

j'ai bien lu toutes vos réponses.
Donc ce que j'ai fais, déjà c'est bien observer mon bois.
Je n'ai vu aucunes bestioles malgré les usinages.
Tous les trous sembles "débouchant", et j'ai passé un coup de foret dans tous ceux qui ne me semblai pas débouchant.
J'ai rien trouvé du tout ...
Je ne remet pas en cause vos recommandations, mais bruler du bois que j'ai acheté, alors que je n'ai même pas de cheminée ça me donne des boutons 
Alors j'ai pas pratiqué, mais niveau "méca" je peux en parler.
Premièrement pour l'assurance, c'est simple tu modifie une machine homologué.
Tu perds la garantie et l'homologation car le matériel n’est plus utiliser dans le cadre pour lequel il est prévue.
Donc tu va devoir faire une nouvelle homologation avec tout ce qui va bien ( notes de calculs, ... )
Sur le fonctionnement l'entraineur me parait être une bonne idée, mais va impliquer de grosses contraintes.
1cm de passe sur du chêne, sur une poutre de 25cm t'as intérêt à motoriser ça correctement 
Pour moi la clés c'est d'avoir une avance variable, avec un petit variateur c'est facile à gérer via un simple potentiomètre.
Pense également à un système de débrayage facile d'accès comme on peut en trouver sur les raboteuses.

Bonsoir tout le monde, je viens aux nouvelles car cette fois elles sont bonne.
Je me suis attaqué vendredi à cette satané machine pour essayer de la rendre fonctionnelle.
Première étape: remise à plat de la table de sortie.
Je commence par badigeonner la table de marqueur. ce sera utile pour voir l'avancement de la rectification.
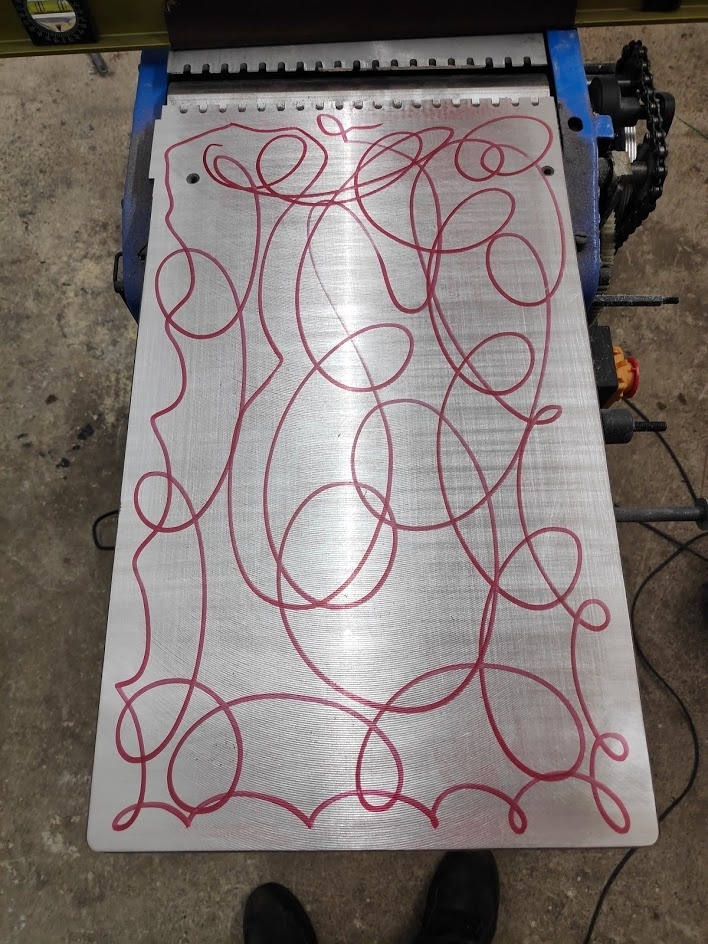

Pour la rectification j'ai utilisé un niveau de mécanicien facom, d'une longueur de 800mm et largeur 25mm. c'est un niveau assez précis, contrôlé sur un marbre il y a 0.1mm d’erreur sur toute sa longueur.
J'ai posé du double face plus large que la largeur du niveau sur toute sa longueur.
Puis ensuite j'y est collé minutieusement des bandes d’abrasif, du P50, puis P80, puis p120.
Et ensuite en avant le travail, j'ai fait naviguer mon niveau le plus à plat possible sur la table de sortie et en tournant autour de la machine avec, en prenant soin de bien croiser les passes.

