




Pour un projet courant de réalisation d'une sorte d'espalier, j'avais besoin de réaliser une petite quantité de barreaux en série. Barreaux de 35 mm de diamètre.
Il y a quelques temps, j'ai vu sur cette vidéo d'Izzy Swan, un montage équivalent à celui-ci permettant donc un usinage cylindrique à la scie à format.
Bref, le principe est donc simple. Créer un socle rigide pour faire tourner au dessus et dans le plan de la lame une pièce de bois de section carrée. Avec une avance lente et une rotation modérée de la pièce, l'usinage est propre et sans effort. Et surtout, il est régulier !
Il y avait en effet l'option "tour à bois", mais le mien était trop court pour les pièces que je souhaitais réaliser.
L'avantage du système est que l'ajustement du diamètre du cylindre obtenu se règle grâce à la hauteur de la lame. Facile à changer donc !
 Pour mieux comprendre le principe, voici une petite vidéo :
Pour mieux comprendre le principe, voici une petite vidéo :
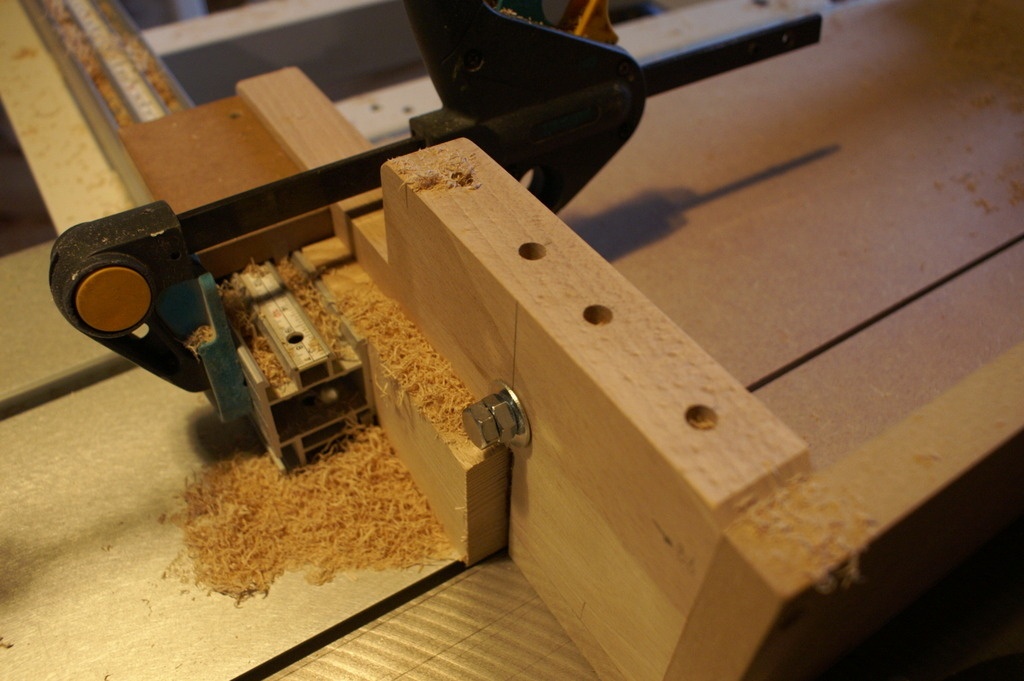
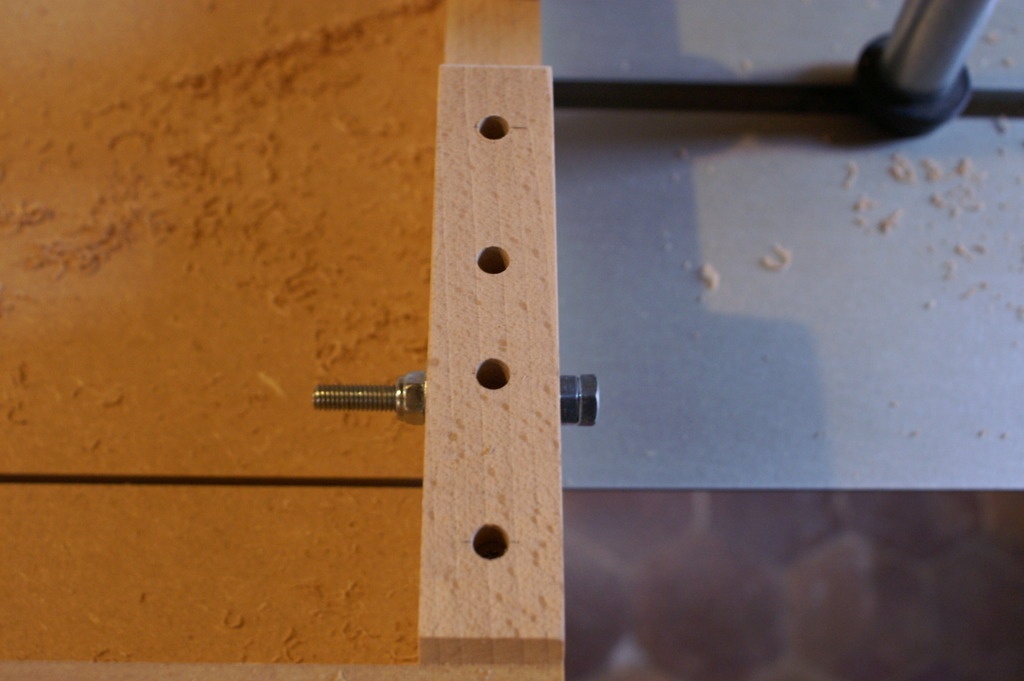
Fixation du carrelet
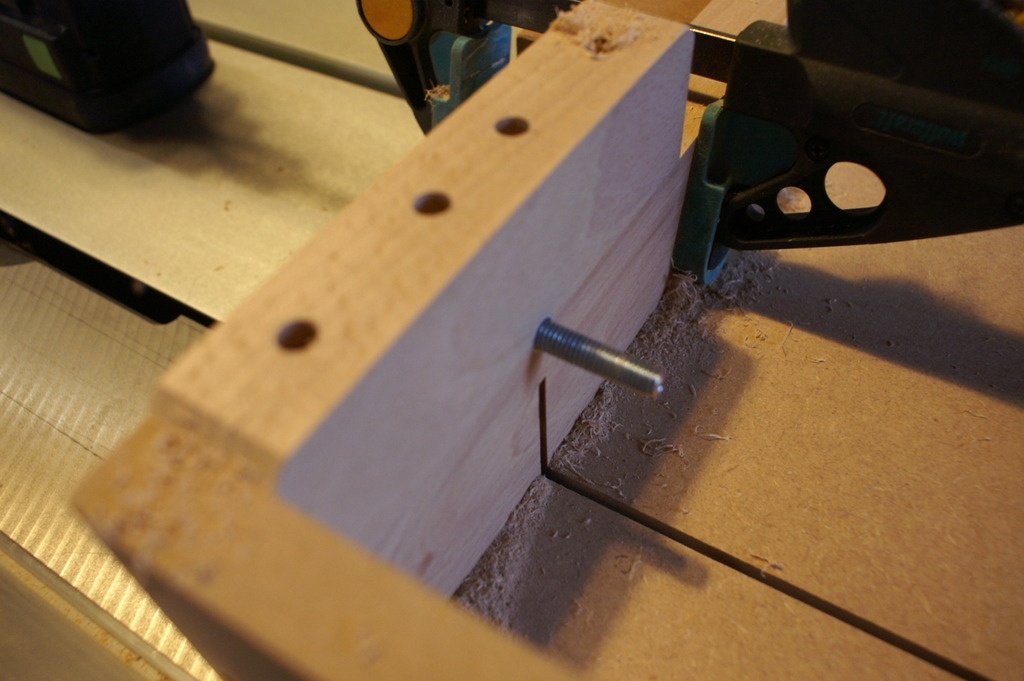
Afin de resté bien solidaire le carrelet à usiné est fixé grâce à deux boulons, de diamètre 8 mm, qui feront office de pivots.
L'un ne peut pas être extrait grâce à un écrou freiné serré juste ce qu'il faut pour tourner mais pas bouger. Et l'autre sera serré dans la carrelet pour insérer la pièce.
Les deux boulons sont placés dans des douilles en aluminium insérées dans le gabarit. Ce qui les laisse libre de rotation.
Les douilles sont de diamètre extérieur 10 mm et 8 mm intérieur.
Cette solution a l'avantage d'être rapide à mettre en place et économique. Mais l'usure des douille en alu est tout de même rapide.



