Euh... même avec du verre de 4mm, je serais curieux de te voire le cintrer au point d'arrondir les côtés d'un ciseau à bois 


Increvable, ça je suis d'accord. Mais mettre une rallonge, encore faut-il être sûr que l'arbre soit parfaitement équilibré, avec des roulements parfaits, et pas trop usé (parfois le cas, sur des toupies anciennes), sachant que c'est pour mettre des outils pas toujours parfaitement équilibrés.
Ok, pour la réalisation : Angle coupés à 45°, colle blanche et scotch... y'a pas plus simple !
PS. Je te conseille de ne jamais devenir professionnel, qui face à un client, doit comprendre et imaginer les solutions techniques pour réaliser un projet que celui-ci lui résume en 3 lignes, et qui ne comprend pas que l'on puisse avoir besoin de connaitre son besoin réel, ses contraintes, l'utilisation à laquelle est destinée la réalisation, etc, pour y répondre du mieux qu'il soit possible ! 
Countryside
Oui ! Méthode "folding",sauf avec du scotch.
Ah, la technique du folding...
On me dit dans l'oreillette qu'un certain oiseau du Puy de Dôme (un VERDIER, il me semble  ) se serait essayé à cette technique dans une récente vidéo... Sauf qu'il s'est un peu raté (comme d'hab !)
) se serait essayé à cette technique dans une récente vidéo... Sauf qu'il s'est un peu raté (comme d'hab !)
Du coup... et bien il montre exactement la méthode que je propose ici 
(Normalement, la vraie technique du folding est d'usiner des "V" aux endroits des assemblages, mais tout en laissant un légère épaisseur de bois, placage ou autre matériau, de façon à ce que cette "pellicule" se plie et fasse charnière, en quelque sorte.)
- Coupe à 45° sur tous les chants qui seront à assembler (pour ma part, et utilisant régulièrement cette technique, mais surtout sur des panneaux en 16 ou 19 mm revêtus de placage, je préfère régler à un poil plus que 45, de façon à ce que l'arrête extérieure soit parfaitement jointive)
- Sur une table, ou juxtapose bien à plat les différentes pièce, et on les pré-assemble au moyen d'une bande de scotch, à cheval sur chaque joint
- Il faut ensuite retourner le tout avec précaution, puis appliquer la colle sur les différentes pente à joindre.
- On replie la "boite" ou l'angle à assembler. Et on rajoute la dernière bande de scotch pour assembler les deux extrémités. On procède de la même manière pour les éventuelles 5ème et 6ème face.
Si ta boite est constitué de panneaux de CP de 5mm, ceci pour des raison de poids, c'est une technique largement assez résistante (si bien réalisé et collé), en tout cas bien plus que le contreplaqué lui même. Comme on le dit pour une chaine, sa résistance est égale à celle du maillon le plus faible de cette chaine. Ici, le contreplaqué lui même sera bien moins résistant qu'un assemblage de ce genre.
Dès l'instant où tu es à même de réaliser de telle pentes, inutile d'aller chercher d'autres solutions d'assemblage telles que celles que tu as citées, qui dans du CP de 5, seront très complexes voire impossible à réaliser, pour un apport nul pour ce qui est de la tenue et de la résistance de ta boite.
Voir la vidéo ici, à partir de 11:13
youtu.be/dsV5tRuSQuI?t=673
Ah si j'avais su qu'un jour, je donnerais une vidéo de cette chaine comme exemple 


En accord en tous points avec trente six seb...
(D'où la pertinence de mon commentaire d'il y a deux jours concernant les informations nécessaires à la bonne compréhension d'une demande)
5000 à 20000 boites, et par an, ça nécessite une une étude encore plus poussée et approfondie que je ne pensais. C'est une réflexion d'industrialisation qu'il faut avoir avec ces quantités là. Et encore mieux tout connaître de ce que sont tes moyen, de ce qu'est ta structure, tes contraintes... Sur des quantités telles, pas le droit de se planter !
J'ai bien quelques pistes, quelques axes de réflexion, mais pas le temps nécessaire à te consacrer pour tout développer en détail comme le justifierait un tel projet, d'autant plus que tu pourrais encore nous réserver quelques autres surprises et découvertes
Je pars travailler, là ... Mais pour moi et mon entreprise. Ce qui déjà va m'occuper largement la journée, voire plus 
Countryside
Je me demande bien ce qu'un spécialiste du supply chain (donc de l'organisation de la logistique et transport/approvisionnement) pourrait bien t'apporter dans ton projet et pour les fabrications dont tu nous parles...

