

Merci pour la réponse.
Comme je vais avoir des charges lourdes je pense carrément utiliser celle ci (au moins pour la plus hautes qui va recevoir 5/6 étagères 'stockage boites de conserves....etc. (Mon escalier est tout prêt de la cuisine)
junker-slides....ilter_laenge=16
Autrement quand tu ouvre le tiroir le plus haut, est ce qu'il n'y a pas un manque de raideur de la structure du au bras levier entre la poignée et les coulisses?
C'est ce phénomène qui me fait peur.
Laurent51 merci d'avoir pris le temps de me répondre.
Je crois que je vais diviser ce tiroir de cuisine en 2. Ce sera plus prudent. Les tiroirs seront l'un au dessous de l'autre avec une hauteur chacun de 900 mm environ.
bonne soirée

Super, merci pour le partaage
Malheureusement avec le Sketchup de base (gratuit), je n'ai pas toutes ces fonctions sauf erreur de ma part.
ou alors se diriger vers fusion 360 qui est un peu costaud
c'est un peu ce que je proposait dans ma question comme solution de repli par rapport a insert fileté. Comme j'ai un stock de ces vis en Ø 6, j'ai bien envi de les utiliser.
35x35.Pour la fixation du haut j'avais pensé à une mortaise,mais je crois que ça va être difficile pour m'engager. Donc je me propose de faire comme sur les tables de fraiseuse: une rainure en T. On engage le tenon dans la raunure et je place une piece en bois (pièce intercalaire) entre chaque barreau. La rainure est cachée, la piece ne tombe pas, car prise dans la Rainure en T. Serrage en bout de l'empilage. La solution du serrage est à établir.

Bonjour,
votre plan comporte des roulettes alors que la construction est faites avec des glissières. Qu'est ce qui vous a conduit à changer de technique?
Merci pour vos conseils

Astucieux les roulettes. Dans mon cas je ne suis pas sûr que cela fonctionnera car j'ai du carrelage avec des joints pas épais mais suffisant pour créer une sorte d’obstacle.il faudra le franchir à chaque ouverture.

Bien belle réalisation. On distingue un trou dans les marches d'escalier proche de chaque tenon de la liaison avec chaque barreau de la claustra. Je suppose qu'il a un insert métallique dans le barreau et une vis qui traverse la marche d'escalier pour venir se loger dans cet insert afin de serrer l'ensemble barreau claustra /marche. De ce fait tu rend chaque barreau démontable pour passage mobilier. Je fais plein de supposition.
Une simple vis sans tenon n'aurais pas suffit?
En tout cas une belle réussite.
Merci Bonbonveronbi !
Je vais faire un test avec une D3 sur des chutes et aussi avec une époxy bi-composant dont les précautions d'installation seront surement plus contraignantes.

