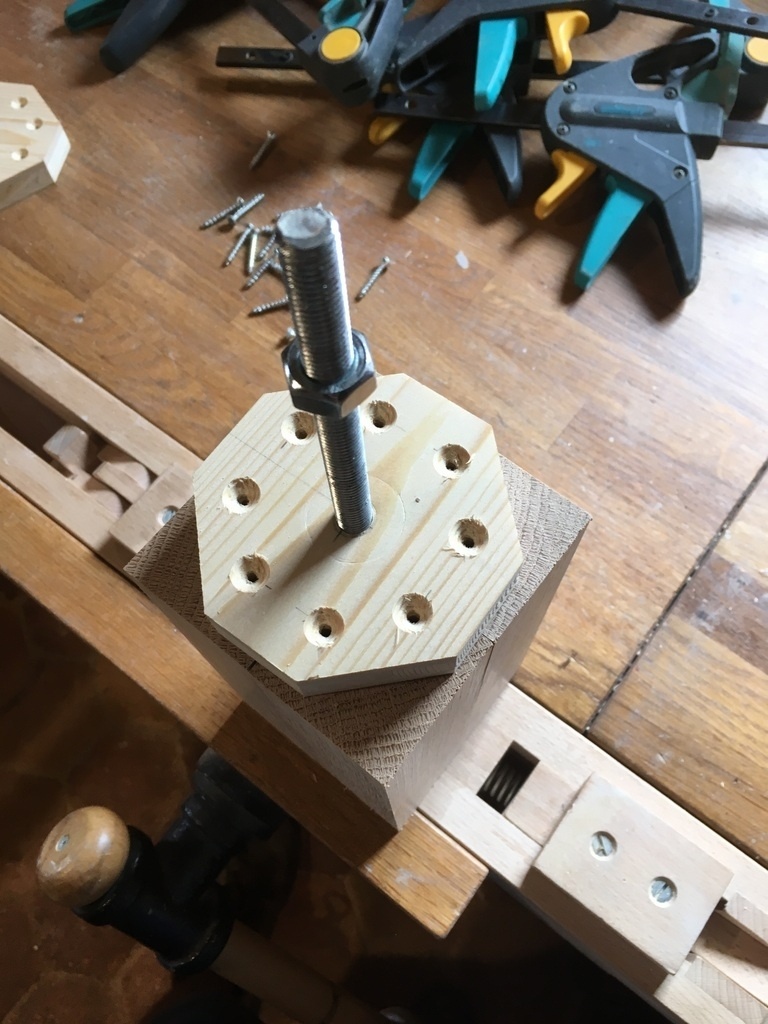
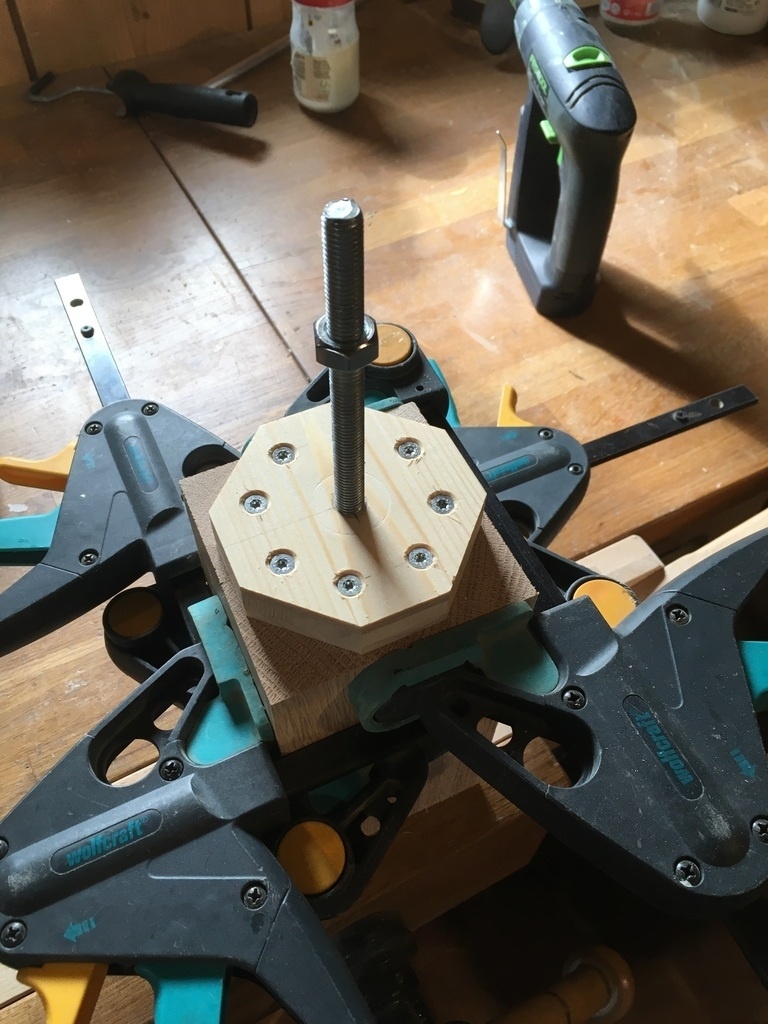
Je peux maintenant assembler les pièces par groupe de 4 avec des dominos et une flasque vissée à chaque extrémité.
