
Bonjour,
Pour le contexte :
J'ai acquis un vieux tour à bois, très court (25 cm) mais très lourd (donc stable, rigide), avec une rainure en T.
Il n'a pas de contre-pointe et je doute qu'il soit possible d'en installer une : il ne resterait plus grand chose entre elle et le mandrin 3 mors.
Pour préciser la question :
Est-il envisageable -sérieusement !- de tourner un "vrai" cylindre assez court sur un tour à bois. J'entends par "vrai" une forme cylindrique avec une bonne tolérance géométrique. Par exemple : un diamètre constant au mm près, voire à 5/10° près et avec une erreur de concentricité maxi de 5/10° mm.
Et par court, je veux dire un cylindre de 10 à 20 cm maxi de longueur.
Si oui, comment s'y prendre ?
Ou plus précisément quel outil acquérir ou réaliser pour tenir/guider la gouge ??
J'ai bien sûr pensé à une table croisée. Mais dans mon cas, d'une part le prix risque fort d'être prohibitif, d'autre part la faible hauteur entre axe du mors et châssis (100 mm) est d'emblée problématique.
Y aurait-il un outil astucieux à réaliser soit-même (en bois, en mécano-soudure) ?
Je précise que ce besoin n'est pas pro.
4 réponses
Hello,
Possible d'avoir qques photos de ton tour ? C'est un tour "frontal" pour de grosses pièces, comme celui-ci : fr.pinterest.c...92428889194754/
Ton mandrin à 3 mors provient d'un tour à métaux, non ? Ce n'est en tout cas pas adapté au bois car tenue trop faible (les mandrins pour tournage bois ont 4 mors, +/- larges). Et c'est un facteur d'instabilité voire d'éjection du morceau de bois. Particulièrement pour ce que tu veux faire puisqu'il y aura un porte-à-faux important (tournage "en l'air").
La solution est peut-être d'utiliser un "gobelet" : c'est un accessoire dans lequel on insère en force le bois grossièrement arrondi et qui a une tenue nettement supérieure au mandrin 4 mors.
maisondutourna...e-sur-bois.html
Puis, utiliser une gouge à dégrossir & bédane en défonçage. La précision du 5/10 s'atteint relativement facilement, à condition de s'y exercer souvent. L'astuce étant de bien se caler sur le porte-outil, lui-même bien parallèle à l'axe. Préférable d'utiliser des bois très réguliers, hêtre par exemple. Vitesse de départ à 600 puis monter au fur et à mesure pour finir autour de 1500 pour les dernières passes fines. Un "planage" final te donnera une surface glacée, ponçage inutile (la plane est un outil un peu délicat par ailleurs).
Après, il est possible de fabriquer des platines/supports/accessoires de copiage mais il faut en avoir les compétences, le temps et que ces outils soient aussi polyvalents qu'un geste bien maîtrisé. À long terme et sauf usages particuliers, ce dernier est préférable...
Merci Nicoel pour tes remarques et conseils.
Ce n'est pas un gros tour frontal du tout. La distance "axe du mandrin / châssis est d'à peine 100 mm.
C'est une machine probablement artisanale fabriquée à partir de pièces lourdes pour un usage inconnu.
La base avec sa rainure de 25 cm de long et le support des paliers sont très massifs. Le tout doit avoisiner les 50 Kg.
Oui, le mandrin à 3 mors semble être celui d'un tour à métal Par contre le support d'outil, lui est bien cohérent avec celui d'un tour à bois, non ?
Le "gobelet" dont tu parles se fixe dans le mandrin ? Et n'exige pas une contre-pointe en vis à vis ??
Existe t-il un ouvrage simple qui donne les bases d'utilisation du tour à bois. Histoire d'éviter quelques déconvenues et autres accidents ?...
Impossible de joindre des photos : le téléchargement avorte à chaque tentative. Est-ce un problème de taille (~4,3 Mo) ?