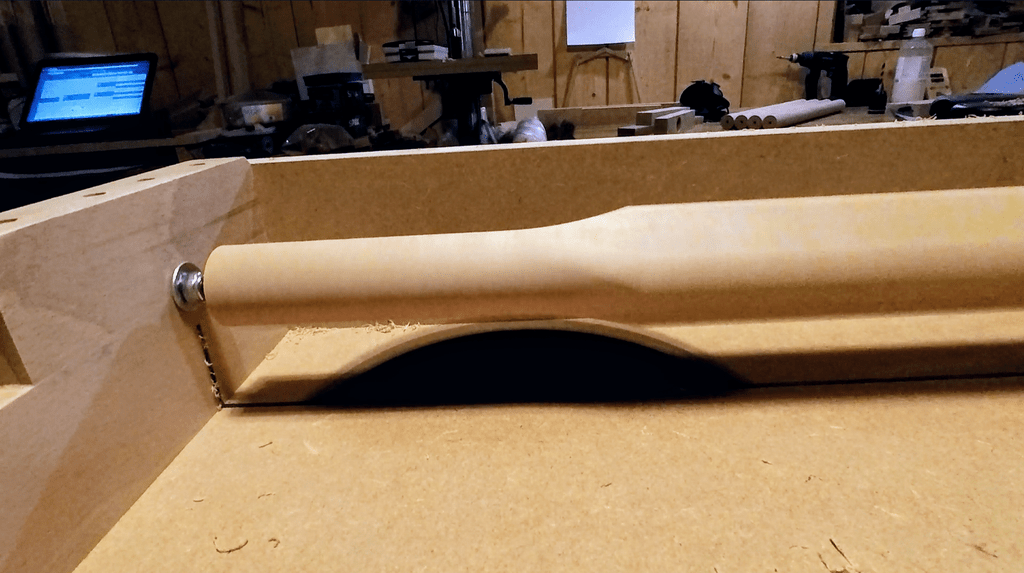
Qualité de l'usinage
Comme vous pouvez le constater sur la photo suivante le fini est très propre et sans marque.

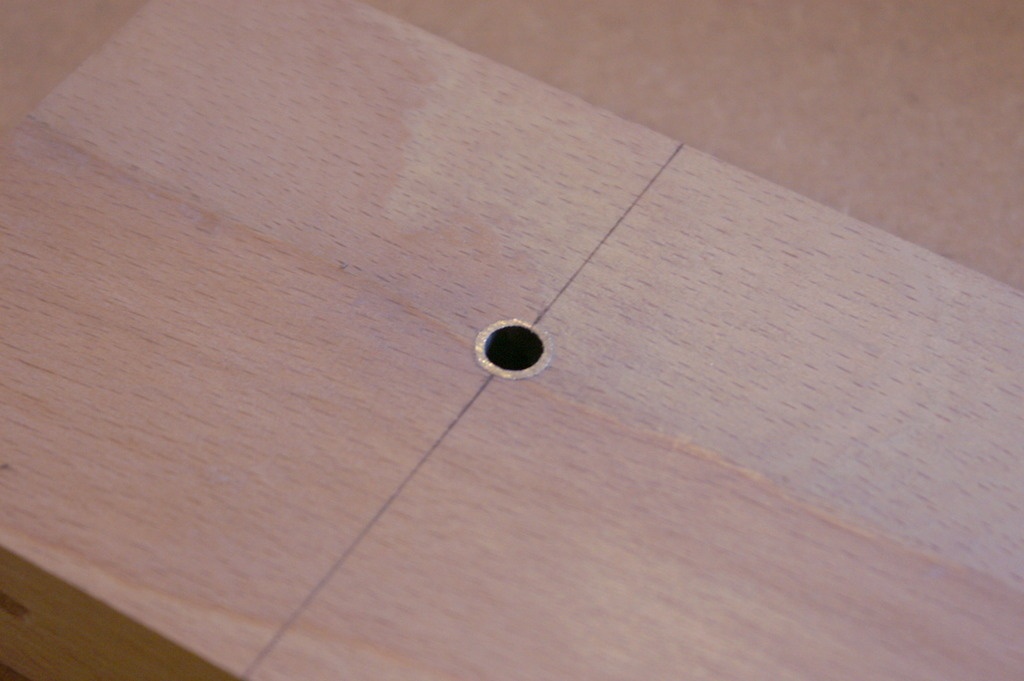
Préparation
Toutefois, l'utilisation du gabarit demande un peu de préparation :
- Retirer le couteau diviseur de la scie.