Afin d'assurer que chaque pièce soit bien jointive à la suivante, je presse au moment du vissage.
J'en profite pour y passer une tige fileté de diamètre 10 mm ... d'où l'intérêt de la feuillure 5 x 5 mm précédemment réalisée.
Cette tige me sert pour le moment à parfaitement centrer mes flasques  .
.

Une fois mes 4 carrelets unis sur leur axe, je vais pourvoir les insérer dans un gabarit maison fixé au chariot de la scie et qui consiste faire avancer l'ensemble en rotation le long de la scie pour former un cylindre.
A l'image de ma machine à barreaux :
Le réglage fin de la hauteur de la lame de la scie viendra conditionner le diamètre final et donc le rayon de chaque quart de rond.
Nul besoin de pré-débiter des chanfreins sur les arêtes qui seront transformées en quart de rond. Avec une avance en douceur, l'usinage se fait très bien.
Bon, par contre, les copeaux volent. Masque et lunettes indispensables ! Ou alors, il faut prévoir un système d'aspiration qui les prend à la source.
 ATTENTION : Il est tout de même important de noter que cet usinage doit être réalisé dans la douceur, le calme et en conscience qu'il faut laisser le temps à l'outil de couper. Toute avance rapide pourrait créer des dommages sur les machines ou sur vous !
ATTENTION : Il est tout de même important de noter que cet usinage doit être réalisé dans la douceur, le calme et en conscience qu'il faut laisser le temps à l'outil de couper. Toute avance rapide pourrait créer des dommages sur les machines ou sur vous !
Attention aussi qu'en sortie la lame peut se rapprocher dangereusement de vos doigts qui sont sur la gâchette de la visseuse... Bref, on regarde ce qu'on fait !
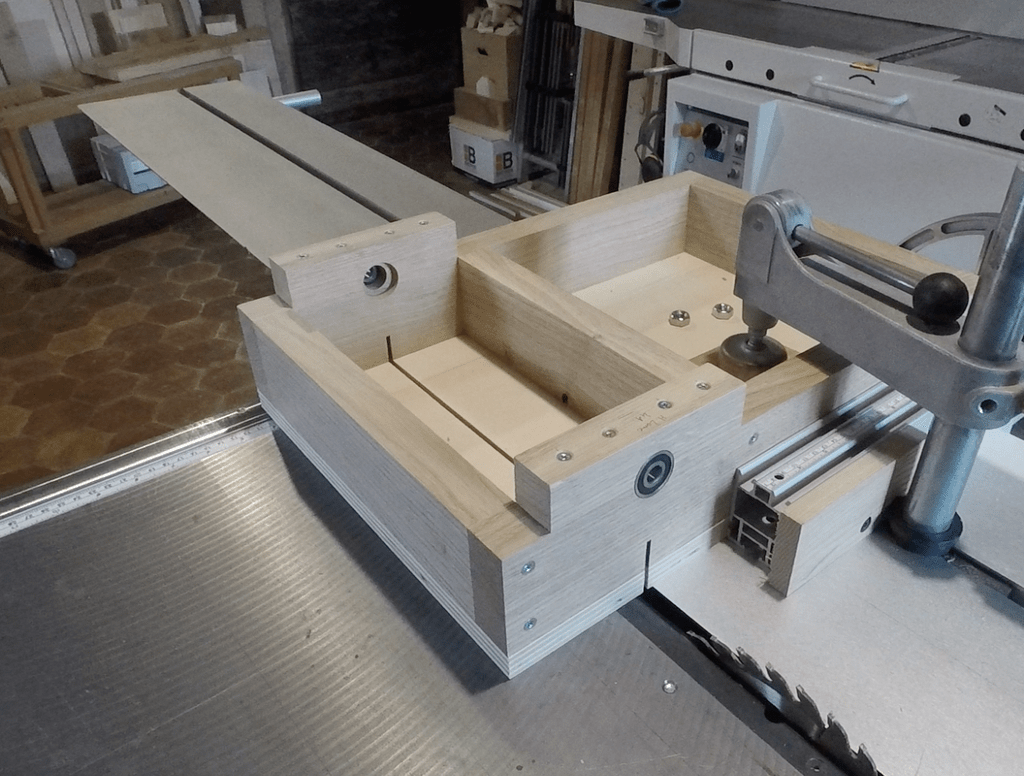



A noter que le système de maintien de l'axe sur le gabarit est fait avec des roulements à billes. Ceci est indispensable pour une belle rotation qui ne vibre pas. Ici, ce sont des roulement de D30-D10 de 9 mm d'épaisseur.
