
Ce pas à pas présente un projet en cours de réalisation.

J'ai remplacé il y a quelques mois mon petit combiné Bestcombi 2000 par une scie/toupie kity 609TF et une rabot/dégau kity 1647. Ayant fait de nombreuses recherches pour pouvoir rénover, entretenir et faire fonctionner les moteurs triphasé des nouvelles machines sur mon installation en mono, je vous partage dans ce pas à pas les étapes de la modification voire petites améliorations apportées à ma Kity 1647. Un autre pas à pas est dédié à la Kity 609.
Liste des articles
Modification électrique : Installation d'un variateur de fréquence
La machine est équipée d'un moteur de 2.2 KW triphasé. Afin de conserver toute la puissance et le couple du moteur triphasé sur mon installation électrique qui est en mono, j'ai équipé la machine d'un variateur de fréquence (voir également mon autre pas à pas sur les modifications électriques apportées à ma Kity 609TF qui donne plus de détails sur les variateurs de fréquence et les moteurs triphasés).
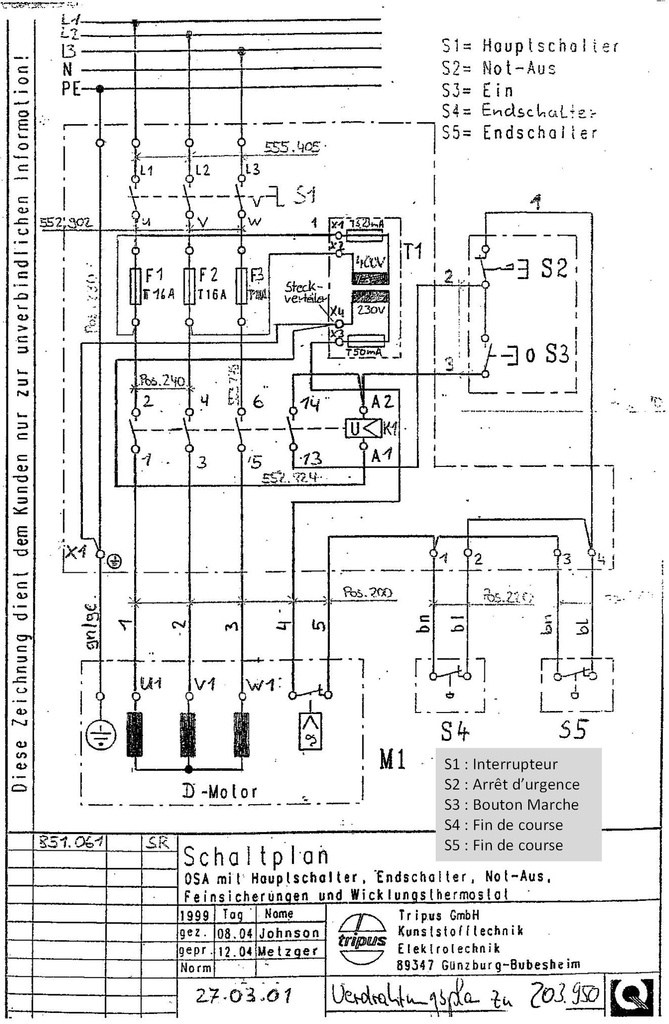
Lorsque j'ai ouvert le boitier électrique principal, j'ai eu la bonne surprise d'y trouver le schéma électrique de la machine bien plié et rangé dans des rainures du boitier. Je vous le partage ici, cela pourrait aider certains possesseur de cette machine.
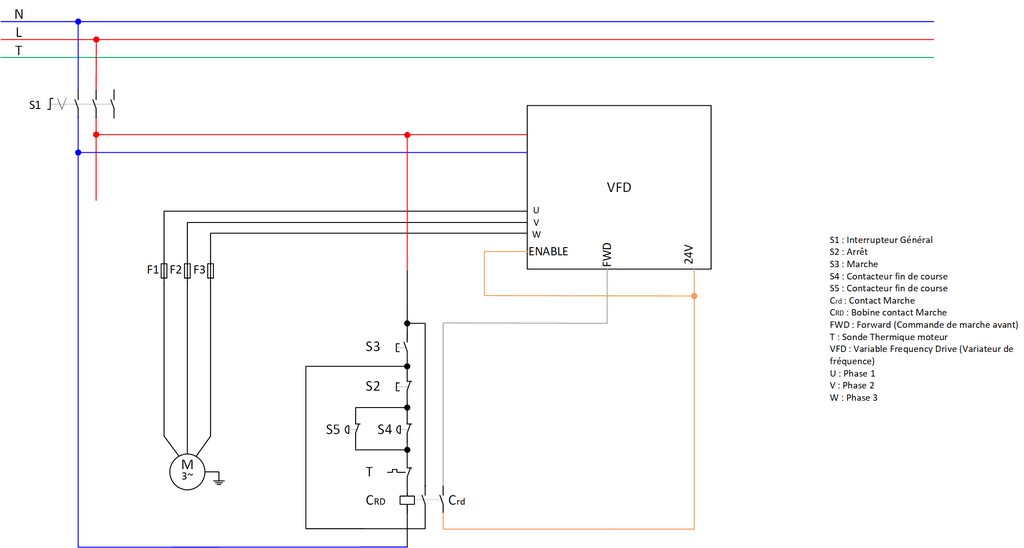
Le principe pour ajouter le variateur de fréquence est ici le même que ce que j'ai fait sur ma combiné Scie/Toupie, c’est-à-dire de conserver les boitiers et circuits de commande d'origine de la machine et de réutiliser le contacteur moteur pour commander le marche/arrêt du variateur de fréquence. La sortie du variateur est directement câblée sur le moteur. Cela permet de conserver les sécurités prévues par le constructeur sur la machine.
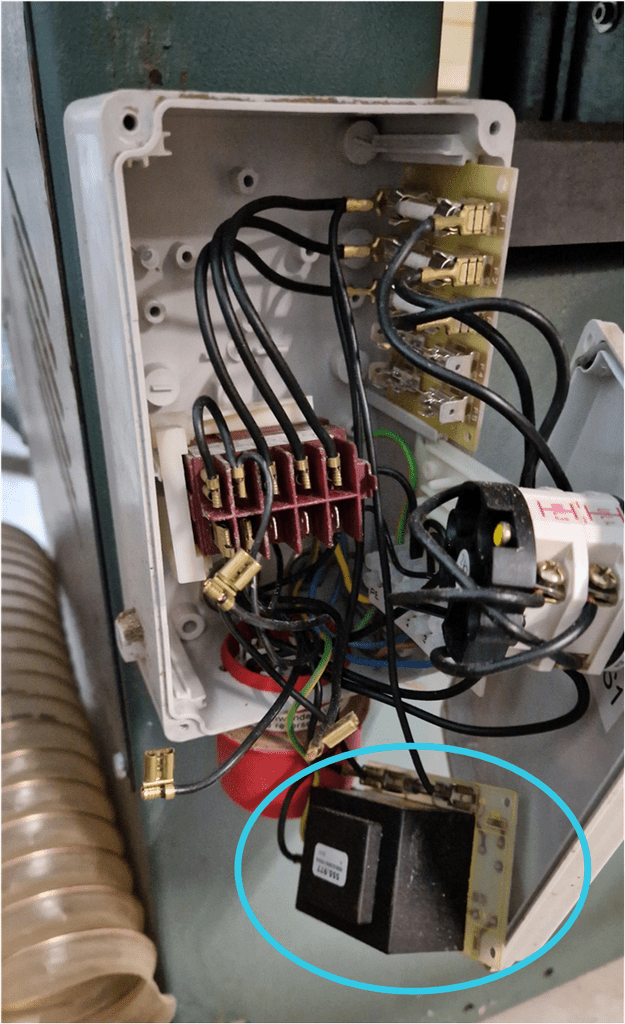
A noter que dans le boitier, il y avait un transfo 400V/230V pour le circuit de commande. Ce type de transfo sert à abaisser la tension mais également à isoler le circuit de commande. Cependant le secondaire était relié à la terre ce qui n'est normalement pas recommandé pour la protection des personnes. Comme le boitier est maintenant directement alimenté en 230V, ce transfo n'est plus nécessaire et a donc été retiré. J'ai vérifié avec un multimètre que le châssis et les pièces métalliques de la machine était bien raccordées à la terre. C'est bien le cas et c'est indispensable pour la sécurité électrique.
Voici les schémas de câblage avant modification et après modification :
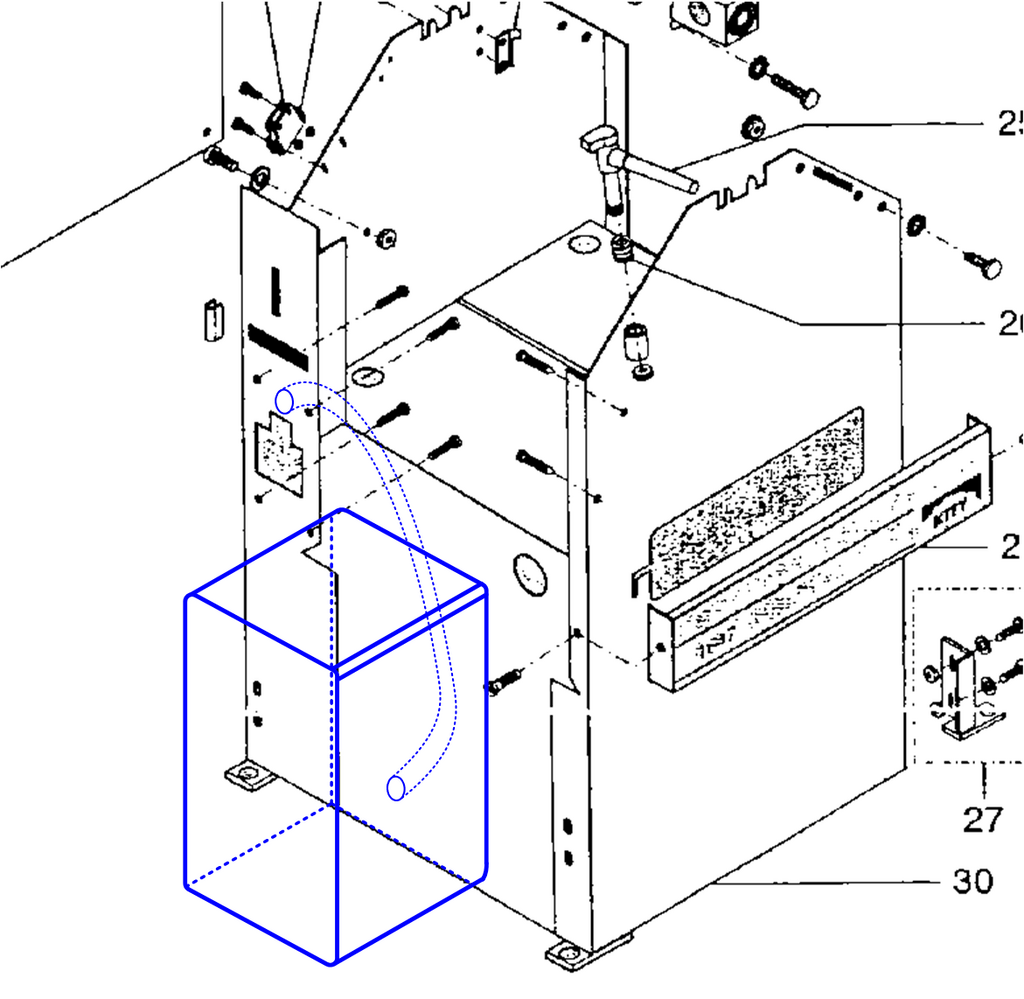
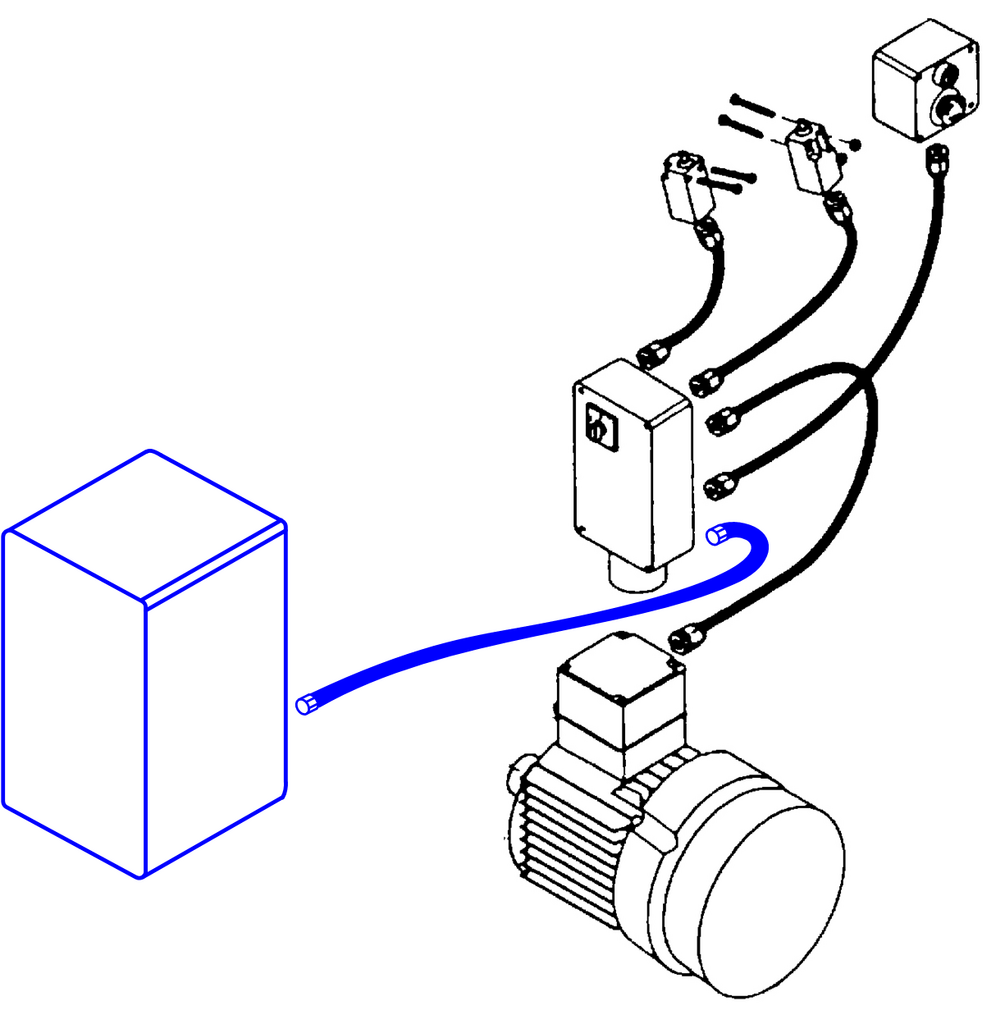
J'ai installé le variateur dans un caisson (photos 1 et 2) fait maison dans lequel j'ai percé des ouvertures au dessus et en dessous pour l'évacuation de la chaleur. Il faut bien penser à installer des filtres dans les ouvertures pour éviter que les copeaux et autres poussières ne viennent s'y introduire (Photos 3 et 4).
Une gaine supplémentaire (5ème et 6ème images) avec presse-étoupes raccorde le boitier principal au caisson du VFD.
Pour limiter les changements, j'ai conservé la prise d'origine (Partie basse de la 7ème photo) du boitier principal qui est normalement faite pour du triphasé mais j'y ai câblé un 3G2.5 et une prise 230V mono classique à l'autre extrémité.
On voit sur la dernière photo, entouré en bleu clair, le transfo 400V/230V qui a été retiré.





