
Erebor à très bien expliqué, pour les diamètres de perçage.
Pour les centreurs, ça rend la réalisation de perçages pour les tourillons, très simple.
Tu perces d'un coté (sur les traverses, ici), tu y mets tes centreurs, puis avec des cales, tu viens positionner ton dessus. Une fois bien en place, tu enlèves progressivement les calages, et tu appuies sur le dessus, pour que la pointe marque le centre de tes nouveaux perçages.
Pour les coulisses, si ça frotte de trop ou coince, c'est qu'il n'y a pas assez de jeu. Et justement, les coulisses "sortie totale" sortent... ben comme le nom l'indique. Le plateau ou tiroir sort totalement, et de telles coulisses permettraient donc un accès complet à la glacière.
Le silicone... ça adhère (presque) sur tout. Mais à l'opposé (presque) rien n'adhère dessus !
Je n'ai pas mis un "Je ne suis pas d'accord" rouge, même si c'est bien le cas !
Ça n'est pas le bois qui détermine quels seront les assemblages possibles, jolis ou pas.
Si une essence de bois est choisie, on s'attache d'abord à trouver du bois d'une qualité adaptée (sec, notamment) dans cette essence. Ensuite et au besoin, on adapte l'assemblage choisi à cette essence (jeu très serré ici, du fait que le sapin soit un bois tendre)
Autre point, contrairement à un assemblage par faux tenon, un tenon mortaise classique n'exposera qu'à une seule fois à un risque de jeu, contre deux dans le premier cas.
Cet assemblage est donc tout-à fait possible (même si ça n'est pas le plus simple à réaliser), mais il faudra choisir le bois en conséquence, et adapter ses façons de le réaliser.
Sur le plan de la facilité, le faux tenon gagne, oui.
Et cette solution est aussi possible.
Sauf que ça n'est pas sa question.
Pour la résistance, le vrai tenon sera tout-à-fait adapté avec de telles sections.
D'ailleurs, même si on a des sections inférieures à celles rencontrées en charpente, elles sont tout de même conséquentes, et a t-on déjà vu un assemblage par faux-tenon en charpente ?
Même si trop serré, il n'est pas normal que le rouleau échappe à la gâche de cette façon. Si c'était vraiment le problème, alors il serait impossible d'actionner la serrure, le rouleau n'arrivant pas à s'engager derrière sa gâche.
Ah, trop décalé vers les paumelles, tu veux dire. OK.
Mais il dit qu'il s'agit de paumelle de type Anuba, (d'après ce que j'ai compris). Donc, pas possible de régler en largeur. Et pas très accessible, car "collé" au mur, à ce qu'il dit.
En effet, sur cette photos, on voit mieux qu'il y a un peu d'usure sur le côté de la gâche.
Pas très normal qu'il y ait de l'usure à cet endroit, et ce qui révèle qu'il y a bien un problème soit au stade de la fabrication (trop de jeux), soit de la pose.
Inutile de rechercher chez Ferco, en calant derrière les gâches, mais derrière la têtière est une solution possible aussi, tu retrouveras un jeu de fonctionnement plus normal.
Oui, ca se trouve sans problème.
Ici, plein d'informations sur les références de chaînes, guides et pignons adaptés, dans ma réponse, il y a quelques mois.
mofran
Et donc, il faut en conclure qu'avec une machine en bon état, bien réglée, et une chaîne affûtée, tu aurais tres certainement eu un bien meilleur résultat 

mofran Une mortaiseuse à chaîne sait faire des mortaises très propres, si en bon état et bien réglée. L'utilisation en soit est aussi simple que les autres.
Encore plus parfaites, des mortaises faites à l'Alternax. Mais plus difficile à bien régler.
Il existe aussi des mortaiseuse à bédane vibrant, type Maka, mais plus rare.
Atelier bois couleur
Peu importe, c'est juste pour ne pas que ça rouille, et que ca grippe, surtout.
Sinon, j'ai vu faire dans du gas-oil.