50 kgs, c'est pas bcp pour un tour. On est plutôt autour de 150 kgs pour avoir une bonne stabilité.
Le gobelet se visse à la place du mandrin et pas besoin de contre-pointe car insertion en force à la massette. Et ça tient de bons morceaux !
Diamètre du gobelet en fonction du diamètre de la pièce (2/3 de mémoire).
Attention avec ton mandrin métal, ça peut être dangereux, quoiqu'en disent certains youtubeurs.
Question bouquins, je te recommande les deux de Gilbert BUFFARD que tu peux lui commander directement... ou faire un stage avec lui.
aucoeurdelarbre.com/
Photos peut être trop volumineuses. Essaye d'alléger, j'aimerais bien voir à quoi ressemble ton tour ;-)


JMarieG Oui, vu la taille
50 kgs c'est pas mal !
Bon, à mon avis, on est devant un tour à métaux pour tourner/réparer/rectifier de petites pièces, pas du tout un équipement pour le bois. Pour dépannage automobile ou matériel militaire vu le chiffrage au pochoir ?
Au mieux :
- enlever la plaque métallique qui couvre le mandrin (et qui limite bcp son usage !), démonter celui-ci et le remplacer par un mandrin bois ou y monter un gobelet selon filetage.
- refaire un porte-outils plus large.
- fixer le tour sur un établi et envisager la fabrication d'une contre-pointe solidaire du même établi et amovible.
- limiter la taille des pièces tournées à la longueur du banc. Creusage aussi limité mais possible en frontal, y penser lors de la fixation sur établi.
Bon courage !


(message en possible doublon : ça coince pas mal ici côté télécomm ...)
Merci de vos multiples retours !
J'y vois plus clair.
J'ai cru acquérir un robuste mini tour à bois et c'est effectivement plutôt un engin destiné à un usage spécial (peut-être issu de l'armée vu ce N° de code).
Je tenterai de lui trouver des usages (qui ne manquent pas quand on bricole un peu sur tout).
Par exemple :
- usage tel quel pour polir (""rectifier"") des cylindres (non bois),
- ponçage avec plateau de disque dans mandrin actuel + table d'appui pour la pièce poncée.
- perceuse horizontale
- tournage du bois en remplaçant le mandrin (si possible ...)
- ?...
Questions annexes : où acheter des accessoires / outils de bonnes qualité (pro ou quasi pro) à prix raisonnable pour un amateur ? Quels sites en ligne recommandés ? Quelles marques ?
Vous me direz que la question est vaste et dépend de nombreux critères, mais peut-être pouvez-vous m'indiquer quelques pistes 
Encore merci !
L'ouvrage de Gilbert BUFFARD "Tournage - Bien apprendre" me paraît parfait pour moi.
Merci !!!
Oui, il est top et je le consulte encore régulièrement.
Son second propose des réalisations très sympas et accessibles.
Achète-le directement sur son site, il te fera une dédicace 
JMarieG
Si ta question initiale, ce qu'il me semble percevoir maintenant, se serait transformée en "Comment se lancer dans le tournage sur bois", je te conseillerais (une nouvelle fois, je le disais déjà dans une autre réponse) de commencer par visionner quelques ou beaucoup de vidéos YouTube. Il y en a plein sur ce thème. Mais peut-être l'as-tu déjà fait.
Ensuite, si tu es déterminé à te lancer, suivant ton budget, tu peux trouver un tour d'occasion (sur LBC ou autre). Parce que si tu vas sur du matériel de qualité, même amateur, le budget peut monter très haut, très vite !... Et on en voit beaucoup, notamment dans les mêmes annonces LBC, qui vendent du matériel de tournage, acheté parce qu'attirés par cette pratique, et qui le revendent, soit parce qu'ils n'y arrivent pas (souvent faute de bons conseils pour démarrer, d'ailleurs) ou qui s'en lassent rapidement. Revendus parfois très vite, d'autre fois après avoir trainé des années dans un coin.