Vérification du réglage des tables de la dégauchisseuse
Voici la procédure que j'utilise pour vérifier que les tables sont bien coplanaires :
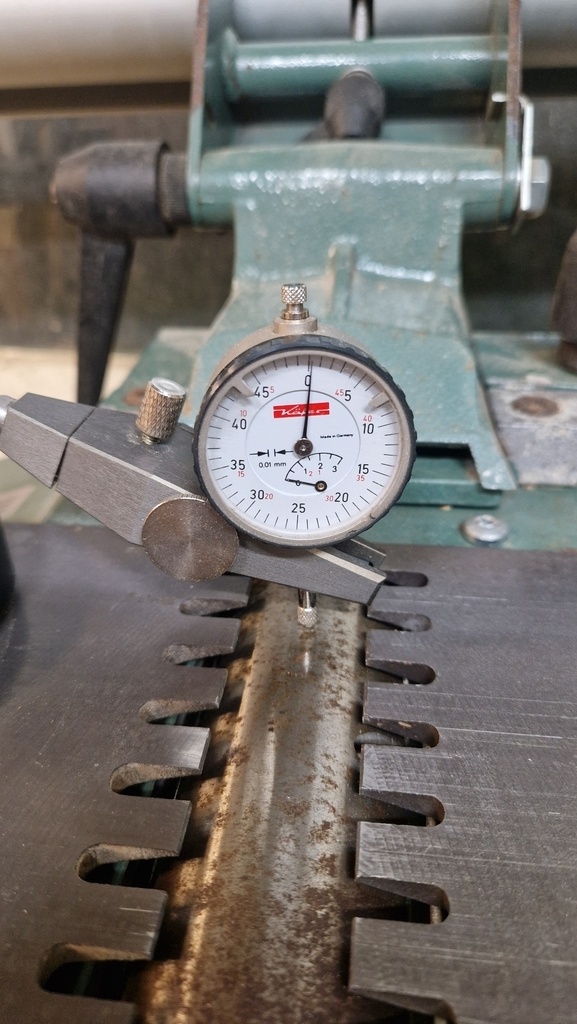
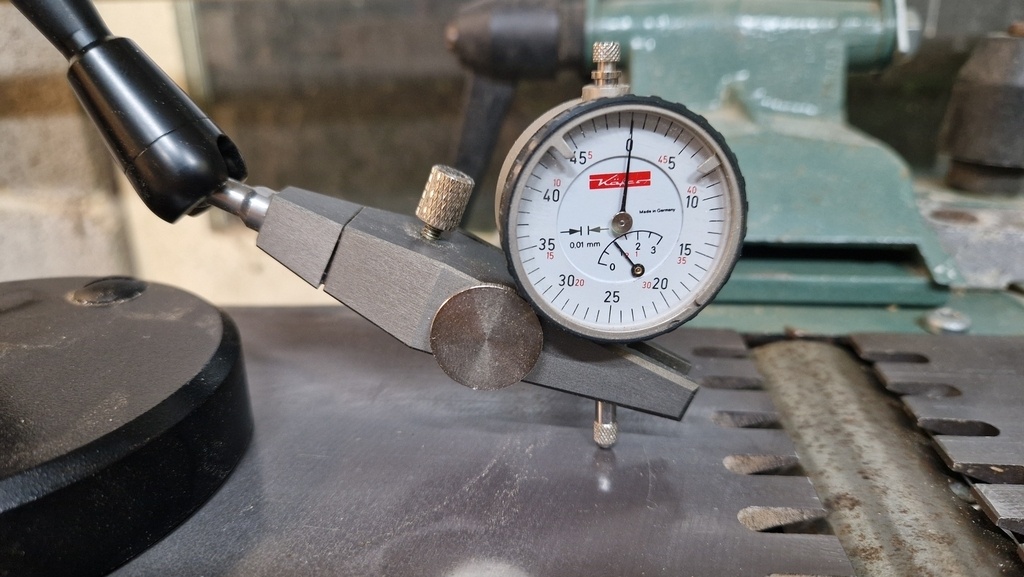
- Vérification du parallélisme et du décalage de la table de sortie vis à vis de l'arbre avec un comparateur (Photos 1 à 4). La table de sortie doit être 1 mm au dessus de l'arbre d'après la documentation Kity. Sur ma machine le décalage était de 1,5 mm (voir chapitre suivant pour le réglage).
- Réglage de la table d'entrée à 0 (Photo 5)
- Mise en place de deux grandes règles (1,5 m minimum) sur les deux côtés des tables, maintenue en place sur la table de sortie avec deux serres joints (Photo 6)
- Contrôle avec une cale d'épaisseur (0.1 mm). Il s'agit d'essayer de glisser la cale d'épaisseur sous la règle en différents point des tables d'entrée/sortie (Photos 6 et 7). La cale d'épaisseur ne doit pas passer sous la règle ou avec difficulté.