La rotation de la pièce étant assurée par une visseuse.
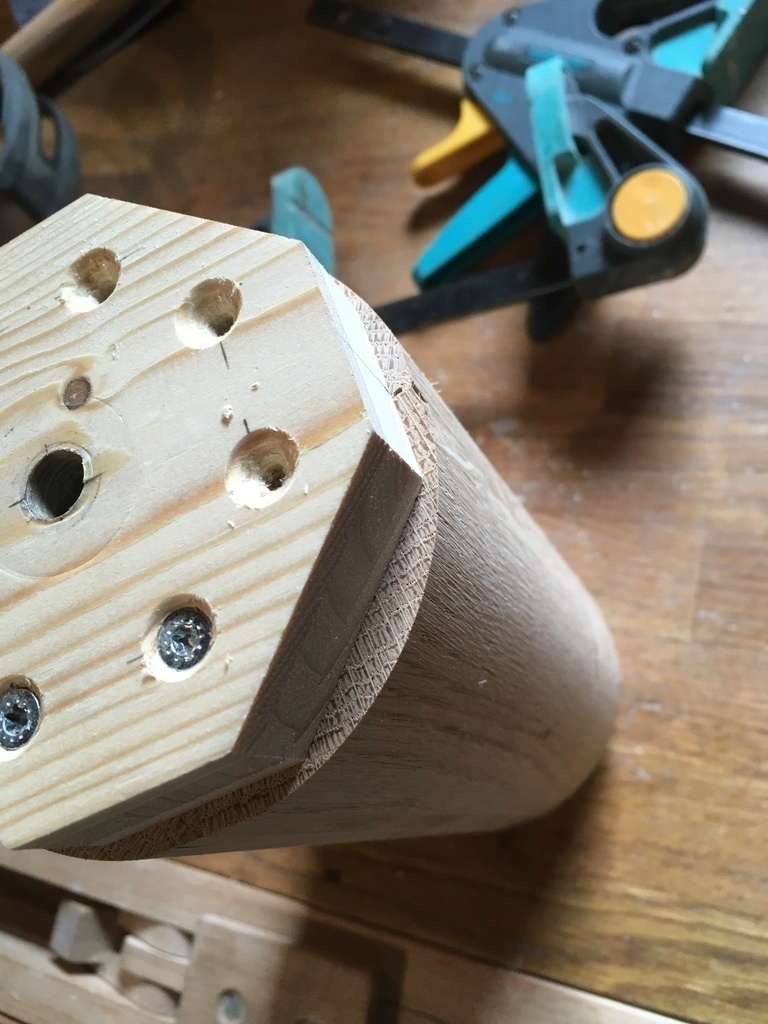
Et à la fin, on a un beau cylindre que l'on peut déjà séparer en 4 quarts de rond.

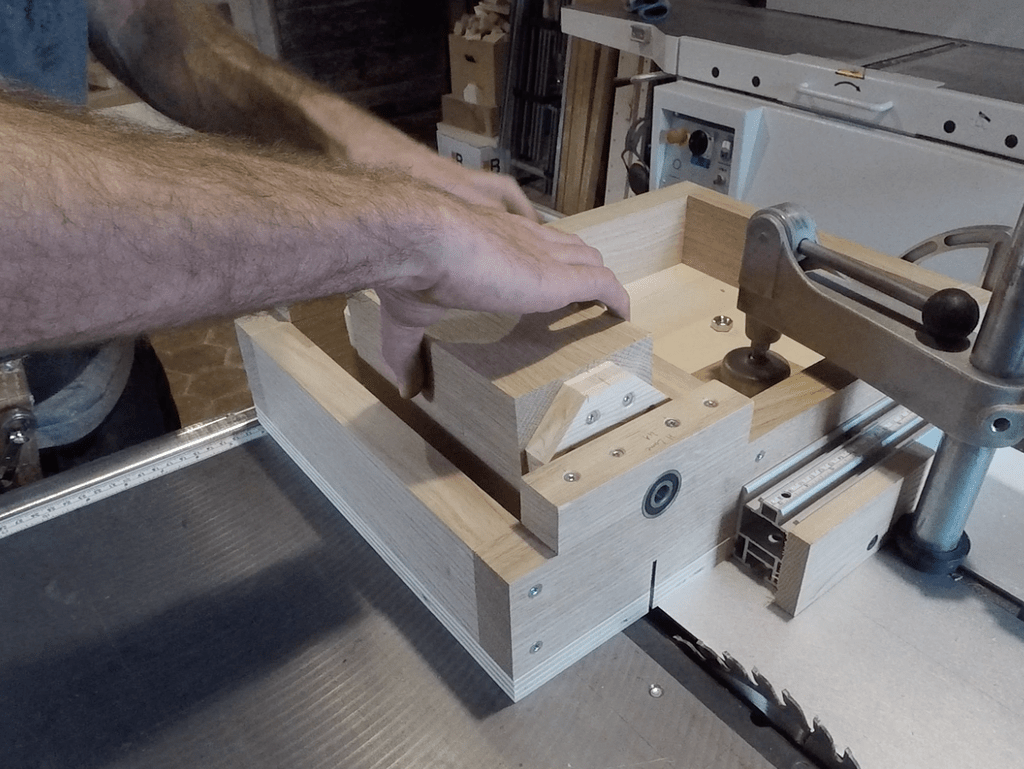
Usinage concave
Pour réaliser l'usinage concave, j'ai d'abord fabriqué un autre gabarit. Il est constitué d'une planche de CP sur laquelle j'ai collé deux pièce coupé à 45°.