Pas plus qu'une machine à découpe laser, d'ailleurs.
Pour le reste, comme tu sembles aimer nous poser des énigmes, ne connaissant pas ta structure, son domaine d'activité précis (ou celui vers lequel tu souhaites te diriger), quelles qualifications ou niveau de compétence ont tes opérateurs (et motivation à monter des boites 8 h/jour ), et bien d'autres infos utiles, je ne vais pas continuer à te conseiller à l'aveuglette plus longtemps, puisque à chaque commentaire, comme dans les derniers, tu nous distille quelques bribes d'information à petites doses.
), et bien d'autres infos utiles, je ne vais pas continuer à te conseiller à l'aveuglette plus longtemps, puisque à chaque commentaire, comme dans les derniers, tu nous distille quelques bribes d'information à petites doses.
Je rajouterais tout de même, comme je comprends que tu sembles souhaiter t'équiper pour réaliser ces séries de boites, que pour de tels volumes et séries, une CNC de type AVID est à mon avis loin d'être le choix le plus judicieux. Je ne dis pas que ce type de machine n'est pas une bonne machine, je dis simplement que ça n'est pas adapté à de telles séries et à de la production quasi industrielle en continu, et sur du long terme.
Il existe des machines bien plus adaptées à ce type de série, nécessitant un investissement plus lourd, certes, mais qu'il sera possible d'amortir au final bien plus rapidement que ce type de matériel, si tes commandes deviennent régulières.
Je dirais encore que sans doute aurais-je aussi envisagé d'autres alternatives de matériaux, peut-être plus adaptés aux séries dont tu nous parles...
Bonne chance
Countryside
OK. au vu de ce qu'est donc ton activité principale (et puis comme j'ai vu ta page facebook), pour ma part, j'aurais cherché à consulter un ou des spécialistes en sous-traitance d'usinage. Ces entreprises (il en existe plusieurs en France) sont spécialisée dans les usinages de bois et dérivés, même très pointus, équipés de tout le matériel nécessaire et plus performant que tu n'auras jamais, et les maîtrisent parfaitement.
Avec un dossier de consultation complet, ton cahier des charges, il pourront te faire une étude, rechercher, proposer et valider les techniques et le(s) matériau(x) avec toi, et te faire une offre de prix pour les quantités que tu souhaiteras, éventuellement par lots de 100, 500, 1000 pièces... De cette façon, c'est le sous-traitant qui s'adapte à tes besoins, tu n'es pas prisonnier d'un investissement, si pour une raison ou une autre, tes besoins venaient à diminuer.
Si tu retenais ce schéma, une possibilité serait que tu commandes et reçoives tes pièces usinées et prêtes à assembler. Ce qui représentera encore pas mal d'heures, avec tes taches annexes de finition et de préparation à tes besoins.
Sinon, tu peux aussi rester sur ton idée de les fabriquer intégralement, mais avec tout ce que ça nécessitera : Avoir un local suffisamment grand pour mettre un CU voire les machines complémentaires (scie à format, équipement de ponçage, puis finition...). Un système d'aspiration adéquat, l'alimentation électrique suffisante, sans oublier l'air comprimé.
A prendre en compte qu'un centre d'usinage adapté pour ta fabrication, serait idéalement équipé de table de type Nesting (pour le maintien des pièces, uniquement au moyen d'une table intégrale à dépression. Mais peut-être que la fonction Nesting, permettant de réaliser des débits imbriqués, donc avec moins de perte matière, pourrait être intéressante aussi, dans ton cas), changement d'outils automatique, capacité à travailler en deux postes alternés et sans temps morts... Il te faudra aussi apprendre un nouveau métier, les logiciel de CAO et FAO, prendre tous les risques et contretemps de mise au point et aléas de fabrication (ce qu'un usineur spécialisé maîtrise déjà).
Sauf qu'au cas ou cette activité s’avérait plus complexe à mettre au point qu'imaginé, ou que ce projet de boites ne fonctionnait pas aussi bien que prévu ou sur la durée, es-tu prêt à aller chercher toi même des marchés d'usinage, pour alimenter ce nouvel investissement ? Sans compter que celle ci risque alors d'être d'une cote mal taillée, et pas suffisamment équipée, pour des usinages multiples et variés. Tu te retrouverais dans un entre deux, avec un équipement global "semi-professionnel" (pour rester dans un investissement limité), mais peu adapté pour des besoins variés de professionnels du bois, s'il devenait nécessaire de s'y adapter.