Voici les défauts de réglage que j'ai constatés sur ma 1647 et comment j'y ai remédié :
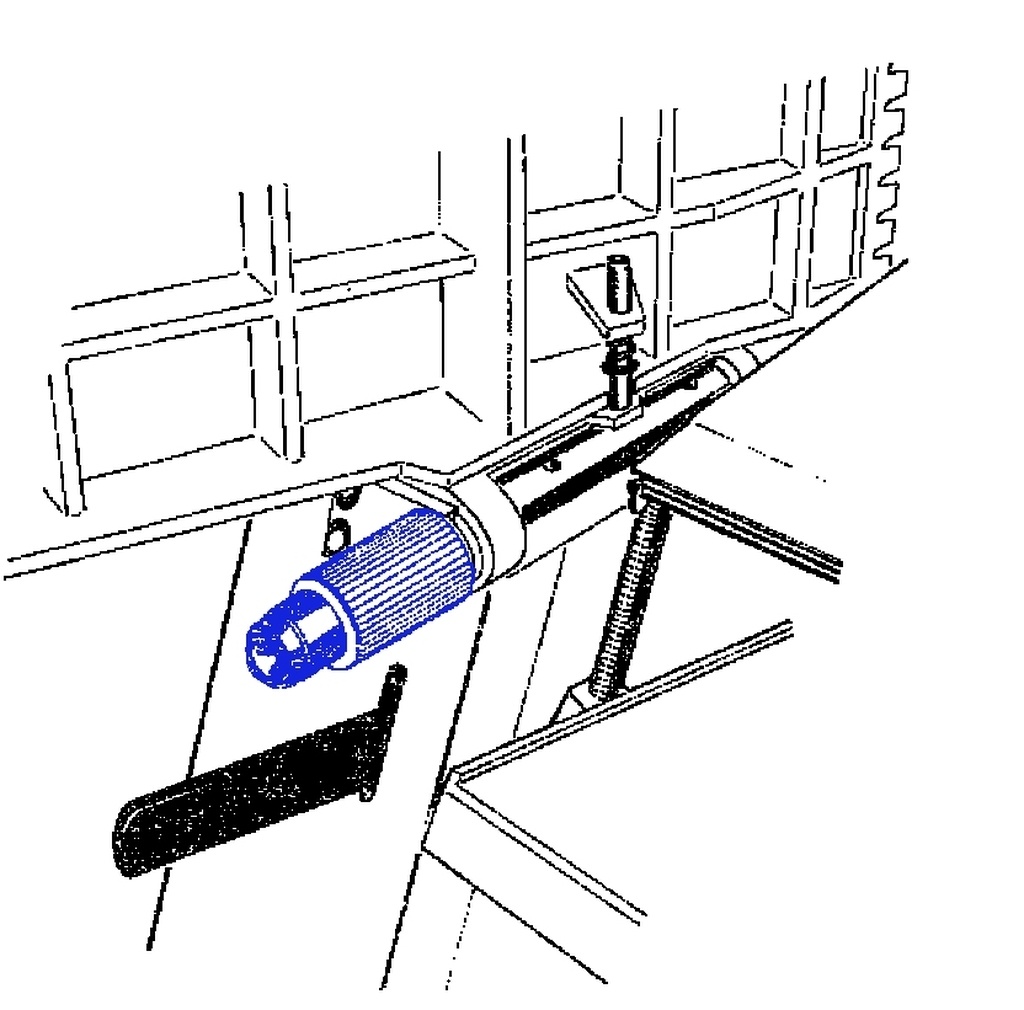
Décalage de la table de sortie par rapport à l'arbre :
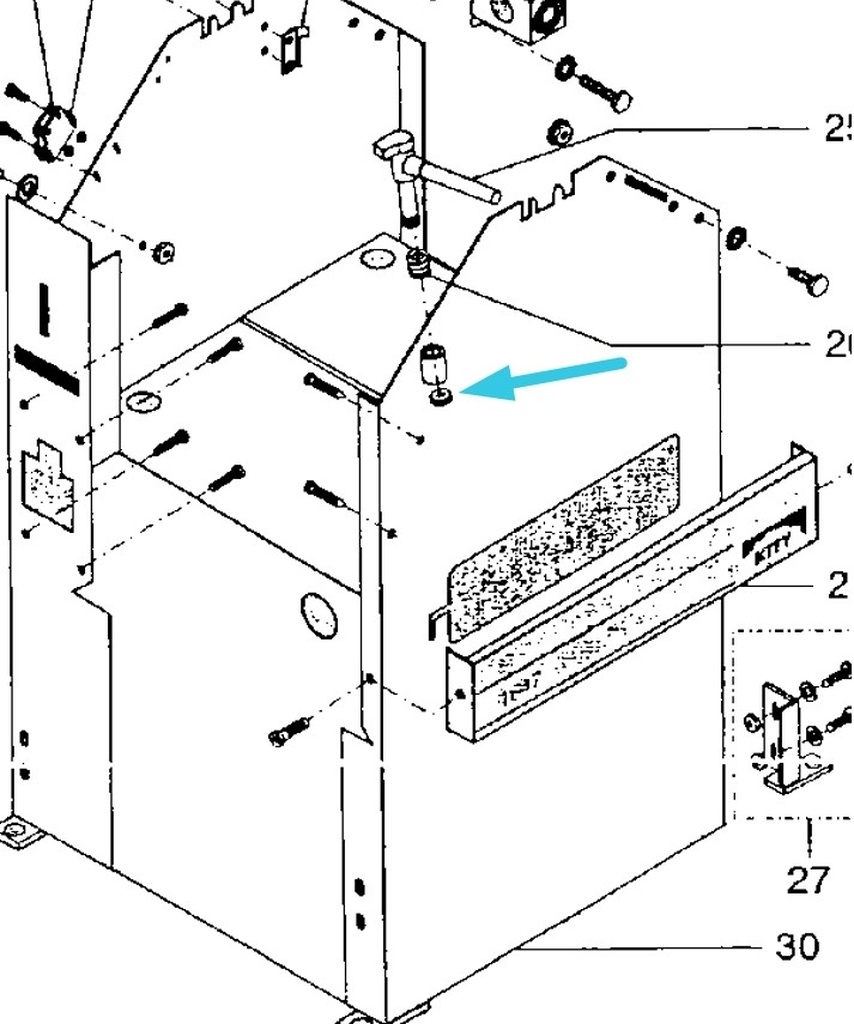
La table de sortie était 1,5 mm au dessus de l'arbre. J'ai donc procédé au réglage pour la ramener 1 mm au dessus de l'arbre avec la manette dédiée (voir manette en bleu sur la première image). Pour cela il faut commencer par la déverrouiller la poignée avec une clef Allen. Ensuite, je procède au réglage en dévissant la poignée pour faire descendre la table tout en contrôlant au comparateur.
Une fois le réglage fait, il faut verrouiller à nouveau la poignée avec la clef Allen.
Parallélisme de la table de sortie avec l'arbre :
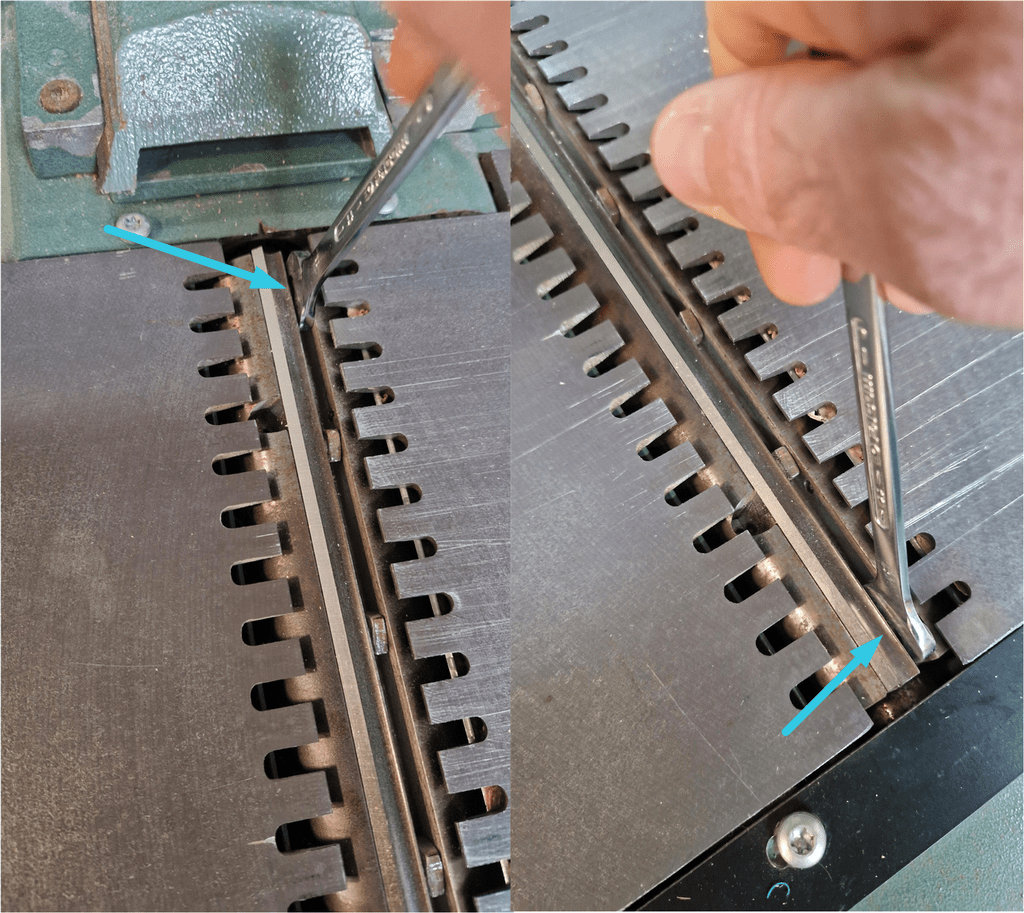
La table de sortie n'était pas parallèle à l'arbre et surtout sa position n'était pas systématiquement la même lorsque je basculais du mode raboteuse au mode dégauchisseuse. Bien qu'il y ait un léger jeu dans la charnière permettant de relever la table de sortie, mes investigations m'ont plutôt orientées vers la poignée de verrouillage de la table. D'une part, elle était un peu trop lâche à mon gout et d'autre part elle avait tendance à pousser la table vers l'arbre lors du verrouillage (Voir flèches bleues sur la 1ère photo ci-dessous).
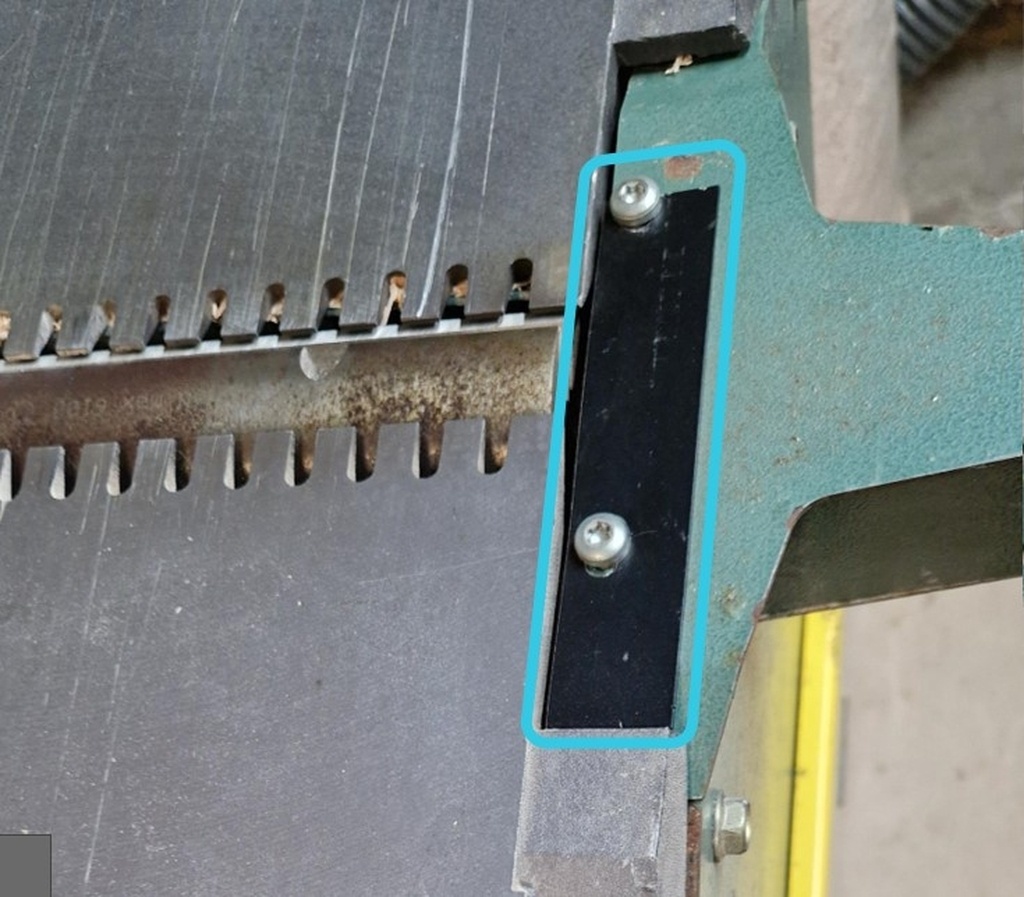
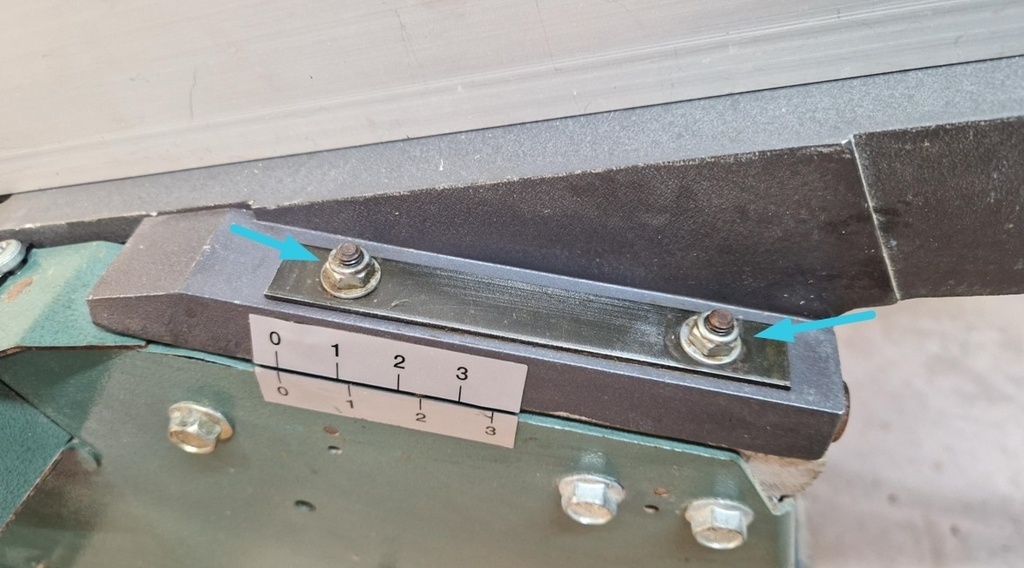
Pour y remédier, j'ai légèrement resserrer l'écrou frein de la poignée (voir flèche bleu sur la 2ème image) pour que le verrouillage soit ferme. Ensuite, j'ai positionné une pièce métallique de type fer plat (voir cadre bleu sur la 3ème photo), percée de deux trous oblongs, de telle sorte qu'elle serve de butée réglable. Ainsi la table prend exactement la même position à chaque fois que je verrouille la table avec la poignée.