Pour un tour amateur correct (et pas les premiers prix), l'achat des divers accessoires, mandrins, tu peux vite atteindre les 1000€... et si tu veux être encore mieux équipé (matériel d'affutage adapté avec supports et gabarits adaptés, en plus, par exemple), les 1500€ ne sont pas difficiles à franchir.
Mais il est vrai que des amateurs passionnés franchissent allègrement ces montants indicatifs !
Pour ma part, en un peu plus d'un an, je suis au-delà des 2500€, inclus quelques autres accessoires et outils annexes, petit réaménagement d'une zone de mon atelier, électricité, éclairage, accessoires d'aspiration et scie à ruban d'occasion (et j'en oublie certainement).
Tu parlais d'acheter du matériel de "qualité pro", mais là, tu peux multiplier tous les montants indiqués par 2, 3 ou 4... Après, savoir quels sont des prix raisonnables pour un amateur ? Et bien, je dirais que tout dépend des moyens du dit amateur.
Bonne continuation !
Medalegno, je te remercie pour tes remarques et conseils. Et du temps pris pour aider un total inconnu. Chose presque bizarre dans notre société tellement individualiste et qui fait vraiment du bien !
Au passage, un grand merci à l'initiateur et mainteneur de ce site !!! Ici, comme dans quelques ailleurs (je pense par exemple à Métabricoleurs, à Passion Usinages, etc.) on sent le besoin de rendre service, d'aider, de partager des idées, d'ouvrir des pistes du possible, d'encourager des passions naissantes, de pousser vers le beau, vers "l'authentique", vers une certaine autonomie grâce au faire soi-même. Et ces besoins s'expriment avec simplicité, respect pour ceux qui sont ignares du sujet.
ça fait du bien !
Pour revenir à ma question sur le tournage.
Non Medalegno, je n'envisage pas à proprement parler de "me lancer dans le tournage" en particulier. J'ai juste besoin de maîtriser un peu le sujet pour répondre à quelques besoins spécifiques. Lesquels requièrent donc de la connaissance et des outils adaptés.
Je croyais avoir acquis un petit tour (ancien et frustre mais "costaud") et je découvre que j'ai un mouton à 3 (ou 5) pattes : parvenir à l'adapter à mes besoins sera déjà une bonne satisfaction, et, oui, dans la négative je pourrai trouver un vrai tour via LBC.
Visionner YT bien sûr, je n'y manquerai pas ! Mais lire aussi, notamment l'ouvrage de Gilbert BUFFARD sympathiquement recommandé par Nicoel ! (voir message antérieur).
"acheter du matériel de "qualité pro". Peut-être que cette exigence est exagérée ... En fait, j'ai horreur des outils foireux qui n'ont que l'apparence de la fonction, décourage l'amateur pas forcément trop adroit, et gaspille matière / énergie et temps. Je préfère garder les mains dans les poches plutôt que de me battre avec de mauvais outils. Bien sûr il y a des amateurs capables de donner belle forme à la matière avec des outils modestes / rudimentaires. Des outils "qui ne se la pètent pas !" et qui ne pètent pas au moindre faux mouvement, à la moindre sollicitation un peu soutenue. Donc oui, j'ai toujours à coeur d'éviter la pacotille, d'acheter efficace / solide / réparable / durable ... dans la mesure de mes moyens évidemment. Le Net regorge d'offres en ligne : il est bien difficile à un débutant de trier le bon grain de l'ivraie. Le miroir aux alouettes est puissant et fascinant ; c'est pourquoi il est précieux d'avoir l'avis de ceux qui, aguerris, peuvent donner de bonnes adresses / marques. Même si certains avis divergent, ils aident à trouver peu à peu le chemin qui nous va. Entre l'outil de m... (pardon mais c'est plus fort que moi), disons "bon à rien", et l'outil pro, il y a toute une gamme à même de rendre service +/- efficacement, +/- longtemps : c'est cette gamme là qui, à mon sens, mérite d'être cernée.
