
Bonjour à tous
On me demande de refaire cette porte à l'identique sans refaire le bâti ( sous traitance pour un autre menuisier ).
Le problème c'est que je n'ai jamais fais de grand cadre cintré et mouluré de cette manière.
C'est seulement la partie haute du grand cadre qui me fait chauffer le cerveau.
La solution pour moi c'est de faire la moulure à la mobylette (toupie portative reish) avec un ou plusieurs faire identique au moulure du reste du cadre que je vais toupiller. Et les rainures au guide meteor. C'est vraiment la moulure qui m'embête.
Le problème c'est que je n'ai pas de toupie portative et quasi pas d'expérience sur cette machine.
Donc j'ai pensé à la déf avec un compas mais j'ai peur de passer beaucoup de temps pour un résultat moyen et où il y aura beaucoup de finition.
Perso je preferai restaurer mais la on me demande de fabriquer...
Auriez vous des idées pour faire autrement ?
Merci d'avance !





4 réponses
bonjour
je vais en choquer certains
cela me parait simple comme bonjour , la faire réaliser par quelqu'un qui sait , trêve de plaisanteries
je sais faire
a la défonceuse montée en compas avec plusieurs mèches ,
à la toupie avec l' entraineur
par mon tourneur sur bois
par un sculpteur
à la volée au champignon et a la toupie
à la défonceuse a col de cygne
si vous débutez prenez la première solution
je reste a votre disposition
etienne desthuilliers le roi de la toupie
Hello
a vu de la photo la moulure semble recreusée
Alors pour une copie exacte
Les solutions à la défonceuse ne sont pas adaptées .
Reste le toupillage au berceau (champignon ) toupillage à plat pas possible
Le tarabiscot:
toupie portative utilisable en stationnaire.
bonjour je ne l' ai pas vu recreusé nous allons demander le profil à celui qui demande de l' aide
etienne
ps pourquoi le toupillage n est pas possible il suffit de toupiller a chant
bien amicalement
même refouillé je sais faire cintré en plan et en élévation un coup de toupie , et un coup de tarabiscot bien amicalement
étienne
bonjour
pour ceux qui ne sont pas habitués a la toupie
si on peu toupiller la moulure droite une moulure cintrée sur le plat ou sur le chant sont toupillable
sur le plat on modifie la table support dans ce cas sur le guide on met une pièce découpée en cintre
dans l'autre sens on travaille a l arbre
il y a des précautions a prendre dans le cas ici présent
suivant le diamètre de l'outil et le diamètre de la pièce il y a lieu de faire des correction du profil de l'outil et d adopter une gamme d'usinage qui garde deux portées
j ai fais des séries de moulures de ce genre pour la deco d 'une grande
banque parisienne
etienne desthuilliers
Bonjour
Merci pour vos précisions,
Je m'attendais à avoir une réponse de votre part etiennedesthuilliers.
Je n'ai jamais travaillé au champignon et je préférerai avoir une explication devant la machine avec quelqu'un d'expérimenter avant de me lancer dans ce genre de toupillage.
Pour faire ce genre de moulure cintré et recreusé au champignon il faut l'arbre le plus fin possible ( 20-30?) Et en fer qui n'est pas beaucoup en saillie par rapport à l'arbre non ?
Je pense que je vais opter pour l'option de la défonceuse avec un compas si mon devis est accepté.
Voici en photo ce que j'en pense être le profil de la moulure
Et je comprends tout à fait que cela vous semble simple, l'expérience facilite forcément les choses
Merci encore pour vos réponses !