Coplanarité des tables :
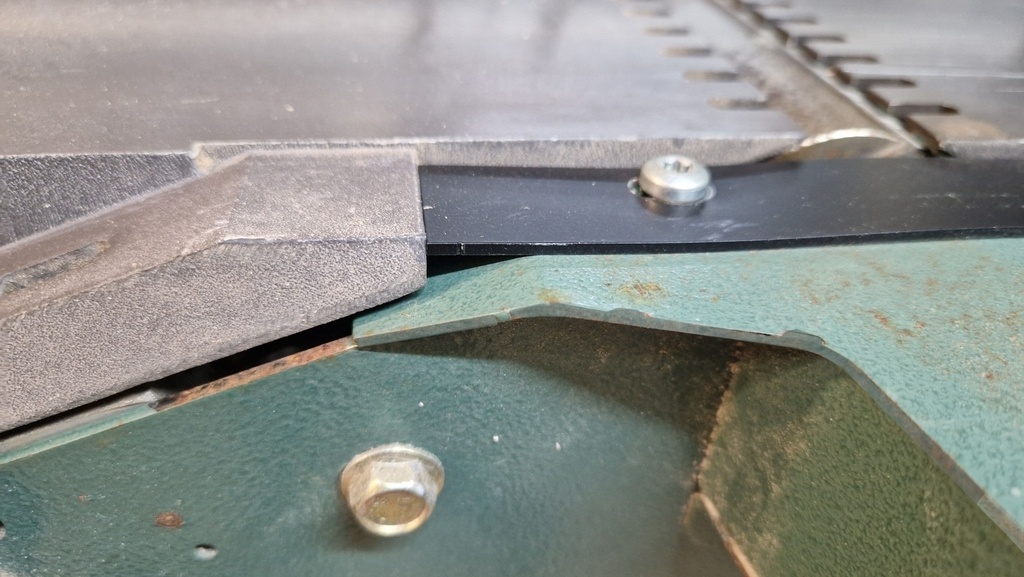
La table d'entrée était un peu trop basse à son entrée. Il y avait un jeu de 5 à 10 dixièmes de millimètres avec les règles. Après avoir cherché un moment comment régler la table, j'ai resserré les écrous frein permettant à la table de coulisser de façon à ce qu'elle coulisse avec résistance (Voir photo 1 et 2 ci-dessous). Le simple fait de resserrer ces écrous a corrigé le problème d'inclinaison de la table.
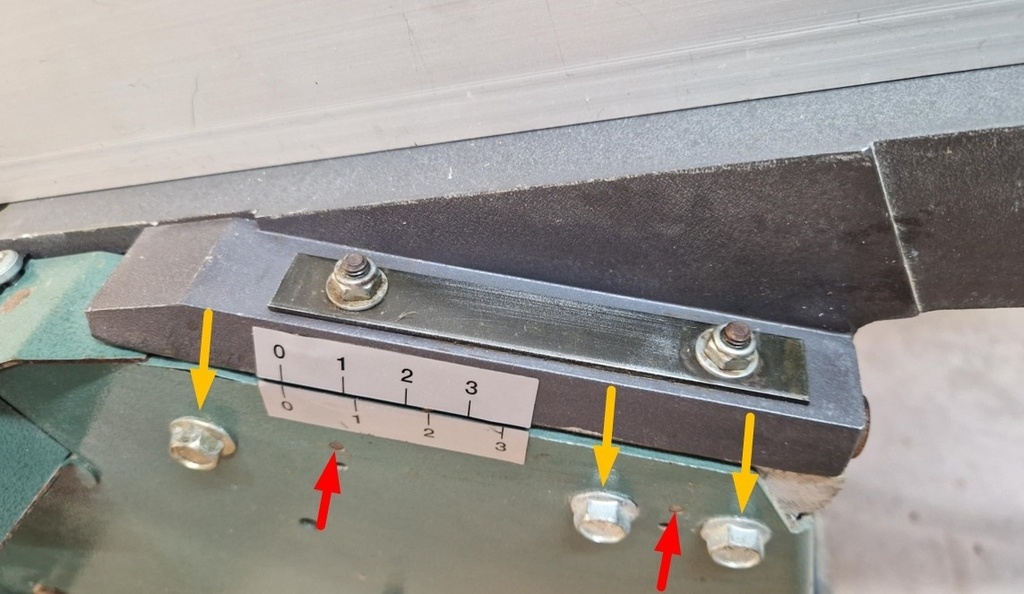
A noter qu'il ne semble pas prévu sur cette machine de réglage pour les tables. Il est sans doute possible de desserrer les 3 écrous de chaque côté des tables (flèches oranges sur la 3ème photo) et d'ajuster les tables mais les pions de positionnement (flèches rouges) doivent fortement limiter les possibilités de mouvement. Je n'ai heureusement pas eu à faire cette opération.