Ce site, et vous tous-tes y contribuent sacrément.
Je le re-redis : ça fait du bien !!!
Bon WE !
Medalegno
je te remercie pour tes remarques et conseils. Et du temps pris pour aider un total inconnu. Chose presque bizarre dans notre société tellement individualiste et qui fait vraiment du bien !
Au passage, un grand merci à l'initiateur et mainteneur de ce site !!! Ici, comme dans quelques ailleurs (je pense par exemple à Métabricoleurs, à Passion Usinages, etc.) on sent le besoin de rendre service, d'aider, de partager des idées, d'ouvrir des pistes du possible, d'encourager des passions naissantes, de pousser vers le beau, vers "l'authentique", vers une certaine autonomie grâce au faire soi-même. Et ces besoins s'expriment avec simplicité, respect pour ceux qui sont ignares du sujet.
ça fait du bien !
Pour revenir à ma question sur le tournage.
Non Medalegno, je n'envisage pas à proprement parler de "me lancer dans le tournage" en particulier. J'ai juste besoin de maîtriser un peu le sujet pour répondre à quelques besoins spécifiques. Lesquels requièrent donc de la connaissance et des outils adaptés.
Je croyais avoir acquis un petit tour (ancien et frustre mais "costaud") et je découvre que j'ai un mouton à 3 (ou 5) pattes : parvenir à l'adapter à mes besoins sera déjà une bonne satisfaction, et, oui, dans la négative je pourrai trouver un vrai tour via LBC.
Visionner YT bien sûr, je n'y manquerai pas ! Mais lire aussi, notamment l'ouvrage de Gilbert BUFFARD sympathiquement recommandé par Nicoel ! (voir message antérieur).
"acheter du matériel de "qualité pro". Peut-être que cette exigence est exagérée ... En fait, j'ai horreur des outils foireux qui n'ont que l'apparence de la fonction, décourage l'amateur pas forcément trop adroit, et gaspille matière / énergie et temps. Je préfère garder les mains dans les poches plutôt que de me battre avec de mauvais outils. Bien sûr il y a des amateurs capables de donner belle forme à la matière avec des outils modestes / rudimentaires. Des outils "qui ne se la pètent pas !" et qui ne pètent pas au moindre faux mouvement, à la moindre sollicitation un peu soutenue. Donc oui, j'ai toujours à coeur d'éviter la pacotille, d'acheter efficace / solide / réparable / durable ... dans la mesure de mes moyens évidemment. Le Net regorge d'offres en ligne : il est bien difficile à un débutant de trier le bon grain de l'ivraie. Le miroir aux alouettes est puissant et fascinant ; c'est pourquoi il est précieux d'avoir l'avis de ceux qui, aguerris, peuvent donner de bonnes adresses / marques. Même si certains avis divergent, ils aident à trouver peu à peu le chemin qui nous va. Entre l'outil de m... (pardon mais c'est plus fort que moi), disons "bon à rien", et l'outil pro, il y a toute une gamme à même de rendre service +/- efficacement, +/- longtemps : c'est cette gamme là qui, à mon sens, mérite d'être cernée.
Ce site, et vous tous-tes y contribuent sacrément.
Je le re-redis : ça fait du bien !!!
Bon WE !
Le 5/10e de précision, je le fais régulièrement au tour sans montage particulier.
Je prends un pied à coulisse, réglé 1mm plus large que le diamètre souhaité, et au bédane je viens faire des saignées droites en tenant le bédane d'une main, et le pied à coulisse contre la pièce en rotation à l'arrière. Lorsque le diamètre souhaité est atteint, le pied à coulisse rentre dans la saignée.