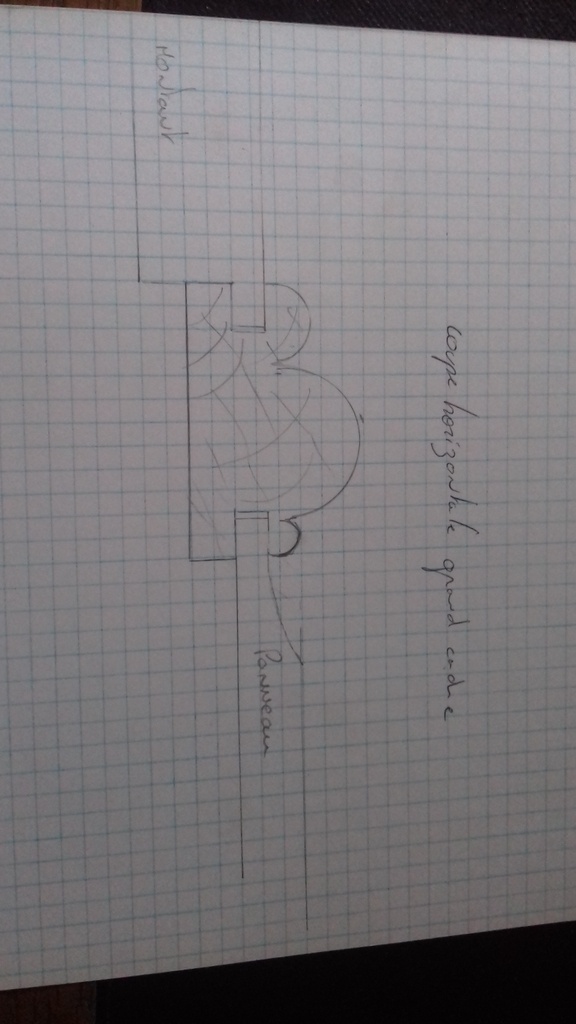
Si la moulure à bien le profil que tu représentes sur ce schéma, EbenoFlo, les moulures creusés "en pointe" ne seront pas compatibles avec un usinage au champignon.
En effet, comme tu le dis, un arbre d'un diamètre le plus fin possible est en général plus adapté, de façon à ce que l'outil dans sa rotation, ne vienne pas creuser en dehors de la partie souhaitée, lors de l'avance de la pièce dans le mouvement circulaire qui doit être le sien...
Je sais, pas simple à expliquer en quelques mots. Alors peut-être une proposition de démonstration : Imagine ta moulure cintrée, creusée "en pointe" comme le représente ton croquis. Essaye de placer le chant externe d'une rondelle ou d'un disque dans cette forme en pointe, et tu comprendras que plus le diamètre du dit disque est réduit, plus il s'approchera de la pointe du fond de la moulure. Mais pour que le bord du disque l'atteigne parfaitement, il faudra qu'il soit d'une épaisseur et d'un diamètre hyper réduit, sinon, il vient buter sur les boudins de chaque coté. Ensuite, tu imagine que ce disque représente la rotation de ton outil, et tu as tout compris. (enfin j’espère ! )
)
Pour de telles formes en pointe, les seules possibilités sont donc de travailler avec un tarabiscot muni d'un fer adapté, et monté sur un compas, à la défonceuse portative, aussi sur un compas et avec une fraise en pointe (ou "à graver"), à la défonceuse stationnaire avec un même type de fraise et un gabarit adapté (mais c'est une machine que peu connaissent, qui n'a jamais été très rependue dans les ateliers), ou encore défonceuse à CN, aujourd'hui.
Une autre possibilité, à laquelle il m'est arrivé d'avoir recours : faire réaliser cette moulure par un tourneur sur bois ! Il faut, pour ce faire, réaliser un panneau support bien rigide, du diamètre extérieur de la moulure finie. Ensuite, il faut y fixer 4 sections (ça peut aussi être plus de section, comme on voudra) de bois raboté, découpées avec du gras en largeur, mais parfaitement ajustées en bout (comme elle le seront sur l'ouvrage définitif). Elle peuvent être fixées par vissage, par l'arrière du panneau, ou encore mieux, collée avec du papier journal (une technique qu'aiment bien les tourneurs, pour faire des demi cylindres, par exemple).