L'ensemble est placé en fixe sur la scie à format avec un angle de 20° avec la lame.
Je n'ai pas trouvé d'abaque pour ce calcul, mais par tâtonnement sur Sketchup, j'ai trouvé que 20° + lame D=250mm, on était très proche du quart de rond concave de R = 20 mm.

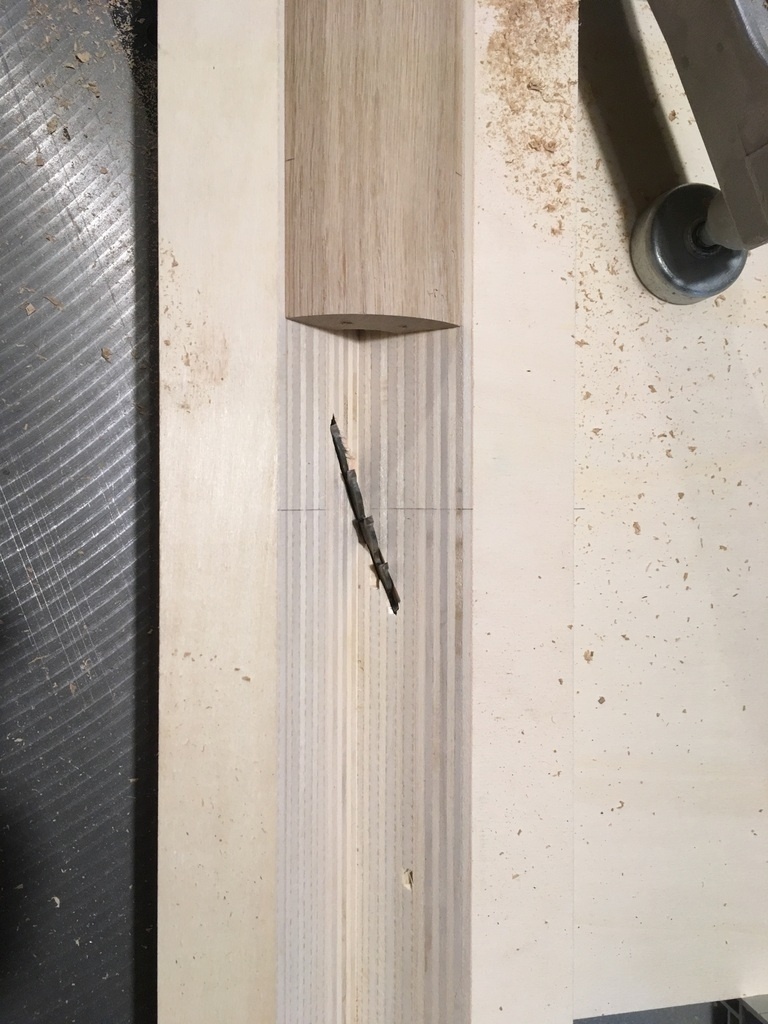

Je n'ai plus qu'à glisser toutes les pièces une à une sur le gabarit.
Attention qu'il n'est pas possible de faire l'usinage en une seule passe par pièce. Il faut donc monter la lame au fur et à mesure et donc passer chaque hauteur sur chaque pièce. Si on en oubli une, il faudra reprendre le réglage.