Je fais autant de saignées que nécessaire, je réduit les morceaux entre saignées à la gouge à dégrossir, et je fais un cylindrage approchant à la plane. Ca permet une précision au mm, et pour parfaire une cale en CP bien rigide avec un papier de verre collé fait l'affaire.
Le seul avantage que je verrais à un montage c'est la répétition si tu as une grosse série à produire, sinon pour une précision au mm pas besoin d'un diplôme d'ingénieur.
Merci cocoM !
Ton retour est intéressant pour moi car : 1)je n'ai jamais touché un tour à bois et ignore tout de la gestuelle et des résultats géométriques atteignables ; 2) je n'aurai pas de série mais plutôt des diamètres très différents, et quelquefois plusieurs diamètres sur une même pièce. Donc pouvoir usiner "à la volée" plutôt que d'utiliser un support +/- complexe à réaliser et à régler m'irait fort bien.
Je suppose que pour obtenir le résultat que tu mentionnes tu dois avoir une bonne expérience de l'outil !
Une question : dans la phase d'usinage avec pied à coulisse dans une main pour le contrôle, tournes-tu à très basse vitesse (par sécurité, pour éviter l'accrochage/envol du PàC) ?
J'avais aussi pensé à fabriquer un gabarit de contrôle du type : une règle plate, tenue à la main avec appui sur une platine parallèle à la génératrice du cylindre attendu. Platine réglable en hauteur. Règle glissée vers le cylindre en formation et usinage tant qu'elle bute sur le bois.
Pour la maîtrise de l'outil, j'ai 7 ans d'expérience... je ne dirais pas que je suis un expert car je fais plutôt du tournage en l'air sur bois de travers donc le travail que je présente est très occasionnel (peut être 2-3 fois par ans). Mais il est clair que même si le geste n'est pas le même, ça aide de tourner régulièrement.
J'ai appris cette méthode très tôt dans ma formation (4e jour de la première semaine) ; mais ce n'était pas une formation en autodidacte, j'avais un prof qui m'a bien montré le geste et les règles de sécurité. Et puis pour la précision... la première réalisation ou j'ai cherché à atteindre une précision des diamètres au mm c'était après 3 semaines (donc 100h) et au début c'était plutôt la recherche d'une précision relative que d'une précision absolue (un jeu d'échec avec chaque pion identique entre eux mais sans qu'ils ne répondent à un plan établi d'avance).
Lors de la saignée avec le PAC dans la main, je ne change pas la vitesse de rotation (ce qui donnerais par exemple pour une pièce de 25mm de diamètre sur 25cm de long une rotation à 3600tr/min), mais si je devais conseiller quelqu'un je lui dirais effectivement de diminuer la vitesse, mais sans aller trop bas sinon c'est contre productif (pour l'exemple précédent, peut être 1300-1500 tr/min). La raison c'est que plus la vitesse est élevée, plus on "gomme" les différences d'homogénéité du bois et moins on laisse la possibilité à l'outil de réagir (mal) à ces différences d'homogénéité. La manière de tenir le PAC est primordiale, mais je ne vois pas comment l'expliquer autrement qu'en démo en direct et en pouvant corriger la personne...
L'idée de ton gabarit est intéressant, le plus gros défis sera d'avoir une platine bien parallèle
JMarieG Je n'étais pas sûr de bien comprendre ce que tu entendais par "usiner à la volée"... mais comme tu dis dans la même phrase que c'est pour éviter la complexité à réaliser et régler un support. 

Alors, un support d'outil est indispensable, oui !
Maintenant, à défaut d'un support classique en métal, réglable dans tous les sens et angle, tu peux te dépanner en faisant un support en bois ou contreplaqué, par exemple, vissé sur la table ou sur la surface où est fixée ton tour. Avec une cornière acier sur le chant pour faire glisser l'outil. Ça restera une solution de dépannage, mais sans support d'outil, tu n'arriveras à rien, et encore moins de diamètres précis.
Sion, c'est quand même mieux d'avoir une contre pointe, au moins pour les phases de dégrossi.