Le tourneur travaille ensuite au "tour en l'air", pour réaliser la moulure, et contrôle progressivement la forme au moyen d'un modèle de la moulure, mais plus surement avec un gabarit de forme de cette moulure, découpé et ajusté à la lime, dans un métal tendre (pour ma part, je l'avais fait dans des chutes de tôle de laiton)... Mais là encore, cela nécessite de trouver un tourneur en capacité de le faire, et de façon suffisamment précise... ce qui devient malheureusement rare.
J'aime ces questions. On apprend plein de choses.
Et on voit bien pourquoi les meubles qu'on nous propose aujourd'hui sont si simples.
Mais, n'est il pas tout simplement envisageable de faire les raccords et fin de moulure en les sculptant ? Un coup de gouge et 2 coups de ciseaux, un bout de racloir et c'est fini ?
Yvon Rolland bonjour
j ai bien compris les problèmes que pose le toupillage et les modifications de profil
comme je ne sais pas si vous toupillez souvent au champignon et si vous faites souvent ce genre de grand cadre, je vais vous dire que pour moi le problème est simple à résoudre sur les déformations de profil il suffit simplement de les anticiper en faisant l' outillage un pour les droit , un pour les cintres
je fait cela sur mes rampes et sur mes moulures cintrées depuis 50 ans sans problème aucun
je travaille avec des arbres de 20mm,28mm, 50mm il est vrais qu'avec un arbre de 20 mm il y a mois de déformation de profil
mais comme je fais mon outillage il ni a aucun problème
bien amicalement
l' ancien
etiennedesthuilliers
Etienne, c'est à EbenoFlo que je répondais, suite à sa publication de coupe de moulure.
Et donc, je disais que pour une telle moulure, suivant le cintre de cette porte, impossible d'aller jusqu'au fond (jusqu'au plus profond des 2 pointes, j’entends bien), anticipé ou pas, sans "manger" les boudins, et cela, quel que soit le diamètre de l'arbre. 
Sinon, pour ce qui est de toupiller "en l'air", au champignon, ou sur un berceau, je ne le fais pas souvent, non. Mais il m'est arrivé d'avoir à le faire tout de même, et donc d'avoir à imaginer et mettre au point une telle solution, même si surement pas aussi souvent que toi, dans ta spécialité de rampiste. Et je suis parfaitement conscient, pour avoir eu à les déplorer puis à les prévoir aussi, de ces "déformations anticipées" à porter sur les fers destinés aux pièces cintrées, pour qu'elle soient d'un profil identique aux pièces droite.
Des reprises à la main, plus ou moins importantes sont relativement inévitables aux jonctions avec les moulures droite, trente six seb. Mais l'idée et la discussion portent ici sur l'objectif d'avoir un profil de moulure cintrée le plus proche possible de la moulure droite, de façon à ce que ces reprises ne se limitent qu'aux jonctions, justement.
Et si les meubles qu'on nous propose ou demande aujourd'hui sont bien moins complexes qu'autrefois, c'est sans doute que ces savoir-faire (et les temps de main d’œuvre qu'ils induisent) ont un coût que peu de gens acceptent (ou ont les moyens) de payer aujourd'hui. En conséquence, ces savoir-faire se perdent, deviennent rares... et plus couteux. Le serpent qui se mord la queue... Cercle vicieux, toussa 
On est bien d'accord, je n'envisageais pas du tout la possibilité de faire tout le cintre à la main.
Je pensais plus à la problématique de manger les boudins en tournant.
trente six seb Je comprends. Mais ça ferait tout de même une sacrée longueur à reprendre à la main, un burin de sculpteur (qui a une forme en double biseau en V) étant le plus adapté. Mais fastidieux et difficile d'avoir quelque chose de parfaitement régulier, et net.
On pourrait aussi imaginer de terminer ces formes en pointes creuses, avec un passage d'affleureuse équipée d'une fraise "à graver", et munie de 2 galets qui viennent prendre appui et se guider sur le cintre extérieur, par exemple.
Allez, petit croquis ci dessous :
Ah oui c'est plus clair. N'ayant jamais été confronté à ces problématiques, je n'envisageais pas toutes les difficultés.