Réglage des fers
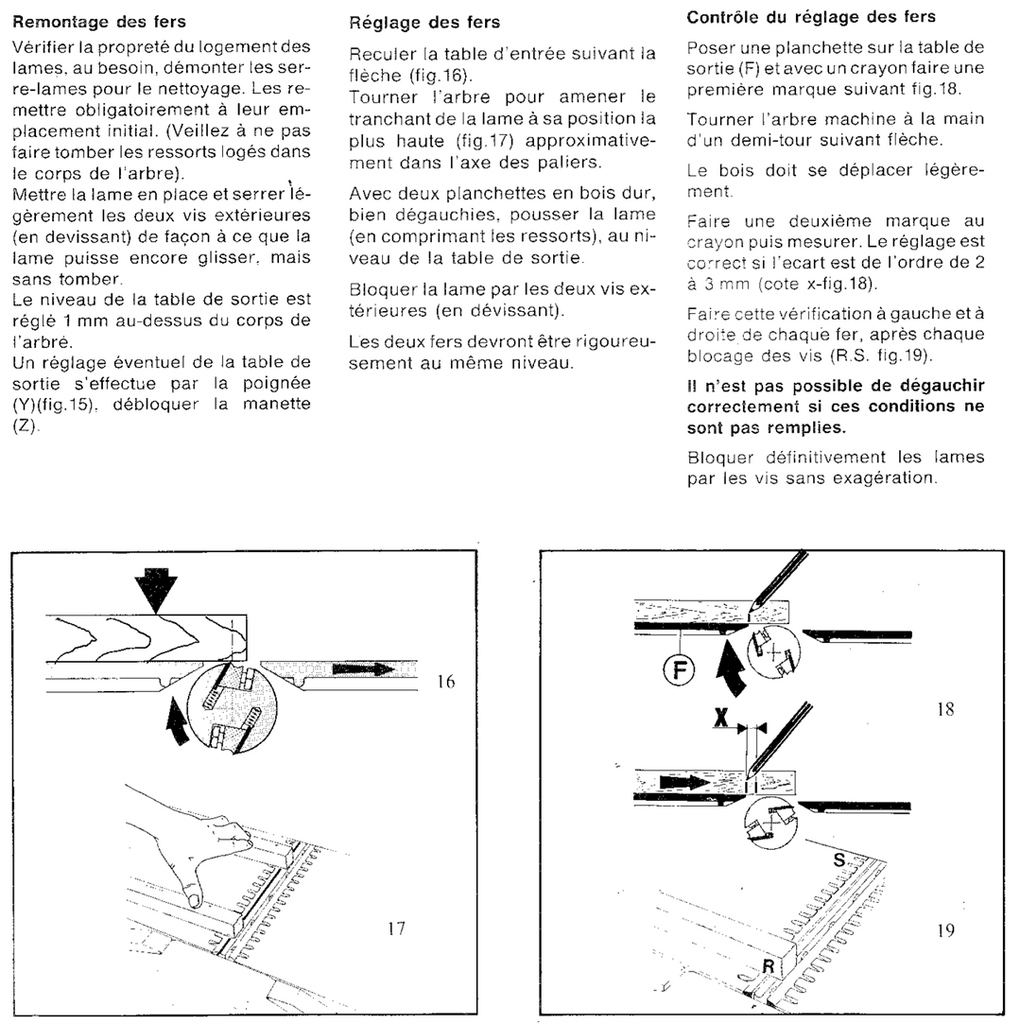
Je vous partage ici ma méthode pour le réglage des fers qui n'est autre que celle proposée dans la notice de la Kity à quelques détails prêts. Je n'ai pas trouvé la notice de la 1647 alors je m'appuie sur celle de la Kity 637, référence 10 0637, de conception très proche mais en 260 mm de large. Vous trouverez un extrait de cette notice dans la première image ci-dessous.
A noter également que le sujet du réglage des fers est un sujet fréquemment abordé dans différents postes sur l'Air Du Bois.
Mon arbre de toupie n'est pas équipé de ressort mais de deux vis de réglage. Je me sert donc de ces deux vis pour ajuster la position des fers. Il est sans doute possible de les retirer et d'installer des ressorts à la place mais je n'ai pas essayé cette méthode. D'après mes recherches, il s'agirait de ressorts de 4 mm de diamètre et 18 mm de long, référence Kity 500832 (Exemple de ce que l'on peut trouver dans le commerce).
Voici donc la procédure que j'applique :
1. Déblocage du coin de serrage en vissant les 6 vis de blocage et retrait du fer
2. Mise en place du nouveau fer dans son logement
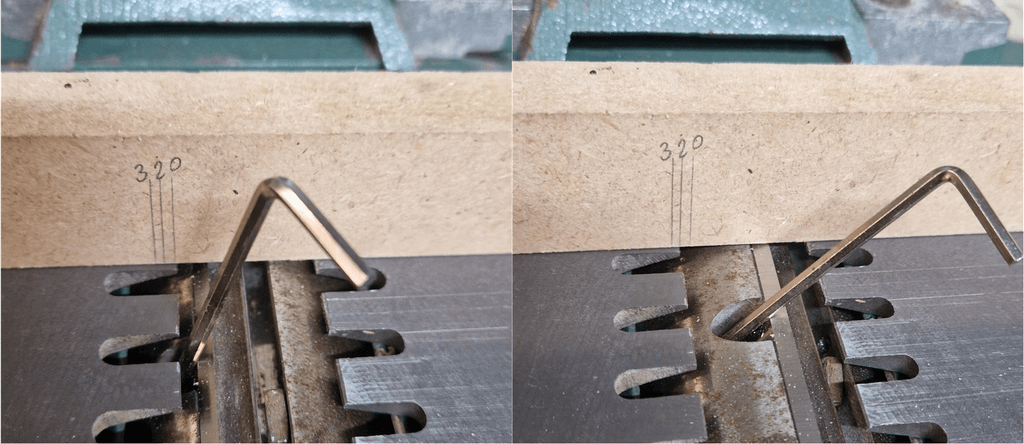
3. Serrage léger du fer en dévissant les deux vis aux extrémités du coin de serrage (voir photo 5 ci-dessous). Le fer doit encore pouvoir glisser dans son logement pour les réglages.
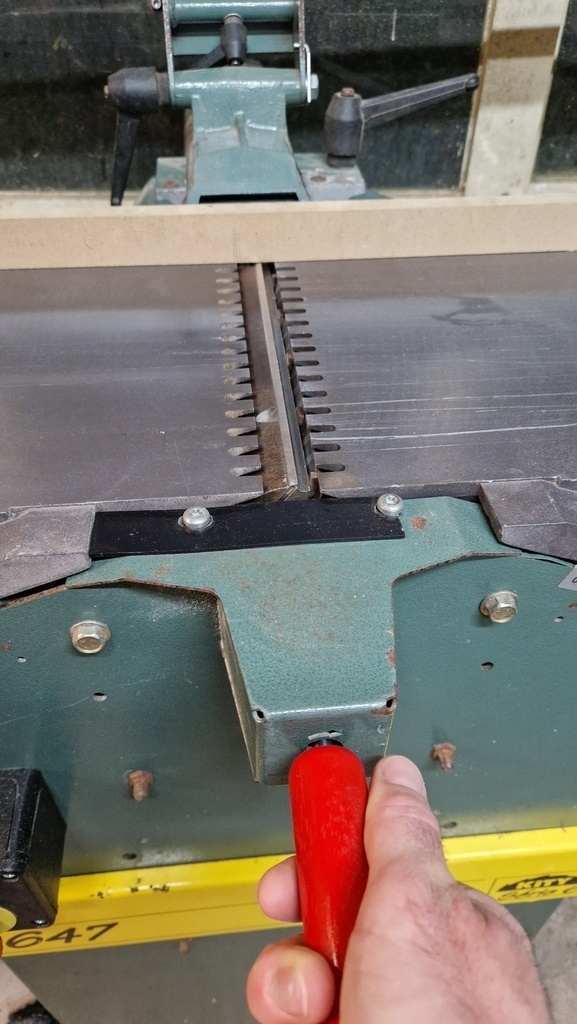
4. Mise en place d'un tasseau bien dégauchi et contrôle de la position du fer en tournant l'arbre avec la poignée faite maison (voir poignée rouge montée dans le mandrin en bout d'arbre sur les photos ci-dessous). Le tasseau doit se déplacer de 2 à 3 millimètres (voir dernière photo). Je fais des marques sur le tasseau à 0 puis 2 et 3 mm pour faciliter le contrôle du déplacement.
5. Si le fer est trop haut, je tourne les vis de réglage d'un tour, puis lorsque le fer est trop bas je dévisse progressivement les deux vis à chaque fois en contrôlant régulièrement de chaque côté de la table avec le tasseau. Attention le réglage est assez fin, entre 1/10 et 1/8 de tour de vis de réglage en trop et les 3 mm de déplacement du tasseau sont largement dépassés.
6. Une fois que le réglage obtenu, je verrouille le fer avec les 6 vis du coin de serrage en commençant par les extrémités puis je contrôle à nouveau.
Les opérations précédentes sont répétées pour les 2 autres fers.
Avec l'habitude, le changement de fers me prend moins de 15 mn.