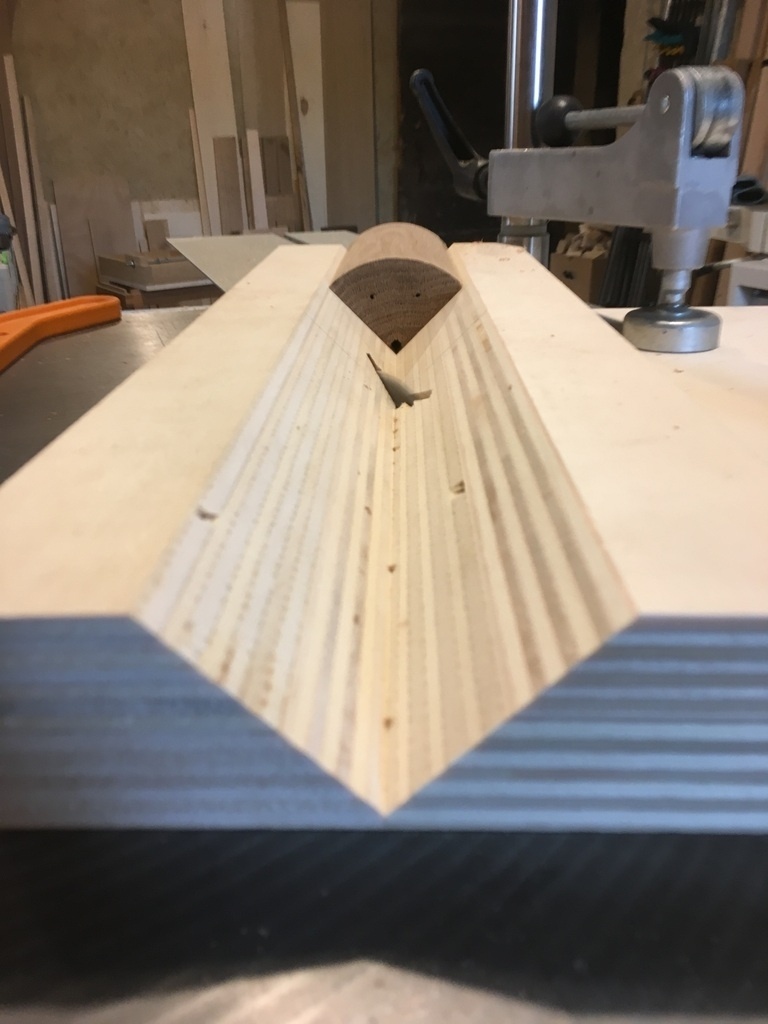
Le centrage de la lame dans le gabarit est très important pour que l'usinage soit symétrique. Et il est pas faux qu'il est pas facile de voire si la lame est bien centrée...
Petit "bémole" : Cet usinage est propre, mais n'a pas une courbe parfaite. En effet, la lame a une épaisseur et dans mon cas une denture alternée. Dans ce contexte, ça provoque un petit plat au sommet de la courbure. Rien de méchant, ça peut s'atténuer au ponçage.
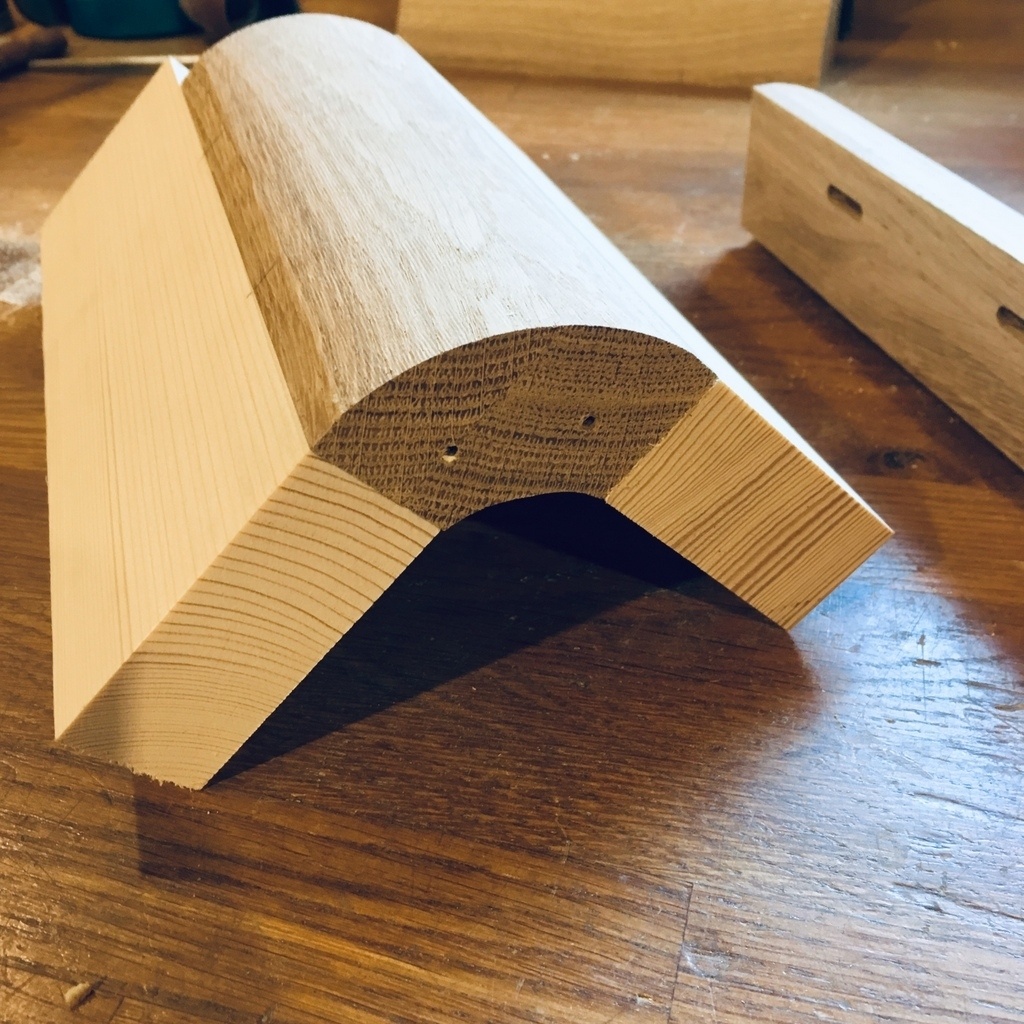
Et après avoir fait un peu de poussière dans l'atelier, la collection est prête !