Autre possibilité, faire un mix des deux : Passer par un usineur dans un premier temps, tout mettre au point et valider avec lui, lui faire produire quelques séries, apporter les variantes ou améliorations si nécessaire, le temps que ce business se confirme dans le temps... Et dans un second temps, si cette dernière hypothèse est bien confirmée, tu montes une structure dédiée.
Ça doit être précisément ce genre de vis et plot noyé, qui est utilisé pour les assemblages d'angles. Plus des tourillons pour le bon positionnement/alignement des différentes pièces. C'est clairement l'un des assemblages les plus solides et fiable, pour des assemblages de panneaux qui doivent rester démontables.
Et des vis relieuses (avec deux têtes et une tige filetée) pour les assemblage de 2 panneaux à plat.
Idéalement, les deux type de vis avec les mêmes têtes, d'ailleurs.
Tout-à fait, etiennedesthuilliers. Bonne solution que le collage avec un papier intercalé. Sauf que souvent, lorsqu'on recourt à une telle solution, c'est justement parce qu'on ne peut (ou ne veut) y mettre de vis
Une solution à laquelle il m'arrive de recourir, pour des usinages de petites pièces à la défonceuse, est de coller avec du papier journal. Une couche fine de colle blanche sur chaque face à joindre, et on intercale une feuille de papier journal entre les deux avant de serrer. Ainsi, une fois l'usinage réalisé, il faut séparer les deux avec un ciseau, en faisant levier, et ça se fend parfaitement au niveau du papier. Un coup de racloir ou de ponçage ensuite, et c'est parfait. C'est aussi un principe très utilisé par les tourneurs, pour réaliser des demi colonnes ou demi balustres, par exemple.
Pour un usinage, tu peux aussi remplacer l'idée du papier journal par du double face.
Tout-à fait Ara. Ce type de colle thermofusible refroidit très vite et ne colle que moyennement sur du bois.
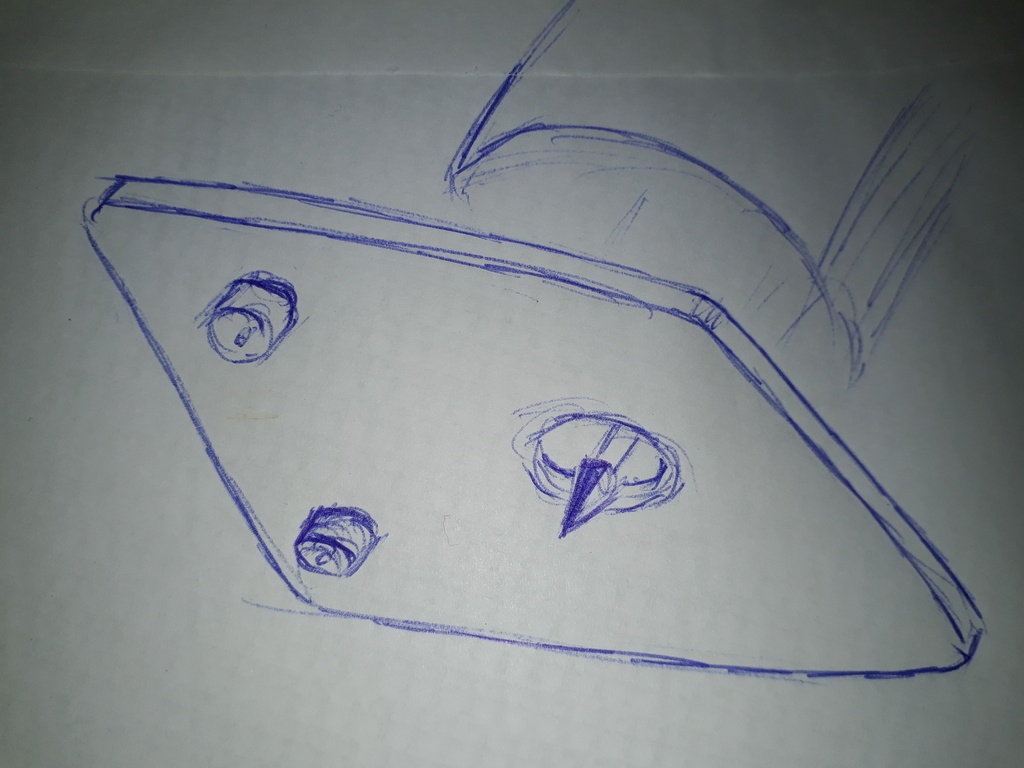
Si la moulure à bien le profil que tu représentes sur ce schéma, EbenoFlo, les moulures creusés "en pointe" ne seront pas compatibles avec un usinage au champignon.