Vois tout de même quelques vidéos sur YouTube sur le sujet du tournage, (il y en a plein) pour acquérir au moins quelques notions, avant de te lancer.
Medalegno
Merci de tes remarques !
"à la volée" : je veux dire "en tenant l'outil de coupe à la main" posé bien sûr sur un support.
Je recherche un ouvrage simple qui me donnerait les bases fondamentales pour tourner des formes simples. Les vidéos du Net sont aussi une bonne idée. Merci !
OK Je suis rassuré (pour toi ! ) sur ce point.
Par contre, je viens de voir tes photos... Étonnant, ce tour 
Fabriqué à partir de pièces d'un tour plus gros, et complet ? Peut-être pour un usage très particulier ?
Ou alors un truc sortant de l'armée, d'après la couleur et le numéro...
Mais qui pouvait bien servir à quoi ???
Ce que je peux dire, c'est que le mandrin n'est pas du tout adapté au bois, car ne présentant pas suffisamment de surface pour serrer en sécurité. Pour du métal (qui est dur), pas de problème, mais pour du bois, ça viendra le poinçonner, jusqu'à l'écraser et rentrer dedans, sans jamais bien le serrer.
Il n'y a possibilité de le changer ? Pour cela, il faudrait démonter le carter qui l'entoure (si possible), et voir comment il est monté...
Si tu cherches le mm ou le 1/2 mm comme précision, on reste dans des choses raisonnables.
Ensuite, cela dépend de la rigidité du mandrin et comment il peut tenir le bloc de bois à usiner.
Je crois que j'essaierais quand même de faire une contre pointe rudimmentaire, un cube en bois, avec une pointe, fixée dans la rainure du tour. Cela permettra de stabiliser la pièce, et ce sera mieux que rien.
Ensuite, un montage avec défonceuse, comme montré par Flaab, ou construire en bois une sorte de table 2 axes, fixée dans la rainure. Il suffit d'avoir des coulisses bois sur bois, et un système pour fixer/tenir l'outil. Si c'est bien fait, cela devrait marcher.
Merci Kentaro ! pour ton encouragement et tes pistes.
Reste à me gratter la cervelle pour tenter de mettre au point quelque chose qui marche et qui va pas se satelliser.
Mine de rien, pour obtenir un bon cylindre "à 5/10°" faut que la trajectoire de mon chariot soit bien parallèle à l'axe du mandrin sur les 2 plans vertical et horizontal : pas si facile que ça à régler dans l'espace.
Bonjour,