Yvon Rolland bonjour
si il a des problème de toupillage il peu reprendre le creux a la défonceuse en créant un outil a se moment la il n aura aucun problème je veux bien lui faire un croquis le reprendre au tarabiscot n 'ai pas facile pour un débutant je n' utilise le tarabiscot que dans les moulures refouillées
mais tout a fait entre nous je gagne ma vie car il y a peu de problème qui me semble difficile
bien amicalement etienne
trente six seb bonjour , si j ai 50 pièces a faire je raisonne autrement
mon but dans mon métier à toujours été de résoudre l' équations comment diminuer ses temps de fabrication
car je vend des heures
et si j'ai trouver un moyen qu'un collègue n'a pas pensé je suis plus compétitif que lui et monsieur Yvon Rolland a tout a fait raison lorsqu'il dit qu'un certain professionnalisme disparait , et cela permet au débrouillard tirer son épingle du jeu
le coup du sculpteur est pour moi revenir 200ans en arrière
bien amicalement a tout ceux qui essaie de progresser
Etienne
je dis souvent les choses sont simple lorsque l' on sait les faire
etiennedesthuilliers
Il n'a pas pas de problème, il n'a que des solutions, en effet, Etienne.
J'en ai proposé quelques unes, plus ou moins parfaites ou plus ou moins adaptées aux équipements ou possibilités des uns ou des autres. A eux de faire et parfaire leurs propres expériences, avec tout ça.
Mais je note que tu admets bien ici, que même avec ton expérience que je ne conteste pas le moins du monde de "toupilleur au champignon", même avec un arbre d'un diamètre très réduit, il sera difficile de réaliser les 2 pointes de façon parfaite, rien qu'avec ce moyen !  (Je te taquine, Etienne, tu ne m'en voudra pas, hein ?). En effet, même avec un arbre de 20 mm de diamètre, si l'on considère que ces pointes sont en creux de 10 mm par rapport au point haut de la moulure (sans doute plus, en réalité, je pense), il faudrait donc un fer de 40 mm, au plus large. Ces 40mm en devenant le diamètre, lorsqu'il est en rotation. Donc impossible d'obtenir ces pointes parfaites au champignon. Une solution peut donc être de les oublier, à l'étape du champignon, et de les réaliser de façon fine, par un autre moyen ensuite.
(Je te taquine, Etienne, tu ne m'en voudra pas, hein ?). En effet, même avec un arbre de 20 mm de diamètre, si l'on considère que ces pointes sont en creux de 10 mm par rapport au point haut de la moulure (sans doute plus, en réalité, je pense), il faudrait donc un fer de 40 mm, au plus large. Ces 40mm en devenant le diamètre, lorsqu'il est en rotation. Donc impossible d'obtenir ces pointes parfaites au champignon. Une solution peut donc être de les oublier, à l'étape du champignon, et de les réaliser de façon fine, par un autre moyen ensuite.
Comme tu le sais, car nous avons déjà eu l'occasion d'en parler, j'ai aussi passé ma vie professionnelle à résoudre mes propres problèmes et défi techniques, mais aussi ceux des autres. Et si ça peux servir à encore plein d'autres que je rencontre ici de façon virtuelle, je n'en serais que plus heureux, de partager et transmettre tout ça !
Confraternellement
Et si on pouvait quand même le faire à la toupie lourde.
Il y a une solution sans s'occuper du diamètre de l'arbre et autre complications.
Pour cette moulure vous faite les deux cotés au fer sans faire le refouillage à plat et à l'entraineur à l'arbre.
Reste à recreuser les pointes alors vous bloquez l' arbre avec un fer affuté au profil du refouillage et en utilisant l'entraineur vous venez de transformer votre toupie en tarabiscot. Bien sur la toupie est pas en marche seul l'entraineur fait avancer la pièce qui est fixé sur un plateau avec le centre de l'arc ou un berceau à plat qui guide la pièce d'équerre à l'arbre . la seul difficulté est de placé l'entraineur pour avoir une bonne avance .
il suffit de descendre l'arbre mm /mm avec un un affutage en mode tarabiscot.