En effet, comme tu le dis, un arbre d'un diamètre le plus fin possible est en général plus adapté, de façon à ce que l'outil dans sa rotation, ne vienne pas creuser en dehors de la partie souhaitée, lors de l'avance de la pièce dans le mouvement circulaire qui doit être le sien...
Je sais, pas simple à expliquer en quelques mots. Alors peut-être une proposition de démonstration : Imagine ta moulure cintrée, creusée "en pointe" comme le représente ton croquis. Essaye de placer le chant externe d'une rondelle ou d'un disque dans cette forme en pointe, et tu comprendras que plus le diamètre du dit disque est réduit, plus il s'approchera de la pointe du fond de la moulure. Mais pour que le bord du disque l'atteigne parfaitement, il faudra qu'il soit d'une épaisseur et d'un diamètre hyper réduit, sinon, il vient buter sur les boudins de chaque coté. Ensuite, tu imagine que ce disque représente la rotation de ton outil, et tu as tout compris. (enfin j’espère ! )
)
Pour de telles formes en pointe, les seules possibilités sont donc de travailler avec un tarabiscot muni d'un fer adapté, et monté sur un compas, à la défonceuse portative, aussi sur un compas et avec une fraise en pointe (ou "à graver"), à la défonceuse stationnaire avec un même type de fraise et un gabarit adapté (mais c'est une machine que peu connaissent, qui n'a jamais été très rependue dans les ateliers), ou encore défonceuse à CN, aujourd'hui.
Une autre possibilité, à laquelle il m'est arrivé d'avoir recours : faire réaliser cette moulure par un tourneur sur bois ! Il faut, pour ce faire, réaliser un panneau support bien rigide, du diamètre extérieur de la moulure finie. Ensuite, il faut y fixer 4 sections (ça peut aussi être plus de section, comme on voudra) de bois raboté, découpées avec du gras en largeur, mais parfaitement ajustées en bout (comme elle le seront sur l'ouvrage définitif). Elle peuvent être fixées par vissage, par l'arrière du panneau, ou encore mieux, collée avec du papier journal (une technique qu'aiment bien les tourneurs, pour faire des demi cylindres, par exemple).
Le tourneur travaille ensuite au "tour en l'air", pour réaliser la moulure, et contrôle progressivement la forme au moyen d'un modèle de la moulure, mais plus surement avec un gabarit de forme de cette moulure, découpé et ajusté à la lime, dans un métal tendre (pour ma part, je l'avais fait dans des chutes de tôle de laiton)... Mais là encore, cela nécessite de trouver un tourneur en capacité de le faire, et de façon suffisamment précise... ce qui devient malheureusement rare.
etiennedesthuilliers
Etienne, c'est à EbenoFlo que je répondais, suite à sa publication de coupe de moulure.
Et donc, je disais que pour une telle moulure, suivant le cintre de cette porte, impossible d'aller jusqu'au fond (jusqu'au plus profond des 2 pointes, j’entends bien), anticipé ou pas, sans "manger" les boudins, et cela, quel que soit le diamètre de l'arbre.
Sinon, pour ce qui est de toupiller "en l'air", au champignon, ou sur un berceau, je ne le fais pas souvent, non. Mais il m'est arrivé d'avoir à le faire tout de même, et donc d'avoir à imaginer et mettre au point une telle solution, même si surement pas aussi souvent que toi, dans ta spécialité de rampiste. Et je suis parfaitement conscient, pour avoir eu à les déplorer puis à les prévoir aussi, de ces "déformations anticipées" à porter sur les fers destinés aux pièces cintrées, pour qu'elle soient d'un profil identique aux pièces droite.
Des reprises à la main, plus ou moins importantes sont relativement inévitables aux jonctions avec les moulures droite, trente six seb. Mais l'idée et la discussion portent ici sur l'objectif d'avoir un profil de moulure cintrée le plus proche possible de la moulure droite, de façon à ce que ces reprises ne se limitent qu'aux jonctions, justement.