Il n'y a plus qu'à recouper les 20 mm à chaque extrémités pour faire disparaitre les trous des vis.
Et voilou !
Conclusion
Ici, j'ai cherché la répétabilité et les contraite de taille on fait que l'ai pu utiliser la scie de cette façon. Mais il faut bien voir que suivant la longueur ou les rayons souhaité, cette solution ne sera pas toujours viable.
Si vous voulez avoir d'autres idées pour réaliser cet usinage, allez voir cette question :
Publications associées


Licence




Discussions
C'est rusé comme technique. Est-ce que tu penses que que ça pourrait fonctionner pour des morceaux plus long ? Disons environ 800 MM de long
Les gabarits devront être plus grands. Mais ça me semble encore envisageable si la section est pas trop petite.
j'ai eu l’occasion de faire exactement le même procéder sur une pièce de 2m50 pour un noyau évider d'escalier, c'est nickel.
Et pour avoir essayer plusieurs façon (toupie, degauchisseuse , defonceuse ,...) le procédé a la scie a format et celui qui offre l'état de surface le plus propre, s'il est réaliser correctement, un simple coup d'orbitale suffit !
Florian Gury +1
Merci à vous
Joli. Je dois avouer que je me sens pas encore assez en confiance avec ma scie de table pour faire ça. Trop peur que le bois se retrouve catapulter a haute vitesse...un jour peut-être...
Très intéressant. Très instructif!
Pour l'avoir déjà fait, tu as du en faire de la poussière !
En inversant deux étapes, tu aurais pu en supprimer une.
En effet, si on commence par le creux, on n'a plus besoin de faire la feuillure de départ. Juste ajouter une flasque de 40 de diamètre, sur celles que l'on visse au bout de chaque pièce, pour rentrer le tout.
Merci José Das Neves :)
Hmm, je vois l'idée, mais ça serait plus difficile de rendre les deux usinages concentriques, non ?
Parce que là, mes feuillures permettent justement de placer les flasques au centre.
Boris Beaulant en fait je pense que José Das Neves parle de rajouter un disque de centrage de diam 40 à tes flasques de maintien pour centrer l'ensemble.
DewhitYoussef ok, mais ça supposerait que l'usinage serait parfaitement rond et ce n'est pas tout à fait le cas.
José Das Neves , j'aurais procédé comme José ! Il faut dire que pour des noyaux d'escalier c'est le même principe, et on arrive très bien à faire du concentrique avec des grosses pièces de bois .
Je suis conscient que le feuillure apporte une opération de plus. Mais,
sylvainlefrancomtois dans la limite de mes compétence, il me semble facile d'être précis dans la dimension sur la feuillure que sur l'usinage du quart de rond concave.
José Das Neves comment aurais-tu réalisé les deux flasques D=40mm avec un trou D=10mm concentrique précisément ?
comment aurais-tu réalisé les deux flasques?
Pour moi un coup de scie cloche , qui te donne l'axe et le bon diamètre à fixer sur tes flasques carrées de vissage !
sylvainlefrancomtois Ok, je dois mettre trop de minutie dans mes gabarit . A la scie cloche, je n'ai jamais eu le diamètre voulu et un bord propre :)
. A la scie cloche, je n'ai jamais eu le diamètre voulu et un bord propre :)
Dans mon cas, je voulais mettre des roulements à billes pour la rotation sur le gabarit. La machine à barreaux n'en avait pas et ça vibrait légèrement. Sauf qu'avec un diam intérieur de 6mm (ce qui est souvent le diamètre des forets sur les scies cloche), ça aurait été des diamètres extérieurs en multiples de 5mm quasiment introuvables. Je dis ça parce que j'ai percé les logements des roulements avec les mèches Zobro qui font des trous bien précis mais ont un diam en multiple de 5mm.