Bonjour,
J'avais bien enregistré ce pas à pas, mais j'avoue ne pas avoir été bien loin dans la description des réglages sur cette machine.
Je ne sais pas comment as tu fais pour réaliser ce déroulé opératoire, mais il est d'une utilité plus que bien.
Maintenant la mise en pratique du réglage de la table de raboteuse est quelque peu sujette à discussion. J'avoue ne pas savoir comment accéder avec 2 mains: l'une avec la clé de 19 pour débloquer l’écrou de serrage de l'assiette et l'autre avec l'autre clé pour bloquer le contre écrou. La trappe sous la scie circulaire ne permet pas le passage de 2 mains.
Je suis persuadé que l’accès par le dessous de la machine reste le plus "achievalable"pour régler ce problème d'assiette de table de raboteuse. est ce que tu es d'accord avec cette approche?
cdlt
Bonjour,
Je viens de m'apercevoir que je n'agissais pas systématiquement sur levier 7 de la table de raboteuse. C'est pourtant ce qui est écrit dans le mode d'emploi de la machine. La table manque vraiment de stabilité sans ce blocage. une vérification au comparateur placé sur la table et la touche du comparateur placé sur le point culminant du porte fer montre que l'on rattrape de l'ordre d'un dixième de millimètre sur l'assiette de celle ci. Je pense avoir résolu une grande partie de mon problème. A consolider quand même.
Bonjour,
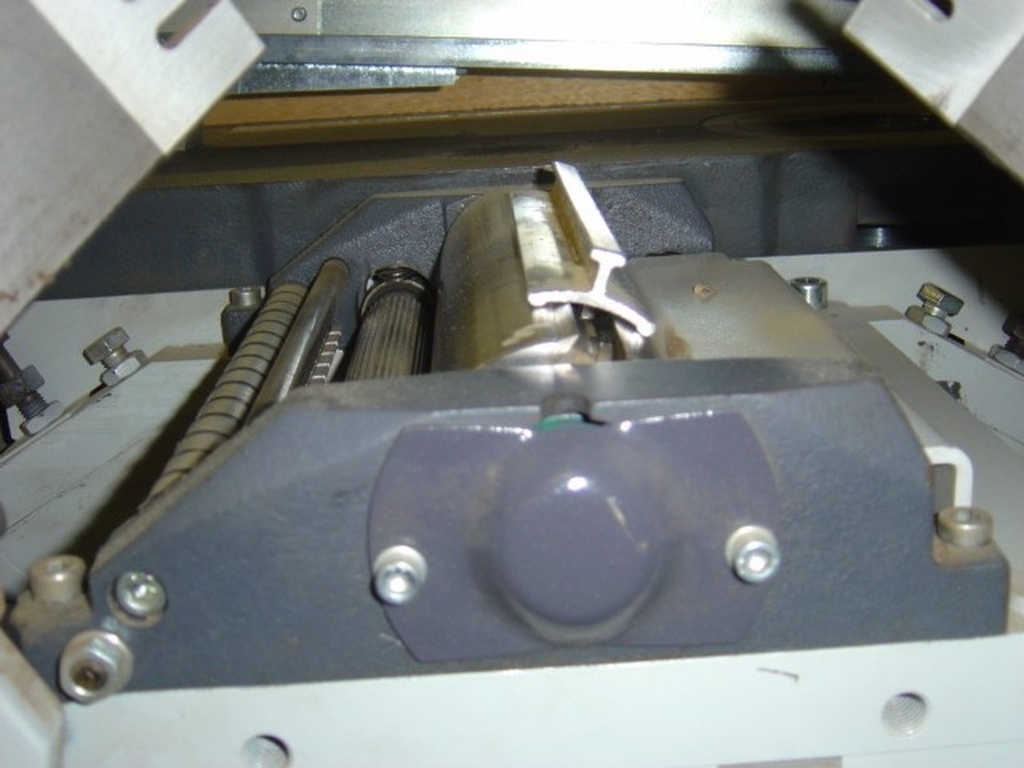
si tu parle de la la pièce orange qui se manque, pas besoin de photo ou quoi que ce soit puisque qu'il faut simplement qu'elle puisse s'engager dans la partie femelle. Le profil de la parie femelle te donnera par déduction le profil de la partie mâle.
Je pense que cette pièce pourrait se refaire en plastique en imprimante 3D. l'ensemble est nervuré, les 6 mm d"épaisseur inclus la nervure
Le bras articulé semble être commun à plusieurs machine, tu pourrais avec de la chance le retrouver sur d'autre machine, mais retrouver la pièce orange seule çà va pas être facile.
Le collecteur de copeaux c'est plus compliqué à refaire mais faisable si tu bricole un peu le métal. cette pièce est indispensable.
Il semble que l'arbre dego/rabo a déjà subi un démontage car le collecteur de copeaux ne se démonte pas sans avoir démonté l'arbre. Ma machine à 35 ans je n'ai jamais eu besoin de démonter cet arbre. Il y a peut être eu tout simplement une nécessité de changer les roulements, mais alors pourquoi ne pas avoir remis ce collecteur?
Pour refaire ton collecteur le mieux serait de reprendre les dimensions exacts sur une machine existante. je ne sais pas ou tu habite, mais ma porte est ouverte.
Pas trop le temps de faire cet exercice car il y a un de la cinématique à l’intérieur avec une pièce qui change de position entre dégauchissage et rabotage.
Cdlt


Merci pour le partage. mes pièces sont aussi trop imposantes, je vais tenter. le fond des queues est surement à reprendre non?

Bonjour,
en revisitant tout mon attirail d'outils pour tour à bois, je me suis aperçu que j'avais une gouge à dégrossir de marque Coulaux. Apparemment marque allemande mais éteinte.
Largeur 25 - 27 mm pas de rouille, nickel. Longueur de la gouge 100 -125 mm. Courte à mon gout. J'ai l’intention de la remettre au travail.

Excellent.
Aller voir: youtube.com/watch?v=1AfvF5b: il y le système de rotation du moulin réalisé avec des boules de pétanques.
Cà fait un sacré poids par boule de pétanque. J’espère qu'ils ont pris les boules lisses. Je n'ai pas peur pour les boules mais plutôt pour le chemin de roulement.
La boule s’appuie sur une ligne circulaire (dans le meilleur des cas, çà fait un demi cercle en simplifiant). si on o 100 boules de pétanques on a une charge de 50 Dan (env) (avec une hypothèse que le poids de la partie tournante du moulin 5 tonnes) sur 1 ligne. La pression exercée sur cette ligne pendant 15 jours (quand la direction du vent est inchangé pendant cette période) çà doit faire des sacré empreinte dans le bois, surtout que l'empreinte est répétée autant de fois qu'il y a de boule. Je ne sais pas si le moulin après un point fixe de 15 jours serait toujours facile à tourné ou pas. En tout cas pas insurmontable je pense. Je ne connais pas le principe utilisé d'origine pour cette rotation. Je trouve l'idée top.