Et si les meubles qu'on nous propose ou demande aujourd'hui sont bien moins complexes qu'autrefois, c'est sans doute que ces savoir-faire (et les temps de main d’œuvre qu'ils induisent) ont un coût que peu de gens acceptent (ou ont les moyens) de payer aujourd'hui. En conséquence, ces savoir-faire se perdent, deviennent rares... et plus couteux. Le serpent qui se mord la queue... Cercle vicieux, toussa 
trente six seb Je comprends. Mais ça ferait tout de même une sacrée longueur à reprendre à la main, un burin de sculpteur (qui a une forme en double biseau en V) étant le plus adapté. Mais fastidieux et difficile d'avoir quelque chose de parfaitement régulier, et net.
On pourrait aussi imaginer de terminer ces formes en pointes creuses, avec un passage d'affleureuse équipée d'une fraise "à graver", et munie de 2 galets qui viennent prendre appui et se guider sur le cintre extérieur, par exemple.
Allez, petit croquis ci dessous :
etiennedesthuilliers
Il n'a pas pas de problème, il n'a que des solutions, en effet, Etienne.
J'en ai proposé quelques unes, plus ou moins parfaites ou plus ou moins adaptées aux équipements ou possibilités des uns ou des autres. A eux de faire et parfaire leurs propres expériences, avec tout ça.
Mais je note que tu admets bien ici, que même avec ton expérience que je ne conteste pas le moins du monde de "toupilleur au champignon", même avec un arbre d'un diamètre très réduit, il sera difficile de réaliser les 2 pointes de façon parfaite, rien qu'avec ce moyen ! (Je te taquine, Etienne, tu ne m'en voudra pas, hein ?). En effet, même avec un arbre de 20 mm de diamètre, si l'on considère que ces pointes sont en creux de 10 mm par rapport au point haut de la moulure (sans doute plus, en réalité, je pense), il faudrait donc un fer de 40 mm, au plus large. Ces 40mm en devenant le diamètre, lorsqu'il est en rotation. Donc impossible d'obtenir ces pointes parfaites au champignon. Une solution peut donc être de les oublier, à l'étape du champignon, et de les réaliser de façon fine, par un autre moyen ensuite.
Comme tu le sais, car nous avons déjà eu l'occasion d'en parler, j'ai aussi passé ma vie professionnelle à résoudre mes propres problèmes et défi techniques, mais aussi ceux des autres. Et si ça peux servir à encore plein d'autres que je rencontre ici de façon virtuelle, je n'en serais que plus heureux, de partager et transmettre tout ça !
Confraternellement
Haha, Bonbonveronbi... Vous vous êtes passé le mot, avec etiennedesthuilliers ??? Il est venu me donner exactement la même solution, en MP il y a deux heures ! Bande de petits cachotiers !
Vous vous êtes passé le mot, avec etiennedesthuilliers ??? Il est venu me donner exactement la même solution, en MP il y a deux heures ! Bande de petits cachotiers ! 
Alors, même réponse :
"Effectivement, c'est aussi une solution de transformer la toupie en tarabiscot. Là, j'avoue que je n'avais pas pensé à une solution aussi capilotractée! Espérons juste que personne n'aura besoin de la toupie pour des usinages pour lesquels elle est vraiment conçue et adaptée, pendant ce temps là !"
Précision tout de même, avec cette idée d'usinage. Ça n'est pas l'arbre qu'il faut baisser progressivement pour approfondir les formes creusées en pointes. Mais plutôt le guide, qu'il faut reculer progressivement, de façon à augmenter petit à petit la sortie et donc la prise de ton fer.
Sinon, pour ce qui est de placer l'entraineur, pas de difficulté insurmontable. Si j'avais à le faire, je fermerais les guides au maxi (on peut, puisqu'il n'y pas de rotation de l'outil). Ou alors, fixer un panneau en laissant juste dépasser la pointe utile de "l'outil tarabiscot". Les entraineurs, en tout cas tout ceux que j'ai eu l'occasion d'utiliser, peuvent se positionner à la verticale, parallèlement au guide, donc. Ensuite, il faut l'incliner légèrement, de façon à ce qu'un seul des galets ne soit en contact de la pièce à entrainer (on peut aussi démonter deux roues sur trois, pour n'en laisser qu'une seule), pour éviter les ripages, qui se produiraient inévitablement et au risque d'à-coups lors de l'avance, si 2 ou 3 galets étaient en contact avec la pièce qui doit avoir un mouvement en rotation.