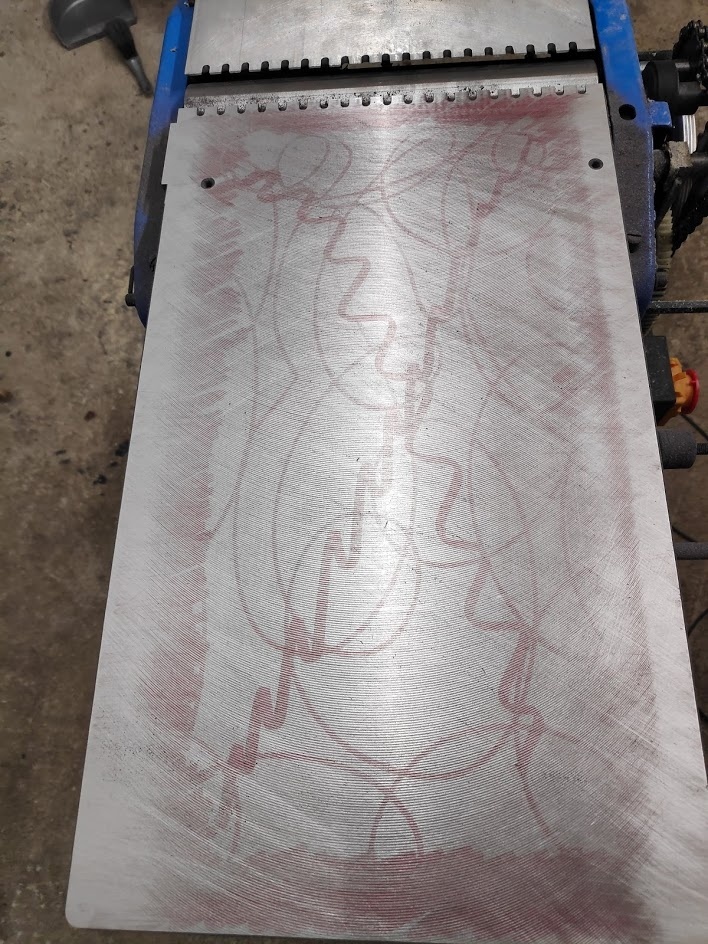
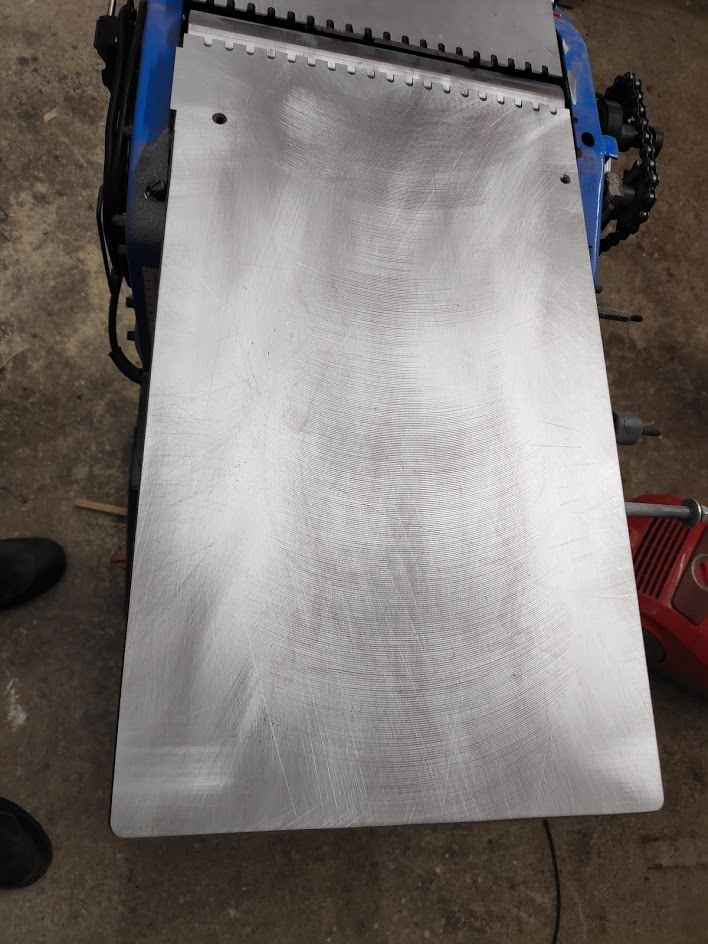
Finalement je ne suis vraiment pas mécontent,car la table de sortie est vraiment devenue plane.
Je n'ai plus aucuns défaut de planéité à ce niveau.
Par contre après les choses se sont gâté car rien n'était aligné entre la table de sortie, la table d'entrée et les fers.
Fer que j'ai du affûter pour rectifier leur forme concave...
Mais le plus gros soucis a tait l'alignement correct de la table de sortie avec la table d'entrée.
Sur ma machine il n'y a aucuns réglage, c'est un châssis en tôle emboutie, et si les trous de fixation des tables sont mal percé y a rien d'aligné, ce qui était mon cas.
La table de sortie penchait ver l'arrière de presque 7/10 !
J'ai donc du repercer un peu la tôle pour avoir du jeu et aligner tout ça.
Bref grosse galère, j'en est bavé, mais maintenant elle usine au poil et est précise.
Le prochain coup si elle se dérègle j'y soude carrément des lumière en acier sur le châssis pour pouvoir régler la table de sortie finement.