Haha, Bonbonveronbi... Vous vous êtes passé le mot, avec etiennedesthuilliers ??? Il est venu me donner exactement la même solution, en MP il y a deux heures ! Bande de petits cachotiers !
Vous vous êtes passé le mot, avec etiennedesthuilliers ??? Il est venu me donner exactement la même solution, en MP il y a deux heures ! Bande de petits cachotiers ! 



Alors, même réponse :
"Effectivement, c'est aussi une solution de transformer la toupie en tarabiscot. Là, j'avoue que je n'avais pas pensé à une solution aussi capilotractée! Espérons juste que personne n'aura besoin de la toupie pour des usinages pour lesquels elle est vraiment conçue et adaptée, pendant ce temps là !"
Précision tout de même, avec cette idée d'usinage. Ça n'est pas l'arbre qu'il faut baisser progressivement pour approfondir les formes creusées en pointes. Mais plutôt le guide, qu'il faut reculer progressivement, de façon à augmenter petit à petit la sortie et donc la prise de ton fer.
Sinon, pour ce qui est de placer l'entraineur, pas de difficulté insurmontable. Si j'avais à le faire, je fermerais les guides au maxi (on peut, puisqu'il n'y pas de rotation de l'outil). Ou alors, fixer un panneau en laissant juste dépasser la pointe utile de "l'outil tarabiscot". Les entraineurs, en tout cas tout ceux que j'ai eu l'occasion d'utiliser, peuvent se positionner à la verticale, parallèlement au guide, donc. Ensuite, il faut l'incliner légèrement, de façon à ce qu'un seul des galets ne soit en contact de la pièce à entrainer (on peut aussi démonter deux roues sur trois, pour n'en laisser qu'une seule), pour éviter les ripages, qui se produiraient inévitablement et au risque d'à-coups lors de l'avance, si 2 ou 3 galets étaient en contact avec la pièce qui doit avoir un mouvement en rotation.
Et encore bravo pour votre réponse concertée, et pour le coup sacrément "tarabiscotée", Bonbonveronbi & etiennedesthuilliers ! 
yvonrolland
il ni a pas eu d échange , c 'est la ou les grands esprits se rencontre
j' ai imaginé cela en voyant les outils de tour automatique il y a bientôt un demi siècle
je n ai pas de probleme j ai plusieurs toupies lourdes et de nombreuses autre toupies
le fainéant de service
etiennedesthuilliers
Même pas un discret petit message privé, comme celui que tu m'as adressé ce matin, et comme tu aimes bien envoyer de temps en temps, d'ailleurs ?
Message qui curieusement donnait exactement cette même solution ?
Arhhh, tu es bien "tarabiscoté", des fois, Étienne !
Bon allez, je sais bien que tu voulais à tout prix avoir le dernier mot, et prouver à tous que toute cette réalisation de moulure cintrée était possible à l'aide de la seule toupie, va !
Allez, je te le laisse, ce dernier mot. Tu as gagné ! Sans rancune et bien confraternellement !
Il me manque de l'expérience mais dans les toupies récentes que j'ai vues, l'entraineur en fonctionnait que si la toupie était en marche.
Par contre, je note cette idée très ingénieuse.
Il y a deux aspects dans le fait d'être compétitif : aller plus vite que le voisin d'une part mais déjà dans un premier temps, être tout simplement capable de réaliser une pièce.
Yvon Rolland bonjour
mais il a proposé une solution différente de la mienne que je retient
il y a donc deux méthodes ou deux écoles la sienne me semble
intéressante car elle reprend celle du tourneur on a des tours a plat dans l industrie
bien joué
etienne
etiennedesthuilliers
Bien tenté, Etienne ! S'il propose effectivement une première phase d'usinage à plat sur la table de la toupie, une de chaque coté de la moulure, mais sans creuser du tout les partie en creux, à la différence de toi qui les faisais partiellement au champignon, c'est bien sur la seconde phase, que vos solutions de "toupie tarabiscot" sont parfaitement identiques et se rejoignent.
