
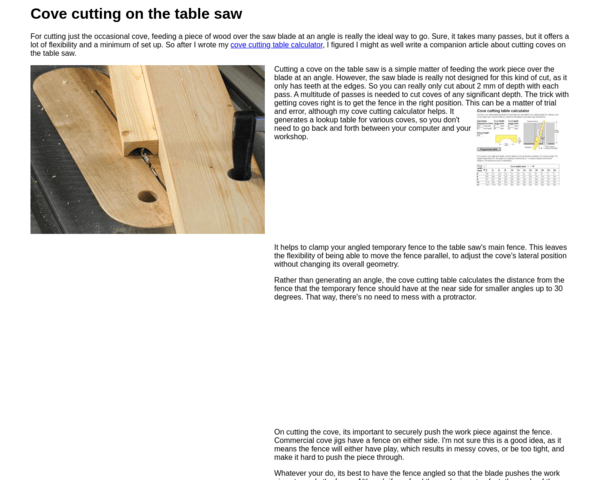
Il s'agit d'un lien vers le site de Mattias Wandel.
Cette page contient un abaque (sous excel que je pense) qui permet de déterminer les angles et hauteur de la me en fonction du diamètre de la lame.
lien direct vers le sfichier excel : woodgears.ca/c.../calculate.html
Ce lien est ressorti dans la discussion sur le pas à pas de Boris Beaulant traitant des des usinages de surfaces concaves et convexes.
Je le poste en trouvaille autant pour pouvoir le retrouver que pour ceux qui pourraient en avoir besoin.
Je précise juste que cette technique est fiable mais peut être dangereuse si on n'y va pas avec douceur.
Autres trouvailles de
trente six seb


Voir aussi

Discussions
Sympa ça !
Ah comme quoi parfois les créations font des petits ^^
Merci pour le lien!
ben voilà !! juste génial
Ben oui, mais je n'y suis pour rien
C'est mokozore qui l'a ressortie.
Et pour ceusses et ycelles qui préfèrent les formules:
Soit R le rayon de la lame de scie.
Soit r le rayon que l'on veut obtenir.
C la corde correspondant à une distance r de la circonférence de la lame.
On a (Pythagore), C= 2 * racine (2Rr-r^2)
Pour ramener la corde de C à 2r, il faut un angle a tel que
Cos a = 2r/C = 2r/ (2 racine (2Rr-r^2))
Très bien aussi, comme ça si le lien est mort, on ne sera pas perdu.
Et tout est réuni au même endroit.
J'aime quand c'est bien rangé.
Comme quoi, c'est pas si difficile, la théorie des cordes !!!
(bon, j'ai essayé d'y comprendre quelque chose, à cette formule, et j'arrive quasi à suivre, sauf un détail... pour l'angle, c'est bon, mais tu règles quelle hauteur de scie ?)
Ara la hauteur de la scie correspond a la profondeur de ta gorge finie désirée !
Ah ben oui évidemment !
M'enfin...
...
...
...il y a quand même un truc qui me chagrine...
...du coup, la surface qu'on usine n'est pas un arc de cercle, mais un arc d'ellipse, non ? Kentaro, SOS !
(Kentaro, les trajectoires elliptiques, ça doit le connaître !)
Oui, bien sur, c'est une ellipse. Mais qui approxime plutôt bien le cercle.
Ara Ben oui elliptique en travers mais circulaire a la coupe , mais ou est le problème ? essayes tu verra y a rien de sorcier !
ici nos cousins y arrivent aussi ! youtube.com/wa...h?v=XGnFa1d8UpM
Kentaro
Dessin de la portion d'ellipse usinée / cercle attendu
Diamètre lame 250
Diamètre cercle: 40
Ah, voilà, donc ce qui relie les deux choses (je ne sais pas si je m'exprime bien), c'est quand tu fais C = 2r (ce qu'on voit bien sur ton schéma). Et dans ce cas, je vais te contredire un peu, sylvainlefrancomtois, pour que ça marche comme ça, il ne faut pas mettre la hauteur de lame à la profondeur voulue, mais à r.
Donc en résumé, si je veux une gorge de rayon r, je règle :
Et en y repensant, comme la profondeur de gorge désirée est justement r, je ne te contredis finalement pas trop, Sylvain !
Ah, géniale cette vidéo, l'accent québécois est toujours aussi savoureux !
Ara généralement avec une lame de 2,5 ou 3 mm d'épaisseur , pour une grande gorge ,cela se joue à quelques 1/10 de mm !
Il faut bien entendu de la théorie, mais aussi pratiquer , l’expérience vient des applications !
Ara Oui en Theorie.
La Section Droite de la Surface Concave produite, sous la Direction d'Usinage Horizontake choisie, est la Surface Enveloppe de l'Outil Lame de scie circulaire en mouvement (Passant par les Points Hts produits par les dents de la scie)... en fin de la dernière Passe. (Denture Droite, à Arrêtes actives principales //les à l'Axe de la Scie Circulaire).
Ara Il faut en effet POUR LA DERNIERE PASSE, régler la hauteur de la lame à r, mais il faut faire avant plusieurs passes avec des hauteurs inférieures.
Si on attaque tout de go avec une profondeur de r, cela risque de tout sauter ou bloquer.
Kentaro +1 et pour des très grosses gorges (ex noyau escalier) il est préférable de dégrossir par une série de traits de scies parallèles !
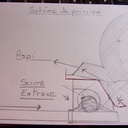
Ici un schéma pratique pour trouver l'angle du guide avec épure (ex avec une lame de diamètre 300 mm)! l'abaque est calculée suivant ce principe !
attention, l'épaisseur de la lame doit être prise en compte!
C'est le principe des ombres portées non ?
trente six seb en quelques sortes oui !
Attention, la Section Droite de la Surface Concave en fin de dernière Passe est, au-dessus de la Table de glissement, 2 Arcs d'Ellipses décalés selon l'anomalie due à l'Épaisseur des Dents de la Lame de Scie Circulaire, réglée sous l'Angle I d'inclinaison verticale et l'Angle D, Dérive Horizontale par rapport au guide Vertical..... pour faire simple.
La Théorie 'pratique' est étudiée dans le livre de W. Mannes.
JPA33 hello , c'est ce que j'ai fait, les 138 mm partent tangents aux dents devant et derrière la lame , l'épaisseur prise en compte !
Quant a la hauteur , on l'ajuste à l'usinage avec la montée de lame !
sylvainlefrancomtois. Sous les Angles I et D de la Lame à Denture Droite, la Position de la Profondeur de la Surface Concave n'est pas au milieu de la Largeur de celle-ci en fin de dernière Passe ! (Dans le Plan de la Joue gauche de la scie).
L'Abaque mentionnée est à utiliser dans un domaine de validité très précis sur le réglage de la lame de scie circulaire pour être proche, en Section Droite de la Surface Concave, à une section 'circulaire' (Cercle Osculateur)..... et tout ceci, à condition de ne pas aller au-delà de la dite anomalie (Qui est un méplat)...
Il doit y avoir une limite de largeur de l'usinage, peut être 45 degré maximum d'angle de coupe ?
La limite c'est la hauteur de la lame sortie depuis la table ! On peut calibrer jusqu'a 90° a condition de ne faire que "lécher" la lame avec un dégrossissage précis et complet avant ou en montant la lame à mesure par passe de moins de 1 mm !
ici a 7 mn env youtube.com/wa...yMyY&t=402s