J'ai été confronté à cette nécessité également pour usiner des stries de 0.8 mm de profondeur avec ma cnc sur des cylindres. Si le cylindre n'est pas régulier forcément la profondeur des stries n'est pas constante (inacceptable :))
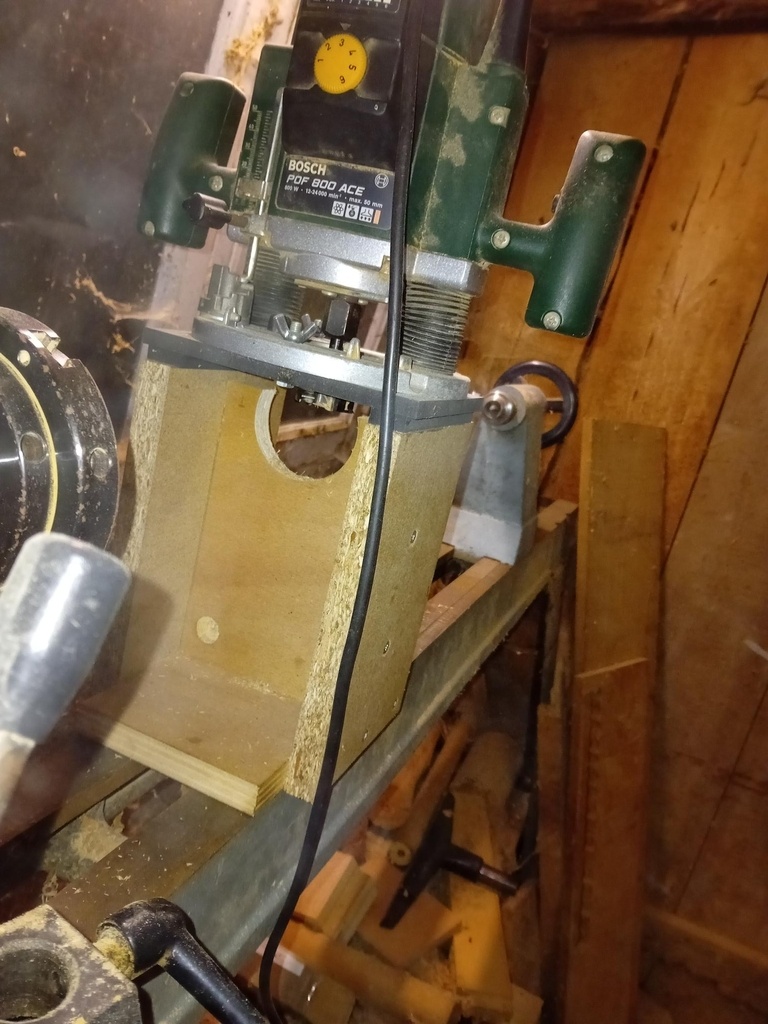
J'ai cherché, comme toi, du coté guide linéaire, recyclage de la colonne de mon agrandisseur Devere, copieur pour tour et j'ai trouvé la solution la plus simple au monde et qui fonctionne à merveille: quelques chutes, quelques vis et ma vieille bosch équipée d'une fraise à surfacer.
Par contre sans contre pointe je ne sais pas si j'oserai...
Mickael

Merci Flaab !
J'ai l'impression que ton chariot glisse sur la base sans être tenu, sauf par toi. C'est bien ça ? ça vibre pas trop ?
Utilise-tu la rainure comme un guide ?
L'idée est bonne et simple en effet.
Je crois aussi qu'il me faudra une contre-pointe ultra courte. Je pense à une tige filetée de 16 ou 20 appointée, montée sur une "équerre" bien rigide, et appliquée en force contre le bois, mais je me demande si ce dernier ne va pas brûler au point de contact et du coup prendre du jeu vis à vis de la contre-pointe ...
Une contre-pointe "folle" en rotation et très courte serait idéale, mais où trouver ça ???
oui, c'est un support de défonceuse plus qu'un chariot. Il est retenu de chaque coté par les faces qui descendent un peu plus que le fond, pas de guidage dans la rainure centrale du banc, ce n'est pas nécessaire car ma fraise fait 3/4cm de large. Ce qui veut dire que je peux avoir 3/4 cm de jeu sans que ça affecte la régularité du cylindrage.
Je dégrossi à la main et fini avec mon dispositif pour enlever les qques mm restants en vitesses moyennes (tour et défonceuse). Pas plus de vibrations que ça.
Sur le SIM T5 de mon père j'usine sans contre pointe sans problème mais le mandrin est plutôt conséquent, peut-être le tien l'est aussi.
Sinon ton idée de tige fixe sur une équerre peut suffire car il n'est pas nécessaire de forcer la contre pointe, elle sert juste de "sécurité".
Mais il ne serait pas bcp plus compliqué d'encastrer un roulement dans ton support équerre et d'y boulonner ta tige appointée.
Bonnes réflexions.
Merci pour tes précisions sur ton mode opératoire, et également pour l'idée d'un simple roulement en interface entre support et tige filetée.
Je ferai un retour d'expé lorsque j'aurai réalisé ce montage (qui n'est pas le premier sur la liste, mais ça viendra !) ou essayer la méthode donnée par cocoM.
Licence