Pas de problème concernant SCM, qui est l'un des plus gros groupe, en matière de fabrication de machines à bois, toutes catégories (depuis les combinées jusqu'aux plus grosses machines industrielles et complexes).
Ils ont des revendeurs partout en France, en outre. Et il y est relativement facile d'y trouver des pièces pour des machines, très longtemps après fabrication.
C'est un terme de maçon, ça !
C'est le fait de réserver un emplacement pour faire passer des canalisations ou monter quelque autre équipement, dans un mur ou une dalle, et qui sera monté ultérieurement.
Je suppose qu'il demande quelle ouverture il lui faut prévoir pour fixer sa porte.
La réponse est donc, entre 5 et 6 mm de plus, dans chaque sens.
Ce qui donnera 2,5 à 3 mm de jeu en périphérie.
Ah...
Tu disais pourtant t'attendre au contraire, dans ta question initiale...
"mais la poutre reste d'un gris marron très sombre alors que j'espérais la voir d'une couleur clair comme un chêne qu'on vient de débiter."
Aussi jaune partout, ça ne va pas être très heureux, par rapport à l'aspect actuel.
Maintenant, ce que tu peux tenter, c'est d'y faire seulement un engrenage, dans le but d'y repasser juste la couche de finition. Peut-être, avec un peu de chance, ça partira.
Si tu optes pour cette solution, essaye sur une des tâches, d'abord.
Mais si ça ne part pas comme ça, c'est remise à nu.
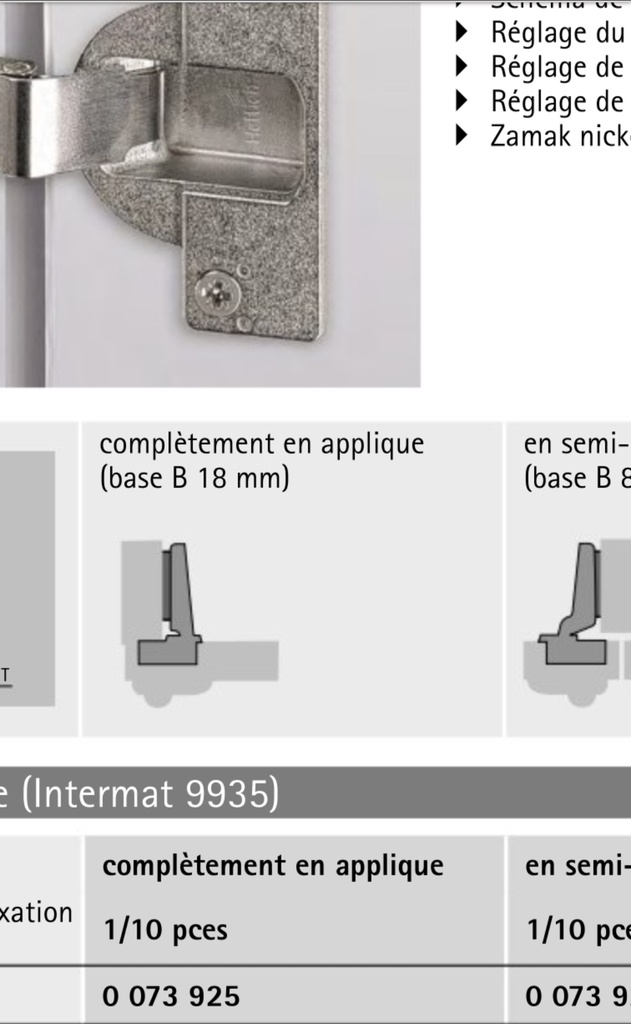
En effet, possible que la forme des embases Hettich donne cette impression d'inclinaison de celles-ci.
Réduire l'espace entre l'embase et le chant peut être une piste, oui.
Vérifie bien l'épaisseur de ton complexe, assemblé.
Les photos donnent l'impression de plusieurs épaisseurs de 19, alors que tu dis que ça ferait 18 + 21. Mais là encore, peut-être sont-ce les photos qui faussent les épaisseurs.
A la lecture des autres commentaires... es-tu vraiment sûr d'avoir les bonnes charnières, jcpx ???