Rallonges de tables
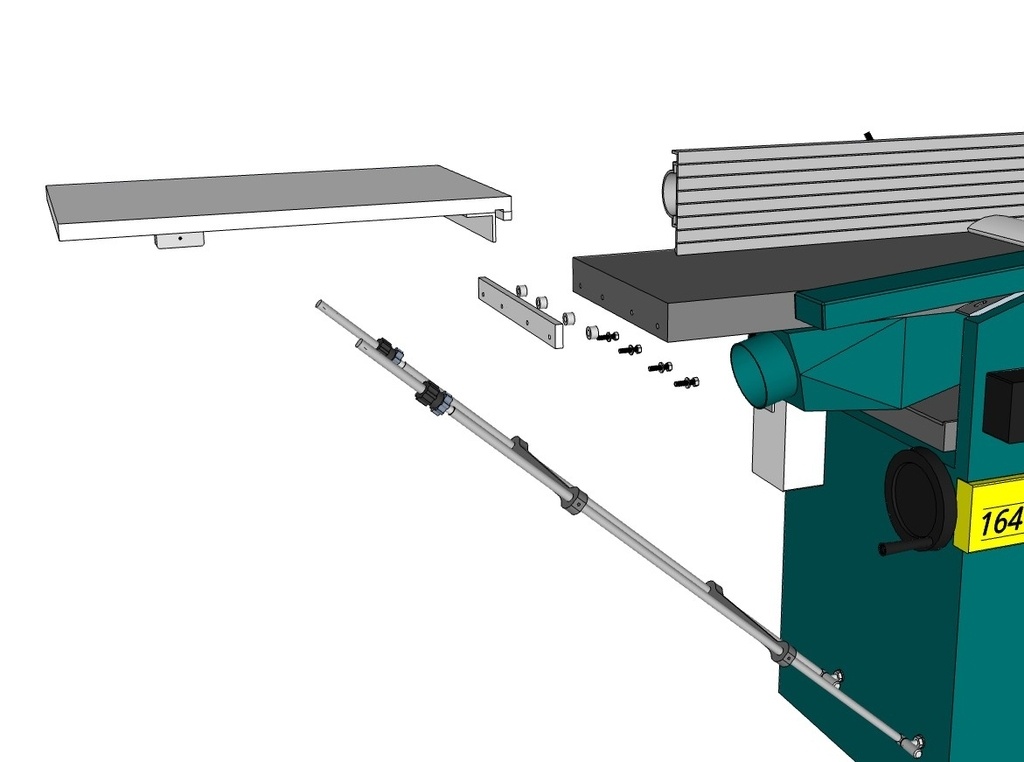
La Kity 1647 est équipée de deux tables de 68 cm de longueur soit presque 1.4 m en tout. Bien que ce soit déjà une belle surface de travail, Il est difficile de dégauchir de grandes longueurs sur ce type de machine. Tout comme je l'avais fait pour ma rabo/dégau précédente (voir article dédié), j'ai entrepris de lui ajouter des rallonges de table amovibles.
Pour le système de fixation, je me suis inspiré du support que l'on trouve sur les machines (Holzprofi Maker)[holzprofi.fr/d...our-dr310.html]. J'ai ajouté des barres de renfort pour réduire la flexion lorsque je passe des pièces un peu lourdes. Avec ces rallonges de 50 cm, la longueur des tables d'entrée/sortie passe à environ 1.2 m, ce qui donne une longueur totale de 2.4 m.
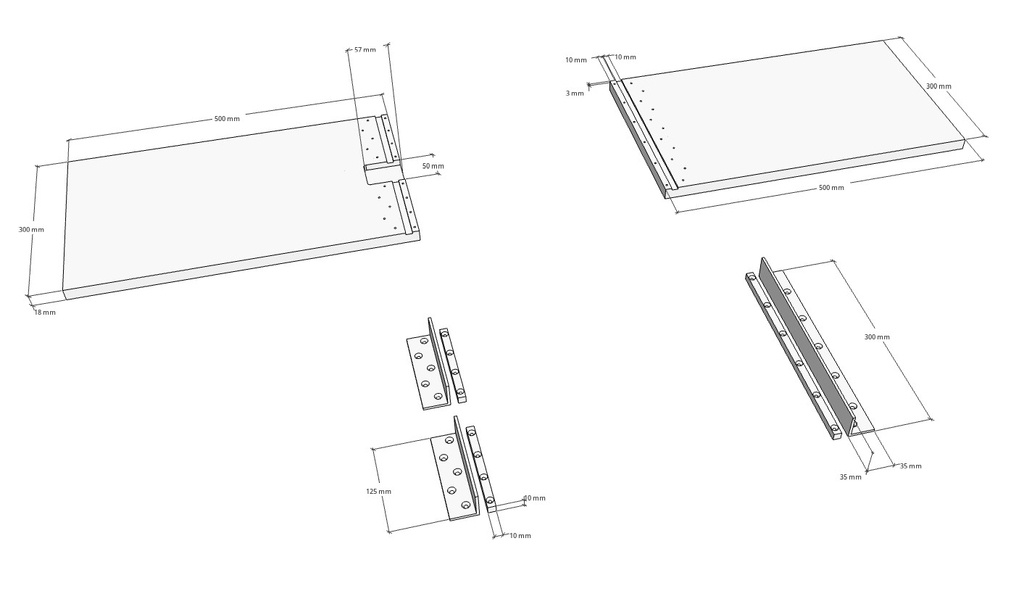
Vous pouvez trouvez les plans des rallonges ici.

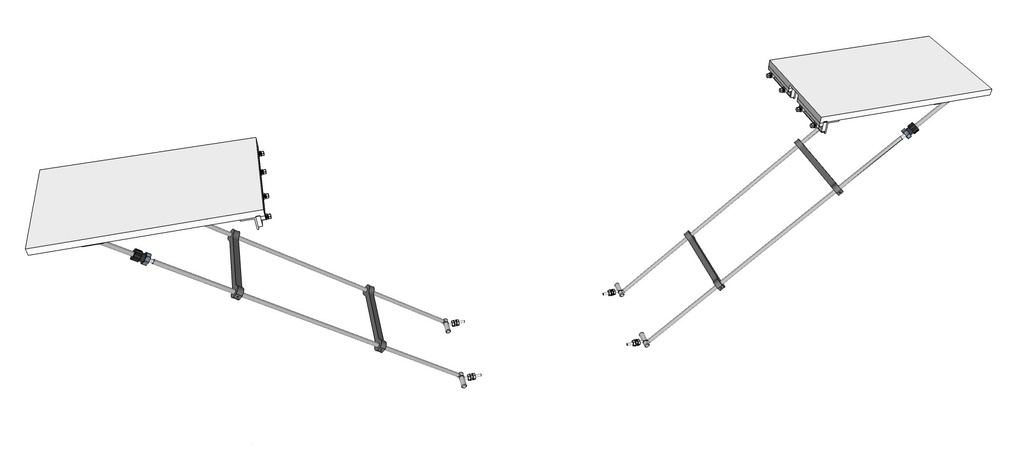
Les rallonges sont en contreplaqué filmé, les supports en acier et les barres de renfort en tiges filetées de diamètre 10 mm et tube en aluminium de diamètre 12 mm.
Liste du matériel :
- Contreplaqué filmé 30 x 50 cm, épaisseur 18 mm (Quantité 2)
- Barre carré acier 1 x 1 x 30 cm (Quantité 2)
- Cornière en acier 3,5 x 3,5 x 30 cm, épaisseur 4 mm (Quantité 2)
- Fer plat en acier 1 x 3 x 30 cm (Quantité 1)
- Fer plat en acier 1 x 3 x 12 cm (Quantité 2)
- Entretoise M8 x 16 mm, épaisseur 10 mm (exemple)
- Rondelles et boulons M6
- Visserie à bois
- Tube en aluminium 1 m diamètre 12 mm (Quantité 4)
- Tige filetée M10, 1 m (Quantité 4)
- Ecrous moletés M10 (Quantité 8)
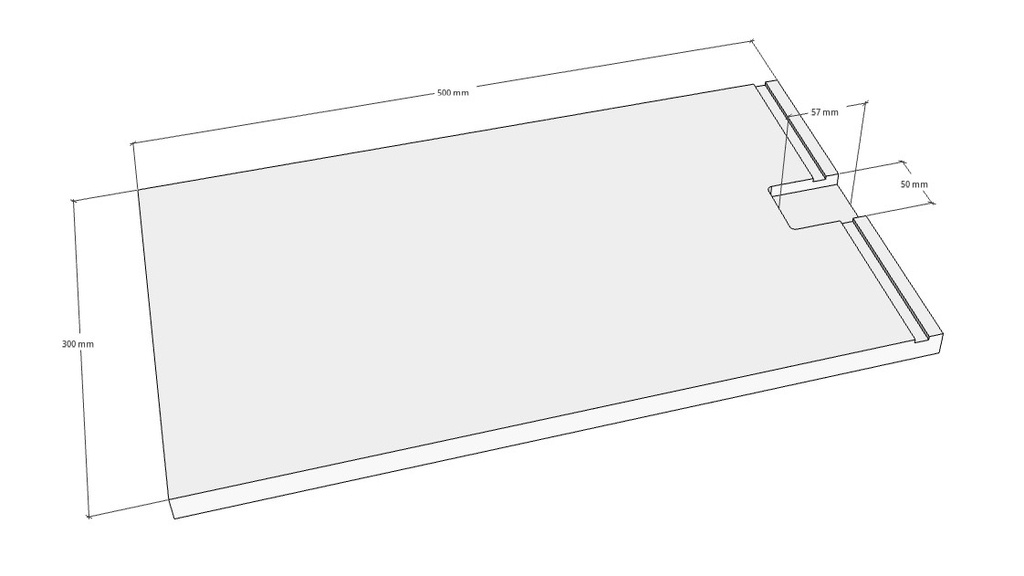
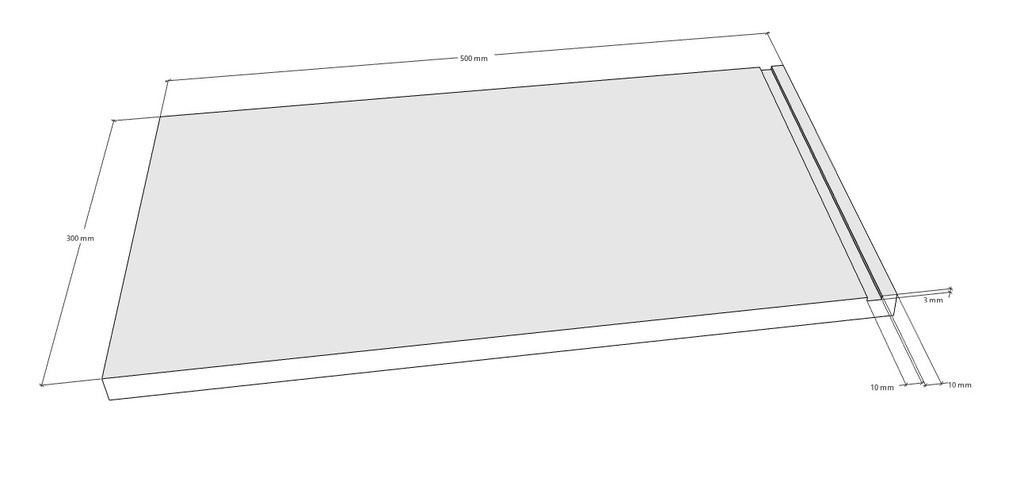
La découpe du contreplaqué est très simple : Deux rectangles de 30 x 50 cm.
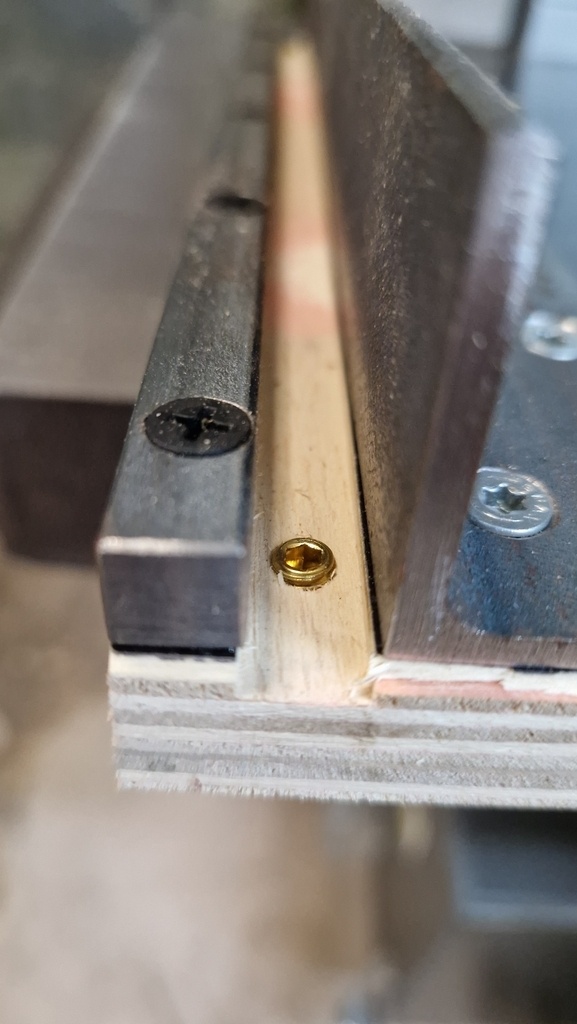
J'ai usiné une rainure de 1 cm de large et 3 mm de profondeur à la défonceuses. Cette rainure se trouve dans la largeur à 1 cm du bord pour offrir un dégagement au support et des possibilités de réglage pour ajuster les rallonges à fleur des tables de la machine.
J'ai également usiné un dégagement pour la poignée de la table d'entrée à la défonceuse.
Pour finir, j'ai passé une fraise à affleurer à 45° pour casser les arrêtes vives.