Je m'étais posé la question en voyant ce sujet intéressant ou se procurer ce volant avec vernier pour raboteuse robland: vola c'est ci aprés: masnada.com/co...d-hx310pro.html
C'est surement une belle mécanique à l’intérieur, je suis d'accord c'est un produit onéreux.
Bonjour,
Dans la spécification de cette article:https://www.wdscomponents.com/fr/indicateur-de-position-numerique-a-arbre-creux-horizontal-sens-horaire-alesage-20mm-afficheur-en-bout
je en vois pas le rapport entre le nombre de tour et les graduations. Pour ma part c'est 1 tour= 4mm. le quel prendre?
Cordialement
Bonjour,
Ok merci, je n'avais pas vu le curseur à déplacer. Oui effectivement c'est bien çà il faut que je prenne pitch 4 mm.
Je suppose que la lecture se fait uniquement après avoir rattraper le jeu du renvoi d'angle du fût de la table de raboteuse?
cordialement
JPLegno: en fait je ne comprend pas pourquoi cet article nécessite d'indiquer le sens de rotation, alors que la manœuvre du levier ou de la manivelle de la table de raboteuse se fait dans les 2 sens.
Bonjour,
J'ai bien fait de poser la question je me serais planter je crois. Donc pour moi c'est 4 mm par tour et sens anti horaire puisque la table descend dans ce sens.
Reste pour moi la difficulté d'installation puisque que j'ai la manette de blocage du fut de la table juste au dessus de l'axe du volant de monté descente. Et lui il m'est indispensable puisque j'ai remarqué que sans son blocage j'arrive a avoir plusieurs 1/10 de de décalage entre le coté droit et gauche d'une planche rabotée. Avec le serrage c'est nettement mieux il n'y a pas photo. La Minimax C26 semble être dans la même situation.


Il est sûr que si j'installe cet indicateur le volant actuel doit être remplacer, le disque supprimer. Une belle manivelle avec un bras de levier identique a celui présent serait la bienvenue. Il faudra créer un support avec dégagement local pour laisser passer le levier de serrage. Support à fixer sur le carter du combiné servira à fixer l'indicateur. Tout çà, fait pas mal de boulot.
autrement il y a çà: fr.aliexpress....ler|query_from:

Bonjour,
La fixation de tes mèches à mortaiser semble être du type à pince. C'est à dire qu'il te faut une pince par Ø de mèche. Je ne suis pas sûr que tu puisse installer le mandrin Otello sans modification du son filetage de M20x1.5.
Le mandrin est pour moi la solution un peu plus pratique car il n'y a pas de changement de pince à réaliser. C'est un détail, mais qui peut devenir une galère quand la pince est bloquée à l’intérieur de son logement (si il n'y pas d'extracteur).
Il y a différent montages de pinces et une grande quantité de types de pinces.
Ton montage semble être un montage à pince poussée, comme sur une défonceuse, l'écrou pousse la pince dans son logement. On ne voit pas comment est fait le nez de ton écrou. Est il équipé d'un anneau pour extraire les pinces?
Si tu veux te lancer dans l'achat de pinces il te faut définir parfaitement le profil du logement de ta pince et idem sur l'écrou. Je ne sais pas ce qui te faire dire qu'une pince ER20 pourrait s’insérer dans cet endroit?
A partir de ton profil de logement et d'écrou tu pourra t'orienter vers le type de pince adéquat.
Il se peut que le type de pince de ton montage te limite en capacité de Ø de pince à 16 mm peut être plus ou peut être moins.
Quand tu parle de mandrin conique, je suppose que tu parle de la fixation du mandrin par cône morse. Il faut savoir qu'un cône morse, pareil qu'une pince il faut l'extraire. Pour ta situation ce n'est surement pas possible car il n'y pas de fente d'extraction de cône. (voir perceuse à colonne).
La solution la plus économique semble être l'achat de pinces, mais attention à l'extraction.
Bonne journée
Oak, merci pour la réponse. C'est vrai que je galère un peu avec le positionneur Robland (voir photo) vendu avec la machine. Comme celui-ci peut être placé sur l'arbre de façon aléatoire selon le fer 1 2 ou 3. Même avec un repère visuel sur l'outil, il arrive souvent d'avoir un fer sur 3 dans les choux. Je me dis que celui la , il peut aussi se placer de travers, rien n'en l’empêche. Maintenant si le retour d’expérience d'utilisateur est bon, je vais peut être me lancer.
Bonjour,
très bel agencement de sous escalier. Pouvez vous me dire les coulisses que vous avez utilisées.