- Les carrelets doivent faire 36x36 mm de section carrée pour un cylindre fini de 35mm de diamètre
- Les carrelets doivent être percés au deux extrémités sur une profondeur de 10-15 mm perpendiculairement à la section à un diamètre de 7mm (8 - 1 = 7). 8mm étant le diamètre des boulons pivots placés dans la gabarit.
Evolution
L'usinage dégage beaucoup de copeaux très "filaires" qui ne sont pas aspirés par la bouche normal de la scie. Il faut donc trouver à mettre en place un meilleur système d'aspiration. Mais attention au fait que c'est le genre de copeaux qui bouche facilement l'aspirateur. Ils se groupent et forment des bouchons.
Et voici le projet en cours avec les dits barreaux : un Espalier Padovan.

Publications associées

On en parle ailleurs
Licence




Discussions
oui pas bête mais a la toupie cela ce fait bien avec une molette ou un porte outils 1/4 de rond de 15 ou 16 suivant le diamètre du bois desiré
Oui, mais alors il faut un outil par diamètre. Là on peut y faire tous les diamètres (dans la plage que permet le gabarit) sans aucun achat de fer ! Et en plus pour 35mm de diamètre, il nous faut un fer de 17,5mm ;)
Par ailleurs l'usinage 4 quarts de rond offre par l'assurance d'une section parfaitement circulaire, non ?
ceci dit le même type de montage ca marche à la toupie avec un bouffe-tout !
oui mes tes limité par la longueur , on a une plaquette avec 1/4 de different dans chaque quart 8,10,15,20 et 12/16/ cela nous permet de faire des balustres des tourillons assez standard nos balustre sont bien rondes c est un réglage minutieux mes après tu peux en faire des kilomètre , et si sa fait 34 je pense pas que le client va regarder si la balustre fait 1 millimètre de moins
Haha ... oui, tout a une limite.
Par contre, il me faut des barreaux de 35mm ... 34 ou à peu près, ça va pas.
Une solution se choisie aussi pour ses avantages dans un cas d'utilisation. Là pour ma part, je trouve que la solution toupie n'a pas assez d'avantage en faveur pour cet usage.
J'ai utilisé un montage similaire pour faire les tenons de ce tabouret mais en travaillant perpendiculairement à la lame. Ce qui m'a permis d'avoir des tenons ronds avec épaulement.
Pour ma part je m'étais inspiré de cette vidéo !
Ha ben voilà, tu as retrouvé la vidéo !
Le montage perpendiculaire doit être bien différent quand même, non ?
zeloko je ne retrouve pas les photos grrr !
Dans le principe c'est la même chose sauf que le traineau doit être guidé par 2 règles fixées sur la table et que "l'ouverture" pour la lame est plus conséquente.
Montage astucieux. Je suis très étonné par la qualité de finition !
Intéressant et à garder en mémoire pour de prochaine réalisations... pas de tour à l'atelier
Merci
Intéressant.
On ne voit pas la fin de l'usinage. Celui-ci me semble assez dangereux si la lame arrive vers la visseuse.
il est fait jusqu'au bout ou as-tu prévu une bonne sur-côte et une tronçonnage par la suite ?
L'usinage est fait jusqu'au bout. Et avec le décalage du carrelet dans la gabarit et l'épaisseur du montant 30 mm. Il est possible d'arrêter l'avance avant que ça soit trop dangereux tout en ayant fini l'usinage jusqu'au bout ;).
Comme déjà dit plus, je suis impressionné par la qualité de surface.
Tu as utilisé quel type de lame ?
En donnant de l'angle entre les pivots et le guidage linéaire, tu devrais pouvoir sortir des formes sympas : en trompette ou des diabolos.
Peut être pour les pieds de ta prochaine table basse
Oui, après, ça complexifie un peu la fabrication du gabarit pour permettre l'inclinaison de l'axe de rotation, mais ayant vu le résultat, je pense que j'y penserai la prochaine fois ;)
Très ingénieux. Personnellement, je n’ai pas de tour à bois. Voilà une alternative pour faire de jolis barreaux
Perso c'est quand je vois ou doit faire des choses comme ça que je jubile de notre métier!