Et encore bravo pour votre réponse concertée, et pour le coup sacrément "tarabiscotée", Bonbonveronbi & etiennedesthuilliers !
etiennedesthuilliers
Même pas un discret petit message privé, comme celui que tu m'as adressé ce matin, et comme tu aimes bien envoyer de temps en temps, d'ailleurs ?
Message qui curieusement donnait exactement cette même solution ?
Arhhh, tu es bien "tarabiscoté", des fois, Étienne !
Bon allez, je sais bien que tu voulais à tout prix avoir le dernier mot, et prouver à tous que toute cette réalisation de moulure cintrée était possible à l'aide de la seule toupie, va !
Allez, je te le laisse, ce dernier mot. Tu as gagné ! Sans rancune et bien confraternellement !
etiennedesthuilliers
Bien tenté, Etienne ! S'il propose effectivement une première phase d'usinage à plat sur la table de la toupie, une de chaque coté de la moulure, mais sans creuser du tout les partie en creux, à la différence de toi qui les faisais partiellement au champignon, c'est bien sur la seconde phase, que vos solutions de "toupie tarabiscot" sont parfaitement identiques et se rejoignent.
Les grands esprits se rencontrent, comme tu dis... mais peut-être en MP, alors ???
Quant-à la solution du tournage, et précisément du tournage "en l'air", je rappelle que je l'ai également évoquée, hier ou avant hier. Solution qui permet, d'ailleurs, de réaliser le profil dans son intégralité, sillons compris, sans qu'aucune autre opération d'usinage ne soit nécessaire ensuite
Très bonne année à toi aussi, Bonbonveronbi , et à tous ceux qui passent ici (ou tout au moins ceux qui liront cette réponse... Mais bonne année quand même, à ceux qui ne la liront pas !)
OK, je pense comprendre ton procédé... Tu travailles donc ta pièce à l'horizontale sur la table, avec un fer refouillé (ou coudé en quelque sorte) qui attaque par dessus, si je comprends bien.
Quand même un peu complexe, et pour un résultat avec ce mode d'usinage sur le principe du tarabiscot, dont le résultat sera sans doute loin d'être parfait.
En effet, le fond du creux doit sans doute être à une dizaine de millimètres du point le plus haut de la moulure. Sachant d'autre part que dans des pièces cintrées, on se retrouvera dans du contrefil d'un coté, puis de l'autre au gré de l'avancement de la pièce, il ne sera possible de faire que des passes de quelques dixièmes à chaque fois. Le principe du tarabiscot reste tout de même d'enlever un fin copeau de bois par de nombreuses passes progressives et successives suivant une avance relativement rapide, (un principe intermédiaire entre celui du rabot et celui du racloir) et surtout pas d'arracher du bois en forçant l'avance de la pièce en prenant de grosses prises, avec un entraineur qui n'autorisera qu'une avance beaucoup plus lente qu'à la main (même si réglé au plus rapide).
Toute cette façon de faire nécessitera donc de très nombreuses passes, et induira donc beaucoup de temps pour un état de surface qui reste plus qu'aléatoire, et en conséquence pas mal de reprise et ponçage à suivre.
Et bien je préfère de loin ma solution de refouillage à l'affleureuse (ou à la défonceuse), telle que je décrivais plus haut et qu'il m'est arrivé d'utiliser, dans des cas similaires. Je n'en ai bien sur décrit et dessiné que très sommairement le principe. Cela nécessite des cales d'épaisseur, par exemple, pour "chevaucher" de part et d'autre la moulure, et éviter que la machine ne déverse. Mais même avec ce temps de mise au point incontournable, ça restera d'un temps de réalisation bien moins long et d'un meilleur résultat que l'idée que tu décris.
Ah, oui ! Idée très intéressante, en effet. Je n'y avais pas pensé... même si nous avons une Lamello Zeta, dans mon entreprise. Mais nous l'utilisons surtout pour des "Tenso", nous n'avons utilisé des "Clamex" qu'en peu d'occasion, mais c'est effectivement une solution intéressante et discrète, comme tu sembles le souhaiter.