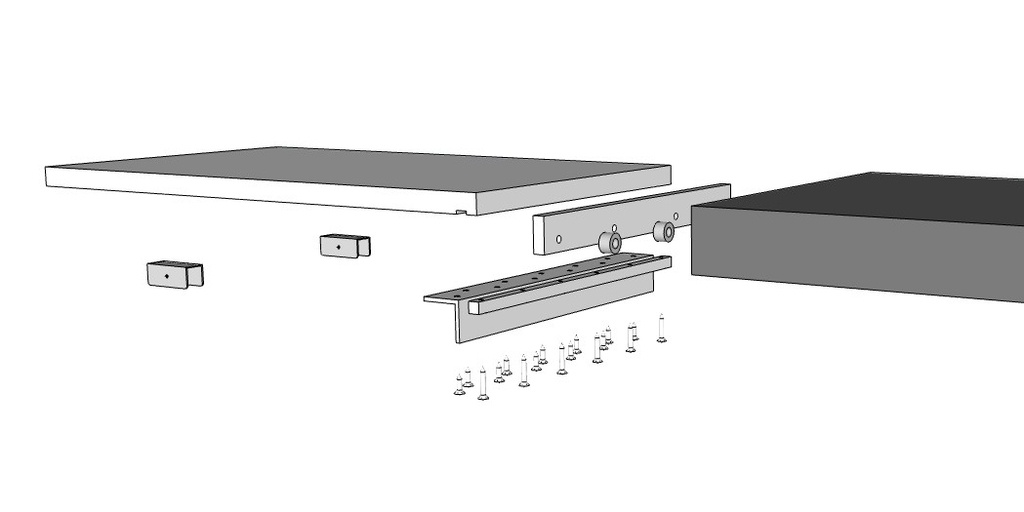
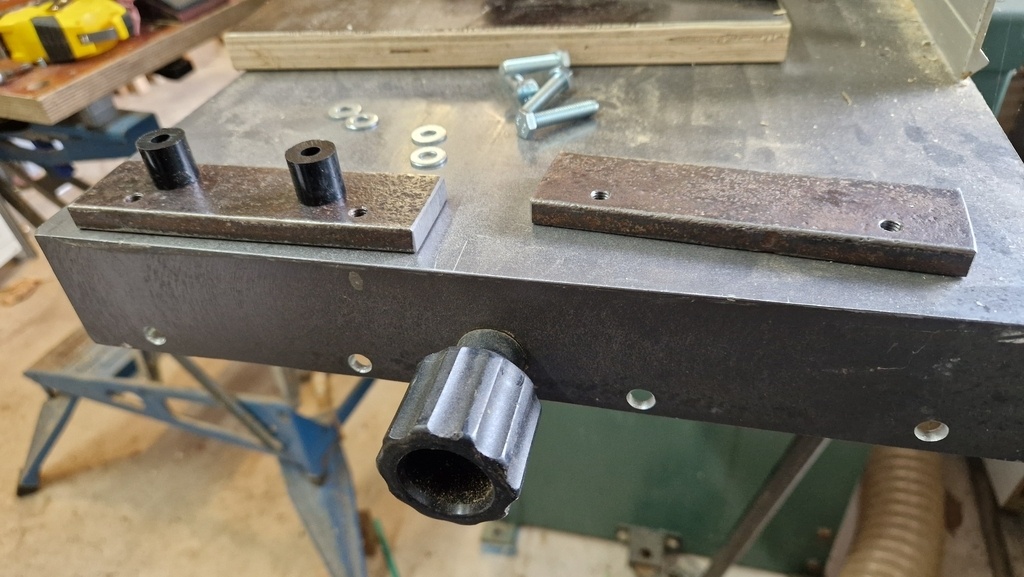
Découpe de la cornière en acier et de la barre carré puis perçage et usinage de chanfrein pour recevoir les têtes de vis.
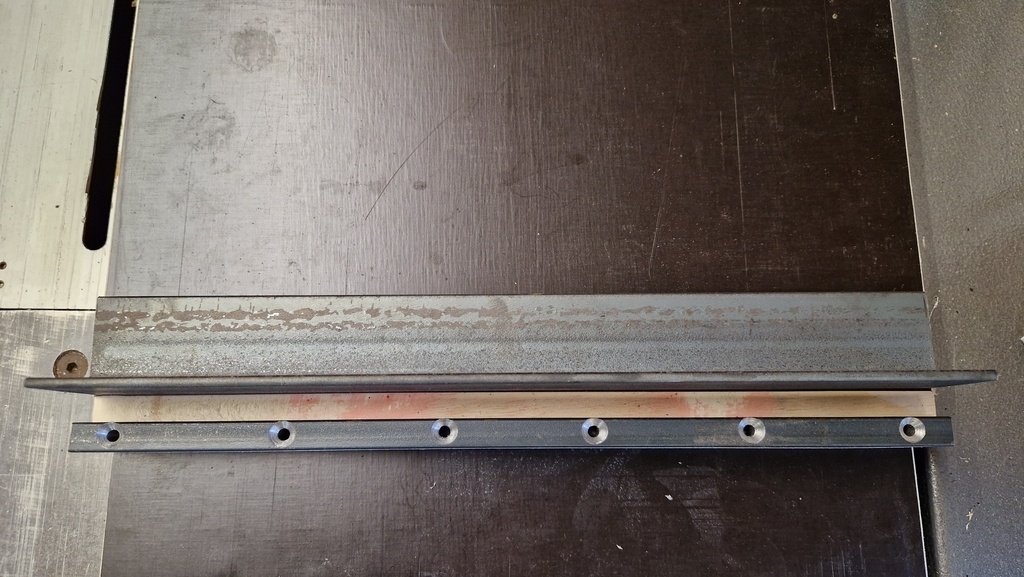

Les rainures reçoivent chacune deux vis sans tête pour pouvoir régler les rallonges à fleur des tables de la machine.

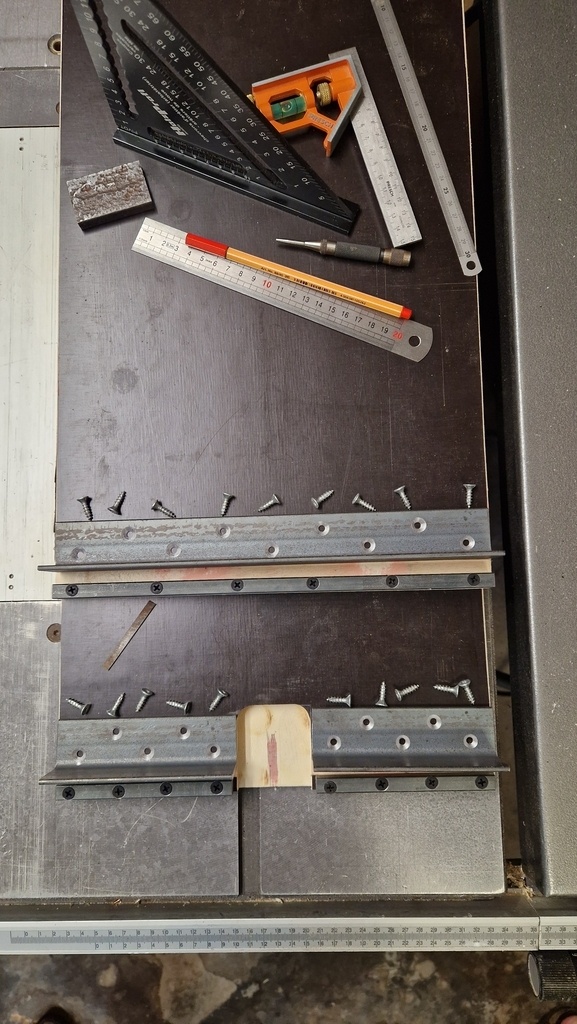
La découpe des fers plats est également très simple. Les trous de fixation sont percés et taraudés pour recevoir des écrous M6.