La finition est super, c'est une lame spéciale ou une normale, à denture alternée ?
Non, pas de lame spéciale. C'est ma lame standard en denture alternée 48 dents.
Après, suivant la vitesse d'avance, il peut se former des petite vaguelette à la surface du cylindre.
Je pense que ce qui est important pour un bon état de surface c'est que les pivot de rotation n'aient pas de jeu. A refaire, je mettrais des roulements à bille à la place de mes douilles en alu.
Je me pose la question. Si on fait la même chose, mais perpendiculaire à la lame, on pourrait usiner par exemple des épaulements

N'ayant pas de tour, il faut vraiment que je garde ça dans ma tête pour quand j'aurai été chercher le combiné du grand-père
Oui, c'est ce qu'évoque cereus45, dans son commentaire.
Pas bête du tout cette technique, je vais m'en inspirer.
Wow très bonne idée.
encore une victoire du cerveau sur les muscles :-)
C'est un montage génial !
c'est excellent!
Magnifique!
Petite idée: Est-ce qu'en mettant un tout petit peu d'angle entre l'axe de la scie et l'axe du barreau, tu ne pourrais pas faire tourner le barreau sans avoir besoin de la perceuse...???
Hmm, peut-être que le barreau tournerait, mais il deviendrait certainement fou dans sa rotation et ne donnerait pas un cylindre, non ?
Il me semble préférable d'opposer deux mouvements pour créer un usinage.
Oui, le montage risque d'être un peu compliqué, car il faut que l'axe de rotation (vertical) entre l'axe de la scie et l'axe du barreau (horizontaux) soit pil poil centré sur le point haut de la lame de scie pour obtenir un cylindre.
Après, la vitesse de rotation dépendra de l'angle, mais il n'est pas idiot de prévoir un système de freinage... A mon avis, cela permettrait d'obtenir un meilleur fini (pas sûr d'atteindre tes résultat excellents)
Un truc de plus qui ne sert pas à grand chose, à faire quand je serai à la retraite!
Joli Job.
Vraiment génial, gros avantage par rapport au tour, les barreaux sont bien réguliers et la vitesse de réalisation est nettement plus rapide.
Bonjour,
Petite question, pourquoi faut-il enlever le couteau diviseur ?
Merci !
non , à condition qu'il ne dépasse pas la lame !
Autre question : des différentes versions que j'ai vues (ici et sur YouTube), le montage est fait pour que l'axe de la pièce à usiner soit dans l'axe de la lame de scie.
Intuitivement, j'aurais plutôt décalé la pièce à usiner (à gauche, si on la fait tourner dans le sens des aiguilles d'une montre).
Je passe à côté d'un truc important que je n'ai pas vu, ou les deux méthodes sont possibles ?
En fait tout est possible, c'est juste une question de gabarit et d'analyse d'usinage!
Par contre , respecter les règles de sécurité, et ne pas improviser quand on ne maîtrise pas !
Salut,
J'ai une question : le bois effectue une pression sur la lame donc logiquement il y a risque que la lame casse ? Non ?
Il y a par définition une très légère pression latérale, oui. Mais avec une vitesse d'avance modérée, c'est très peut de matière qui donne cette pression. Sans compter que la force centrifuge de la lame lui donne aussi de la tenue à résister à tout ça.
De là à ce que la lame casse, je pense qu'il y a un gouffre.
A ok merci
Romain Delorme jete un oeil à cette création
Ce n'est pas à faire sans précaution, mais dans ce cas, les efforts sont plus importante axialement. Pour cette raison, il faut prendre des passes très réduites et prendre son mal en patience, comme dans beaucoup de domaines!
Le bois ne met pas plus de pression sur la lame que pour un sciage normal (et avant de la casser, n'est-ce pas, il y a de la marge !).
Par contre si tu avances trop vite il y a risque que le morceau de bois se barre. Je viens de faire un montage d'usinage un petit peu différent (je vais bientôt mettre le plan en ligne) et au premier essai je suis allé trop vite, ça a fait "chtok" et j'ai arraché un bon morceau de bois.
Le retour d'expérience (sur 2 cylindres pour l'instant), c'est qu'il ne faut pas hésiter à tourner vite. Je pense que si on tourne vite, on peut avancer un poil plus vite (ou du moins on prend moins de risque d'arrachement).