Si tu ne veux (ou ne peut) pas acheter, peut-être as tu un collègue ou confrère à qui l'emprunter ? Ou alors, si tu es un client fidèle chez ton revendeur d'outillage, montre toi intéressé par cette machine... et demande si tu peux en faire un essai, quelques jours
C'est une astuce qui peut rendre des services, parfois
Au vu de l'état de l'arrière de la porte (comme le montre l'une des photos), peu de chance que cette porte ait été fabriquée à une époque où existaient les machines à CN !
On savait travailler, réaliser des ouvrages de formes complexes, bien avant l'avènement de ces machines dans les usines, puis les ateliers, même si elles nous facilitent la tache et nous ouvrent de nouvelles possibilités, aujourd'hui.
Mais bien des moyens, outils à main, machines ou méthodes permettent de réaliser de telles moulures, même refouillées, sans recourir à des machines à CN.
Bien sûr. Et pour réaliser diverses formes ou des moulures telles que celle de la porte donnée en exemple ici, des entreprises souvent industrielles et parfois plus artisanales pouvaient recourir à des défonceuses stationnaires, sur un gabarit ou montage d'usinage. Mais ces machines n'étaient effectivement pas à commande numérique, à cette époque.
Ne creuse pas trop tout de même, etign... Sinon, tu pourrais déboucher sur l'ile de Shikoku septentrional !
Nairod OK, c'est bien ce qu'il me semblait voir.
Dans ce cas, le panneau peut venir faire coin dans les rainures, où alors laisser un espace, suivant les éventuelles variations hygrometriques. Pas extraordinaire, comme principe ! Mais bon, s'il s'agissait d'une porte d'armoire, et que les bois étaient à une hygrométrie adaptée, avant réalisation, ça devait peut-être suffire. Ce qui n'aurait pas été le cas, sur une porte extérieure.
Aucun problème à réaliser un tel panneau à la raboteuse, je regrette aussi, etiennedesthuilliers. A condition d'avoir une raboteuse suffisamment large, bien sûr, mais aussi de se faire 2 montages d'usinages adaptés, qui maintennent parfaitement et permettent le bon entrainement de la pièce en sécurité, l'un pour réaliser les pentes longitudinales, l'autre pour les pentes en bout.
C'est bien ce que je dis, ça fonctionne à la raboteuse, en effet mjp. Et avec des montages bien réalisés, pour passer à la raboteuse, il a de la finition, mais rien d'exceptionnel.
Quant-au fait que ça nécessite de la matière, pas plus que si le panneau était utilisé en plein épaisseur.
Pour un tel ensemble de meuble, constitué de plusieurs caissons assemblés, et d'une hauteur non négligeable, une parfaite planéité de la base de départ et donc de référence, est indispensable. Cela conditionnera de parfaits assemblages des caissons, sans déformation de ceux-ci, et donc des jeux parfaitement respectés entre les portes ou les caissons ouverts, ce qui est primordial pour l'esthétique d'un tel ensemble.
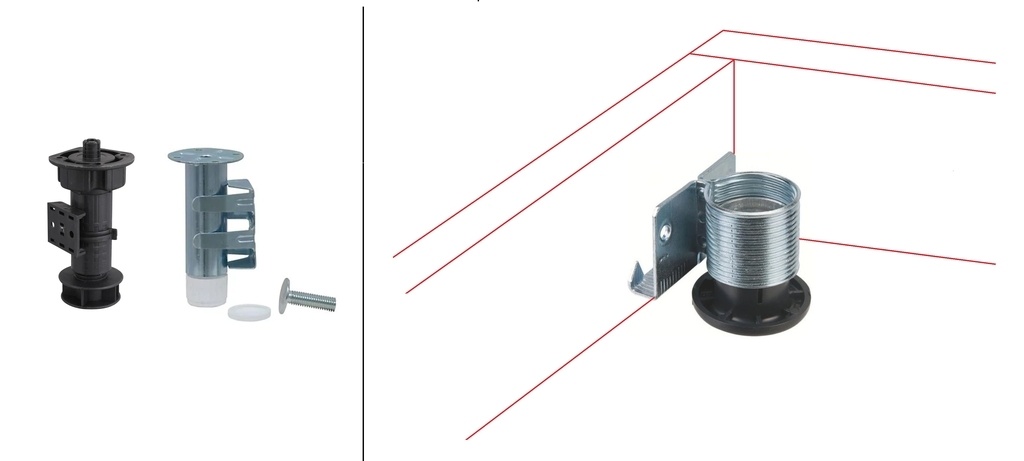
Pour ce faire, on peut partir sur des pieds vérins directement fixés sur chaque caisson, et qui permettront le réglage de chacun de ceux-ci de façon indépendante, comme pour des meubles bas de cuisine, par exemple. Mais ces pieds nécessitent une hauteur suffisante pour pouvoir y accéder pour les régler à la main, une fois en place. Ils sont aussi adaptés pour des caisson de poids contenu, car deviennent très difficile à régler pour des ensembles plus lourds. On me dira qu'il est aussi possible de les régler par l'intérieur des caissons, mais cela nécessite d'y réaliser 4 perçages, ce que pour ma part je préfère éviter. (voir sur la gauche de la photo, pour des modèles de pieds de ce type)
Une autre alternative est donc de réaliser des caissons sans pieds, qui viendront s'assembler sur une surface parfaitement horizontale et plane. Ceci est possible en réalisant un socle indépendant, de toute la longueur de l'ensemble du mobilier, et préalablement posé, réglé de niveau sur le sol existant.