Si tu veux développer ta série, évidement tu chercheras a faire de la belle mécanique durable ! Dans du ponctuel, avec une tige traversante à vif ça va très bien !
Ci dessous ex a la toupie, mais qui conviens parfaitement aussi a la scie !
formationbois....ock.com/31.html
pinterest.fr/p...N/5zd2aJJLWdlyY
sylvainlefrancomtois ton premier lien mérite bien une publication en trouvaille, sauf si ça a déjà été fait.
sylvainlefrancomtois une autre dans le même genre par Toutenbois : youtube.com/wa...h?v=ivZPZTRT-Gw
Boris Beaulant
Bravo, jolie technique !!
Hello,
chouette travail, comme d'hab. Tu parlais d'un abaque pour les usinages concaves, il me semble que Mathias Wendel l'a fait: woodgears.ca/cove/index.html . C'était pour une surface plane au départ.
Ha yes, c'est celui là que je cherchais. Je savais plus où je l'avais vu. Merci mokozore !
Le laboratoire Beaulant fume en ce moment !! super boulot, et super retour !
super boulot, et super retour !
oui ! très impressionnant ! bravo !
c'est très satisfaisant à regarder :-)
Excellente méthode!
Pour le calcul de l'angle, on peut utiliser ses souvenirs de l'école:
Soit R le rayon de la lame de scie.
Soit r le rayon que l'on veut obtenir.
C la corde correspondant à une distance r de la circonférence de la lame.
On a (Pythagore), C= 2 * racine (2Rr-r^2)
Pour ramener la corde de C à 2r, il faut un angle a tel que
Cos a = 2r/C = 2r/ (2 racine (2Rr-r^2))
C'est pas faux. Ca sert l'école :)
Si je ne me trompe pas, avec ta formule, je trouve un angle de 72,8°.
Soit 17,2°, là où j'ai mis 20° ?
Pourtant, voici ce que j'obtenais avec 20° en dessinant (surement parce que la formule ne considère pas l'épaisseur de la lame) :
Je me suis peut-être trompé dans la formule et mes petits calculs, mais avec la formule que j'ai indiquée, pour une lame de rayon 12,5 cm et une gorge de 2 cm de rayon, je trouve C= 13,56, d'où cos a = 0,295, soit a = 72,8° donc, 17,2°.
Kentaro wep, on trouve pareil. J'avais édité mon commentaire. J'avais mis le diamètre de la lame et pas le rayon au départ.
Kentaro tu as un crobar de ta démarche ? Je vois pas très bien comment t'as fait. (J'aime bien me creuser la tête)
En élaborant ma formule, je trouve 22°. Apres comme en vrai quand on se met en biais, la lame creuse en réalité une ellipse, ça dépend du compromis pris. Moi moi critère c'est d'usiner r au milieu et aux extrémités
benjams J'ai fait ça vite faite de tête. J'ai tout à fait pu me tromper. Quelle est ta formule ?
ROoohh merci beaucoup Kentaro pour ce précieux calcul!
Je l’ai expérimenté hier pour un rayon de 55mm et ça s’est terminé à une précision de l’ordre du millimètre! (Sans compter le petit plat dû à l’épaisseur de la lame...)
Xylosophie Ah génial!
Ah ouais le tout à la scie c'est quand même pratique
Il y a de l idée à retenir même si le faire à la toupie me paraît plus simple
Je suis d'accord. Mais à la toupie, ça demande d'avoir les fers aux bonnes cotes, non ?
Boris Beaulant oui ces un faites après un fer sur ton porte outils usiner par ton affûteur ces pas excessif j avoue pour le congé à la circulaire bravo ça me serait pas venue à l idée ayant accès une toupie à lumière et même sans ça l entreprise dispose de nombreux profils donc tu obscurs simplement certaines technique tu te conforte dans ta zone de confort par rapport à ton savoir faire
ça me serait pas venue à l idée ayant accès une toupie à lumière et même sans ça l entreprise dispose de nombreux profils donc tu obscurs simplement certaines technique tu te conforte dans ta zone de confort par rapport à ton savoir faire
Quand j ai vue l idée final j ai rigoler j étais tombé là dessus il y a peu
A la scie circulaire, tu peu faire toutes gorges en diamètre concaves que tu veux ! la seule limite étant le diamètre de la lame et le dépassement max depuis la table ! (méthode trois points), et cela ne coûte presque rien !
sylvainlefrancomtois le fait d avoir un mouvement en travers de la lame ces pas gênant ? cas de pastilles qui saute ? Voilage de la lame ?