Les grands esprits se rencontrent, comme tu dis... mais peut-être en MP, alors ???
Quant-à la solution du tournage, et précisément du tournage "en l'air", je rappelle que je l'ai également évoquée, hier ou avant hier. Solution qui permet, d'ailleurs, de réaliser le profil dans son intégralité, sillons compris, sans qu'aucune autre opération d'usinage ne soit nécessaire ensuite
Yvon Rolland une petite précision sur ma réponse c'est bien l'arbre que je baisse progressivement je ne touche pas aux guides.
En effet tout le processus d'usinage ce passe à plat.
Nous avons choisis ce type d'usinage pour ne pas toucher à l'entraineur entre les divers passes et pour garder le réglage pour les parties droites. En contre partie il faux faire un fer qui lui aussi est refouillé pour laisser passer le bombé de la moulure il est à noté que on peux le positionner sur une cale en biais dans l'arbre pour limiter l' entaillage du fer.
La profondeur du refouillage est très précise car calibrée ce qui facilite les raccords de moulures.
Néanmoins cela devrai marcher sans problème en vertical l'avantage l'entraineur n'as pas de difficulté à être placé. mais il va falloir peut être calée la moulure car elle ne portera pas sur son plat.
Je profite de cet échange intéressant pour vous souhaiter une bonne année.
Très bonne année à toi aussi, Bonbonveronbi , et à tous ceux qui passent ici (ou tout au moins ceux qui liront cette réponse... Mais bonne année quand même, à ceux qui ne la liront pas !)
OK, je pense comprendre ton procédé... Tu travailles donc ta pièce à l'horizontale sur la table, avec un fer refouillé (ou coudé en quelque sorte) qui attaque par dessus, si je comprends bien.
Quand même un peu complexe, et pour un résultat avec ce mode d'usinage sur le principe du tarabiscot, dont le résultat sera sans doute loin d'être parfait.
En effet, le fond du creux doit sans doute être à une dizaine de millimètres du point le plus haut de la moulure. Sachant d'autre part que dans des pièces cintrées, on se retrouvera dans du contrefil d'un coté, puis de l'autre au gré de l'avancement de la pièce, il ne sera possible de faire que des passes de quelques dixièmes à chaque fois. Le principe du tarabiscot reste tout de même d'enlever un fin copeau de bois par de nombreuses passes progressives et successives suivant une avance relativement rapide, (un principe intermédiaire entre celui du rabot et celui du racloir) et surtout pas d'arracher du bois en forçant l'avance de la pièce en prenant de grosses prises, avec un entraineur qui n'autorisera qu'une avance beaucoup plus lente qu'à la main (même si réglé au plus rapide).
Toute cette façon de faire nécessitera donc de très nombreuses passes, et induira donc beaucoup de temps pour un état de surface qui reste plus qu'aléatoire, et en conséquence pas mal de reprise et ponçage à suivre.
Et bien je préfère de loin ma solution de refouillage à l'affleureuse (ou à la défonceuse), telle que je décrivais plus haut et qu'il m'est arrivé d'utiliser, dans des cas similaires. Je n'en ai bien sur décrit et dessiné que très sommairement le principe. Cela nécessite des cales d'épaisseur, par exemple, pour "chevaucher" de part et d'autre la moulure, et éviter que la machine ne déverse. Mais même avec ce temps de mise au point incontournable, ça restera d'un temps de réalisation bien moins long et d'un meilleur résultat que l'idée que tu décris.
Merci etiennedesthuilliers de la précision
C'est que j'appelle un toupillage au berceau comme je le disais plus haut, mais mon terme n'est peut être pas juste.
ces portes de fabrication industrielle. la moulure est faite a la défonceuse numérique programmée pour faire du travail en série. comme les portes de meubles et de cuisines impossible a faire a la toupie ni avec une moulurette a moins d'être très expérimenté et encore.