Celles qu'on voit sur ton montage, ne ressemblent pas du tout à ce qu'on voit sur la catalogue Hettich, que tu donnes en référence, concernant le déport !
Il semble bien plus important. Ta référence Hettich correspond à des portes rentrantes, alors que tes portes à toi sont en applique.
Photo ci-dessous.

Erebor Exact !
Donc, si ce sont bien des charnières correspondant à cette référence, elles doivent permettre une épaisseur de porte jusqu'à 43mm.
Il y a un truc qui m'échappe, dans son montage.
Erebor, ce type de charnières, pour "porte épaisse" est justement fait pour ça. Comme son nom l'indique.
Ça permet de recouvrir un montant de 19 (moins le jeu), avec une porte jusqu'à 42mm. Et d'ouvrir, bien sûr.
Oui, jcpx, c'est le commentaire de constibat qui m'a mis le doute. Puis je suis allé vérifier ton lien, qui mène au modèle rentrant. Sans voir le menu déroulant à droite, qui permettait de sélectionner quelle version des 3 possibles.
Celles que tu as ressemblent donc plus au modèle "en applique". J'ai donc dit une bêtise, ce matin...
Ceci dit, ça ne te dis toujours pas pourquoi ça ne marche pas
Erebor
Encore une fois, ce sont des charnières "portes épaisses". Pas des charnières "montants et portes épais".
Elles sont bien prévues pour des montants de 19, dans tous les cas, mais avec une porte plus épaisse que 19.
D'autant plus que si tu mettais un montant de même épaisseur que la porte... elle n'ouvrirait plus du tout, car viendrait talonner immédiatement.
Le problème est ailleurs.

Chatongris Les rayons ligneux, ou médullaires sont plus ou moins épais, suivant différents spécimens de chênes. Donc avec une maille plus ou moins marquée également.
Ici, si on regarde bien, et si on grossit,... on les voit !
Ce sont censées être des charnière "portes épaisses", a ses dires...
Sauf que ses portes sont en applique, et celles de sa référence sont rentrantes.
Je n'avais même pas vérifié, je viens de le faire.
Erebor
En effet, il y a un menu déroulant, sur le côté.
Par contre, si ce sont bien des charnières correspondant à la référence, elles sont prévues pour des portes jusqu'à 43.
Il semble y avoir un problème de référence de charnière, en effet, constibat.
Mais si celles-là étaient des rentrantes, la porte ne serait pas dans cette position, une fois fermée.
Par contre, le lien qu'il donne correspond effectivement à une porte rentrante.
Oups, Édit. Il y a bien le menu déroulant, à gauche, qui permet de sélectionner le recouvrement, pour la même référence.
Pourquoi pas tester, mais sur des chutes !
(Et puis... ça n'est pas encore ton beau-père, si j'ai bien compris  )
)
"Presque tout essayé"... Tu n'as juste pas essayé ce qui marche !
Scie à onglet, ou alors circulaire sous table, portative, plusieurs possibilités existent, si tu tiens à éviter de couper à la main.
C'est sûr que si tu y vas avec des bouts de bois, qui, s'ils ne sont pas assemblés ne peuvent pas être appelés des "socles", ça ne va pas être simple.
Mais si tu trouves la réalisation de socles chronophage et compliqué, mettre des pieds indépendants, si ça peut être une solution, le sera tout autant.
Un socle a l'avantage de permettre de préparer et tout régler d'abord, puis de poser et relier les meubles ensuite, en gagnant du temps sur cette seconde phase.
Alexbois
Les socles, moi je les fais, sauf contrainte particulière, en CP 18mm.
Puis assemblé par vissage (ou alors collé et pointé au pistolet pneumatique)
Mais la encore, il te faudra couper des bandes droites et régulières en largeur.
Tout est à refaire, en effet !

À ce compte-là, mieux vaudrait le restaurer uniquement sur un plan visuel, et faire un objet déco (tu n'auras pas tout perdu !), et en parallèle trouver un autre dans un état plus utilisable.