Pour ma part, je réalise le plus souvent ce genre de socle en bandes de contreplaqué 18mm assemblées entre elles (collées/vissées) pour former un cadre, avec des traverses intermédiaires, et équipé de "vérins à griffes" (voir photo à droite). Ceux-ci permettent un réglage parfait du socle qui formera donc une surface de référence parfaitement horizontale, avant d'y poser les différents caissons. Il est conseillé de prévoir un vérin de ce type à l’aplomb de chaque angle des différents caissons, ou à l’aplomb des jonctions entre 2 caissons.
Dans quelques cas, il m'arrive aussi adapter ces socles pour des besoins ou contraintes particuliers en les faisant en massif ou même en tube métal... etc. Mais ici, le type de socle en CP conviendrait sans problème.
A noter que ce socle sert enfin de support à la plinthe de finition, une fois le tout posé. Le socle doit donc être posé à un alignement précis et défini lors de la conception de l'ensemble, pour permettre un éventuel retrait de cette plinthe.
Hmmm, 4,00 m x 2,50 m d'un seul tenant, ça risque d'être un poil difficile à déplacer, et à manœuvrer, je pense !
Bon plus sérieusement, une réalisation en plusieurs modules est le plus adapté...
Mais, je fais un commentaire plus développé, suite à la photo d'exemple que tu as donné, TONY DAVIAU !
Tous les objets ou produits dont tu donnes les liens ressemblent beaucoup à ce que j'ai eu l'occasion d'utiliser, en section de bois reconstituées.
Les produits que j'ai utilisé venaient de chez ALPI, une entreprise italienne qui a fait sa spécialité de ces bois ou placages reconstitués et teintés de différentes couleurs dans la masse. Il travaillent principalement de l'AYOUS, un bois africain relativement tendre, et qui est sans doute adapté à ce procédé d'imprégnation de teinte à cœur.
Ils arrivent même, à partir de placage de différentes couleurs, collés entre eux dans des presses munies de plateaux de formes spécifiques, puis de nouveau tranchés après collage, à réaliser de faux veinages de bois assez réaliste, ou des formes variés utilisés pour des ouvrages contemporains.
Par contre, peu de leurs produits sont largement diffusés. Ils ont une gamme de produits standards assez limitée (ALPIlignum et ALPIkord), mais travaillent beaucoup à façon, ce qui requiert pour s'adresser à eux des commandes de volumes assez importants, des délais inhérents à ces fabrications spéciales, et des coûts qu'il faut répercuter dans le prix des produits finis... Peu adapté à de petites fabrications comme celles que tu veux faire, donc.
Par contre, il est possible que les entreprises que tu as citées revendent de tels produits, (peut-être même de chez Alpi), car sont à même de leur passer des commandes un minimum intéressantes, puis de les redistribuer.
Pour info, et pour des commandes tout de même un poil consistantes, les produits Alpi sont revendus en France, et à destination de professionnels utilisateurs de tels placages, par Hubler ou Rhone Placages, entre autres.
Aucun problème à utiliser un vernis sur ce genre de matériau, même si teinté dans la masse. Un professionnel peut t'avoir dit ça, c'est peut-être son avis ou son choix, mais ça n'en devient pas pour autant une finition imposée par le fabricant, loin de là. Il n'y aucune contre indication du fabricant à utiliser autre chose que du Rubio !