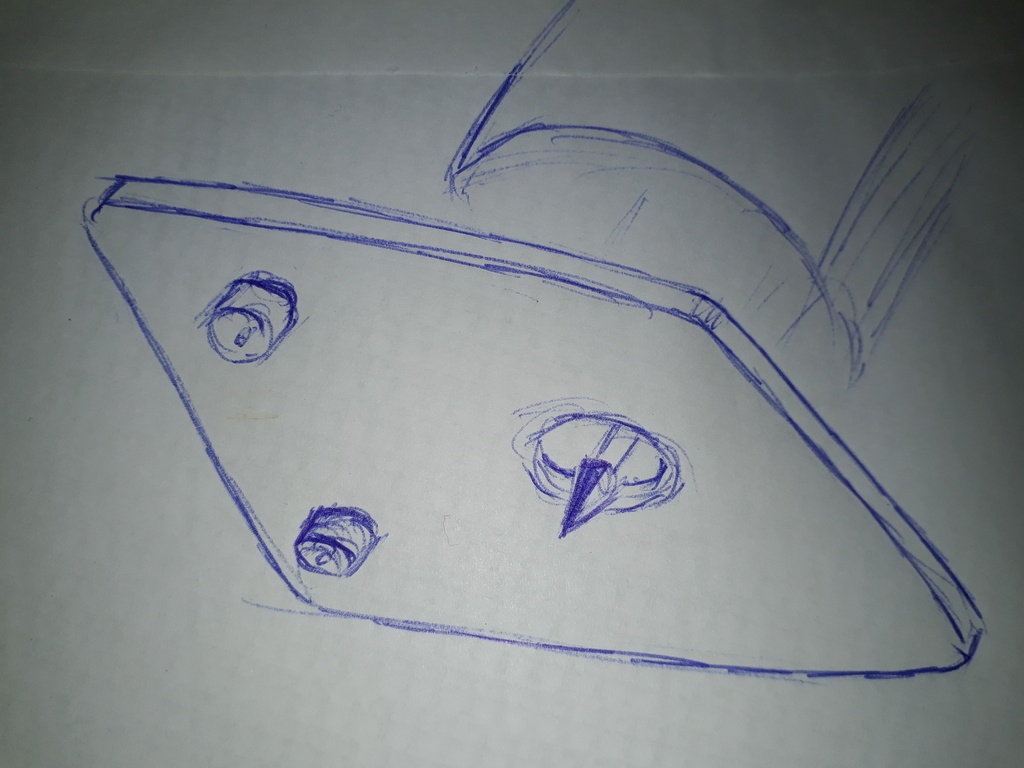
Au vu de l'état de l'arrière de la porte (comme le montre l'une des photos), peu de chance que cette porte ait été fabriquée à une époque où existaient les machines à CN !
On savait travailler, réaliser des ouvrages de formes complexes, bien avant l'avènement de ces machines dans les usines, puis les ateliers, même si elles nous facilitent la tache et nous ouvrent de nouvelles possibilités, aujourd'hui.
Mais bien des moyens, outils à main, machines ou méthodes permettent de réaliser de telles moulures, même refouillées, sans recourir à des machines à CN.
dans le début des année 80 j'ai visité une fabrique de meubles j'ai vu des machines comme des défonceuses a tête multiples qui faisaient des portes de meubles rustiques en moins de 5 minutes. je ne sais pas si elles étaient numériques.
Bien sûr. Et pour réaliser diverses formes ou des moulures telles que celle de la porte donnée en exemple ici, des entreprises souvent industrielles et parfois plus artisanales pouvaient recourir à des défonceuses stationnaires, sur un gabarit ou montage d'usinage. Mais ces machines n'étaient effectivement pas à commande numérique, à cette époque.
Bonjour,
Tu peux te faire un tarabiscot vu que tu n'à qu'une moulure à faire.
Ou peut être la faire en plusieurs parties (ont vois pas super bien la forme sur les photos) tu rapporte le boudin après.
Licence