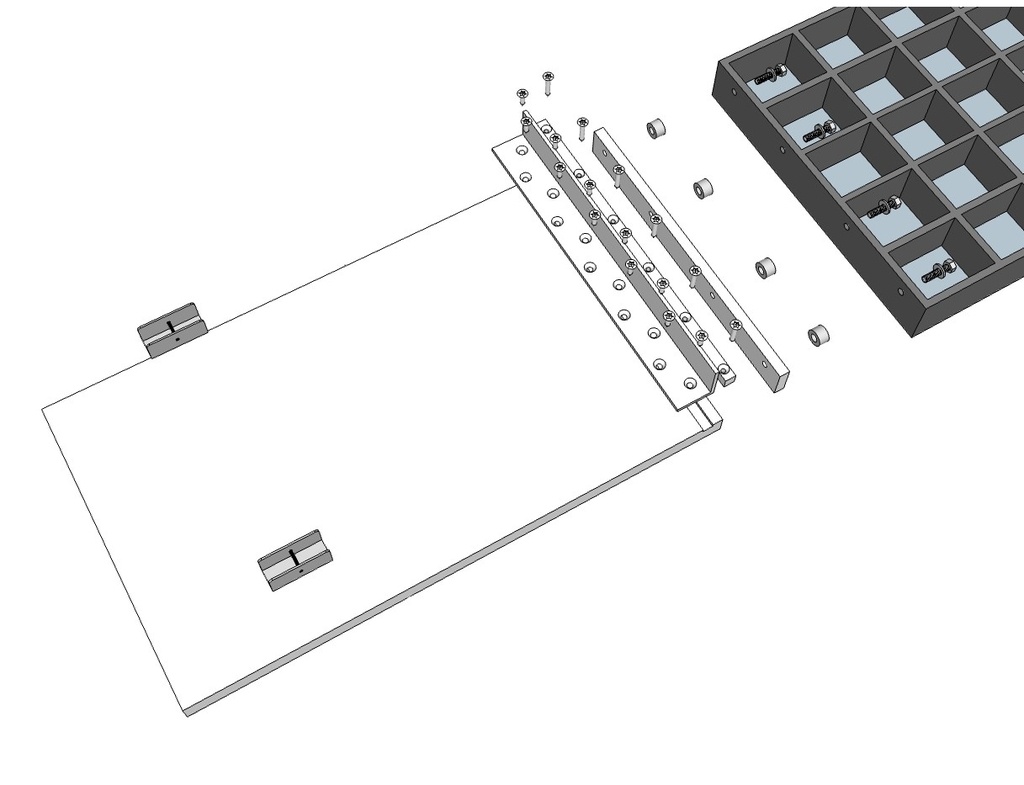
Positionnement des fers plats sur les tables d'entrée/sortie pour reporter les points de perçage. Le haut du fer plat doit être 16 mm en dessous de la surface de la table.
Les trous sont percés au forêt de 7 mm pour laisser un peu de jeu aux écrous M6 pour le réglage.


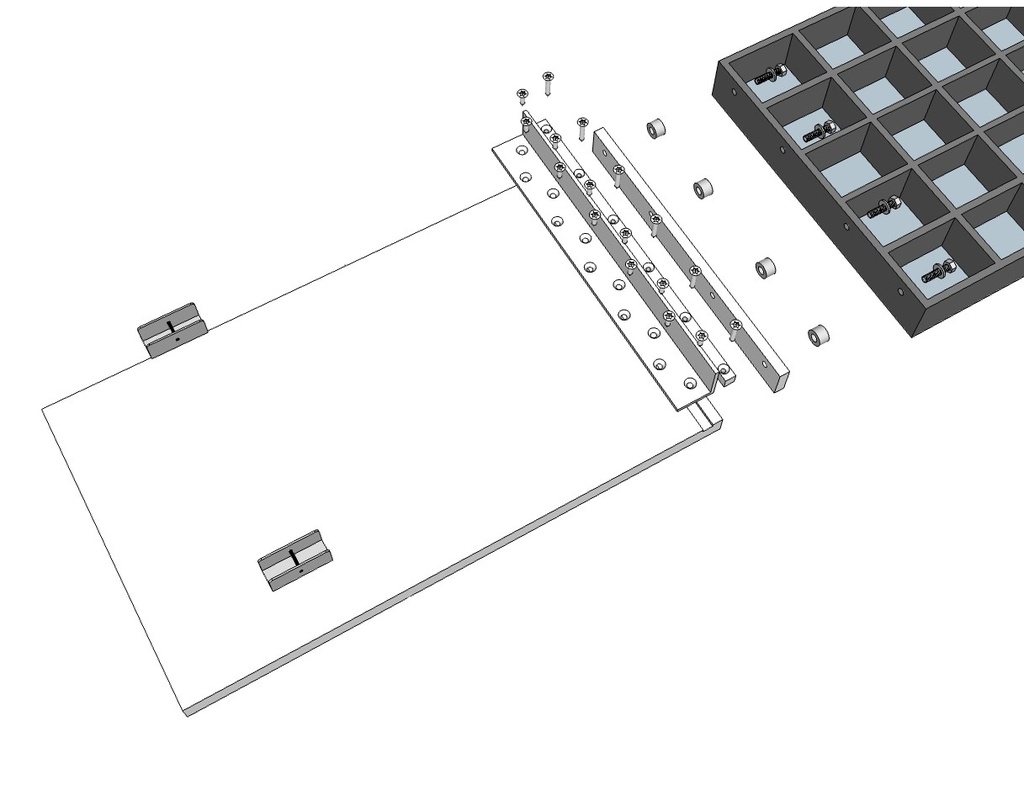
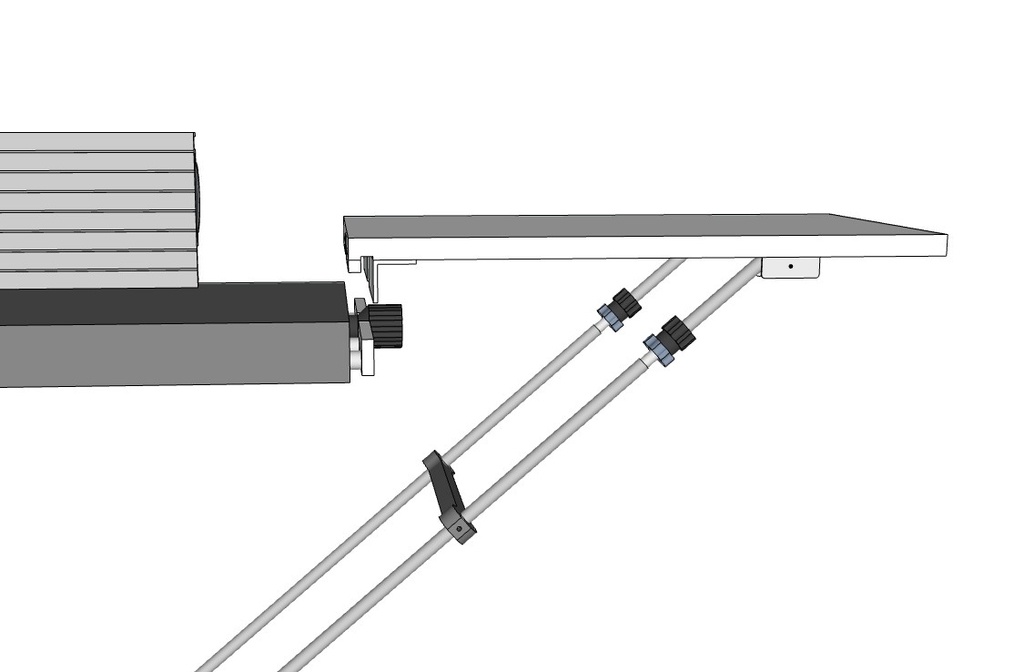
J'ai utilisé des charnières de porte pour pouvoir installer et retirer sans outil les barres de renfort. Ces barres sont en tube aluminium de 12 mm de diamètre dans lesquels une tige filetée M10 est insérée. Les boutons moletés permettent de régler l'extrémité de la table de telle sorte que la rallonge soit coplanaire avec la table.
A noter que j'ai modifié les points de fixation et adapté en conséquence les barres de renfort par rapport aux plans du côté de la machine ou se trouve le boitier du variateur de fréquence.





La longueur des tables d'entrée/sortie est maintenant de presque 1,2 m.


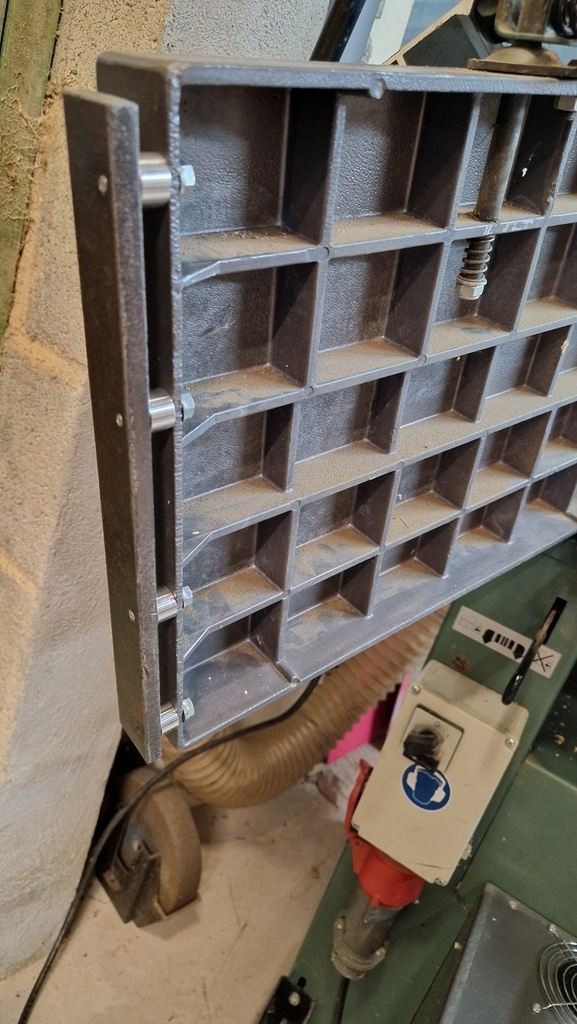
Un support en contre plaqué est fixé au mur, derrière la machine, pour ranger les rallonges.

Consommables et pièces de rechange
Consommables :
- Fers réaffûtables : 310 x 20 x 2,5 mm (Exemple de distributeur probois-machinoutils)
- Fer réversibles jetables : 310 x 18,5 x 1 mm (Exemple de distributeur Kity-Rouen)
- Fers au carbure : 310 x 20 x 2.5 mm (Exemple de distributeur probois-machinoutils)
Pièces de rechange :
Certains distributeurs proposent encore quelques pièces de rechange pour les machines Kity :
- probois-machinoutils
Lien vers l'annuaire : - Kity Rouen
Lien vers l'annuaire :
Ce pas à pas présente un projet en cours de réalisation.
Publications associées

Licence


Discussions