Palissandre non , il faut ou donner des coups de scies avant pour dégrossir , soit remonter la lame petit à petit !
ici même principe à 9'30" youtube.com/wa...LwG8&t=235s
Palissandre tu peux dégrossir un peu avant mais comme le dit sylvainlefrancomtois , si tu y vas petit a petit selon les dents de ta lame , ça va très bien
Gros avantage de la scie sur la toupie, c'est l'état de surface après usinage, sur un bois au fil tortueux, tu n'as aucun risque d’éclat vus que tu "scie en biais", ta fréquence de coupe est du coup très élevé , a la finition c'est un régale, un bon coup d'orbitale ou de papier a main est c'est bon !
Florian Gury vas falloir que j essaie ça a l occasion de ce que je comprends cette technique et bien connu chez les personnes qui font des escaliers
Extrait d'un livre ici sur le même sujet
Et la référence du livre est là
+1 je recherchais aussi ce lien !
Ha oui génial
C'est de la technique pure, pas accessible à tout le monde en fonction du matériel mais ça peut donner des pistes à tout le monde.
Et les discussions qui s'ensuivent sont très intéressantes. Merci de ce partage.
En plus, on voit que c'est faisable et ça peut donner des idées de design à certains.
Tu peux faire à la défonceuse aussi , il suffit de mettre le gabarit d'axe dessous !(pour le convexe)
Oui pas bête. Mais il faut une grande table.
C est super intéressant, je viens de faire quelques chose de semblable, pour les arrondis extérieurs j'ai fait un peu le même gabarit mise à part que c'était un par un, mais pour l'intérieur n'ayant pas de lame assez petite je l'ai fait a CN
Salut Luka bienvenue a toi , n’hésite pas a renseigner ton parcourt dans ton "A propos de page"
Tu aurais pu faire les intérieurs avec une grande lame sans problèmes en passant par trois points !
Sympas ton travail , n’hésites pas non plus a poster un pas a pas ou création !
Yes super du message je fait sa
Mais pour la lame j avais fait un calcule et un dessins et sa me rendait plus un ovale après je me suis peut être trompé
Joli boulot Luka !
Je vois que toi aussi tu as du passer plus de temps à réaliser le gabarit qu'à faire les usinages :)
C'est technique, scientifique, méthodique, reproductible donc "industriel"... du boulot d'Ingénieur comme j'aime (avec un i majuscule, je ne parle pas du diplôme, là !).
Bravo !
un bon menuisier ou autre métier spécialisé (dit d'art) , est toujours un ingénieur en son domaine , et doit toujours être à la recherche de l’évolution de son savoir et expériences pratiques ! Sinon il reste un manoeuvrier !
Attention cependant, j'attire l'attention sur la sécurité, les lames de scie circulaire n'étant pas faites pour travailler et supporter des efforts latéraux, il convient d'utiliser soit des lames de bonnes qualités soit des lames en fin d'usure d'affûtage avec des pastilles de carbure très raccourcies. Sinon il y a risque de rupture de la brasure et la pastille vole ! c'est précisément ce qui vient de m'arriver sur ma radiale Makita avec sa lame neuve d'origine en faisant des mi bois sans exagérer les passes, 5 pastilles absentes le soir- lame HS et mes yeux disent merci à mes lunettes pour les éclats de carbure!
+1
pfiou, oui ça doit faire flipper ce genre de mésaventure.
Le montage de José Das Neves a l'air sécurisant sur ce point.
Oh mon dieux mais tu projettes de croiser le sens du fil dans ta claustra
Non sérieusement, c'est intéressant comme façon de procéder
Oui, je je suis un déglingo !
!
Hérétique !
youtube.com/wa...eature=youtu.be
Je me permet de mettre cette super trouvaille qui rejoint le sujet !
Super projet !!!
Chaque problème une solution
Très ingénieux très beau résultat
Michel
ingénieux, super !
C'est 4 quarts de rond me rappellent la fabrication d'un certain ballon ovale

La technique est à la hauteur du résultat
Exacte !
Très ingénieux ce système de réalisation de quart de ronde convexe et concave dans un carrelet, merci Boris Beaulant pour ce partage. Un grand merci également à trente six seb pour le lieu sur « usiner des surfaces concaves à la circulaire (abaque) », rappelé par sylvainlefrancomtois.
Ce sujet traité pas Matthias Wandel est fort utile et très intéressant.
il est tombé au bon moment ton pas à pas, je me suis servis du principe d'usinage mais avec une scie circulaire portative pour faire un congé de 40mm de rayon dans une pièce courbe
Merci Boris....
Je regarde ( avec retard) tous les pas à pas de l’ADB.
Je me régale!
Jean-Paul