
Merci Oak ! La réponse est très claire

Non, il est parfaitement stable, la barre centrale en noyer que j'ai mise à 80 mm de largeur rigidifie bien l'ensemble
J'ai également hésité à faire des faux tenons, mais pour l'assemblage en coupe d'onglet je ne voulais pas les voir débouchants et cela me semblait assez complexe à réaliser sans toupie. J'avais également regarder les fraises pour bouvetage à angle droit, mais mes plateaux étaient un peu trop épais et la fraise n'est pas donnée pour une utilisation très limitée...
Sinon, in fine, le bureau est parfaitement rigide ce qui me conforte dans l'utilisation des lamellos. La barre centrale rigidifiant également très bien l'ensemble.
Quand on a acheté la maison, le parquet était recouvert de moquette. Je pensais trouver un plancher en résineux en dessous, mais on a eu une belle surprise.
En effet, je retiens l'idée. Merci
Désolé pour la réponse tardive.
Aucun soucis à ce jour avec la finition. Pour les taches d'eau, il n'y en a pas mais pour la raison simple que pas d'eau/café/thé n'est tombé dessus pour l'instant. Je ne peux donc pas de donner de retour sur ce point.

C'est probablement ce que je vais faire pour un second essai.
Le problème, c'est qu'il faut que je coupe la pièce enveloppe en 42 pièces et que je réassemble tout en ajoutant les parties qui seront coupées (je ne sais pas si c'est clair).
Il y aura donc des arêtes vives (à voir si je peux les éviter) et donc peut-être des éclats lors de l'usinage.
A essayer de toute façon.
Avec la SAR, la coupe ne serait pas toujours bien droite et laisserait des traces sur les flancs (en tout cas avec ma SAR et moi qui pousse la pièce  ).
).
A la scie sur table, il faut prévoir 3mm entre chacune des futures pièces.
Le problème, comme je tentais de l'expliquer, c'est de modéliser la surface en CAO (Fusion 360 en l’occurrence) pour créer ces surfaces de 3mm de large entre les futures pièces, qui doivent de plus respecter les pentes entre ces pièces. Ceci afin d'éviter de créer des arêtes vives lors de l'usinage.
A priori pas très simple, mais je n'ai pas encore essayé...
En revanche si j'y arrive, je compte tenter d'usiner tout à la CNC, y compris les espaces entre les pièces, en ne laissant que 0.5mm à 1mm au fond. Et si tout ça marche, pourquoi se limiter à des pièces carrées/rectangulaires...
PS: à noter que sur la photo je n'ai pas serré toutes les pièces entre elles. Bien serrées, on voit nettement moins les découpes.
Pour info, je viens de mettre le pas-à-pas en ligne.
Sinon, à l'usage, je n'ai aucun problème de rigidité, mais je me limite à des passes de 2mm pour l'instant, donc pas trop d'efforts dans la fraise.
Ça pourrait en effet être une solution, je la retiens même si dans le cas présent, ça fait pas mal de surfaces à coller puis décoller.
Sinon, dans cet essai j'ai utilisé un outillage dont je viens d'ajouter la photo dans la description ci-dessus. Les pièces n'ont absolument pas bougé.
Pour ce premier essai, j'ai fait les découpes avant usinage et utiliser un outillage pour maintenir les pièces (je viens d'ajouter une photo dans la description ci-dessus).
Ceci étant, je vais tenter l'inverse (usinage de la surface puis découpe des pièces), mais cela suppose de modifier le fichier CAO pour ajouter les zones qui seront coupées, tout en gardant une continuité dans les surfaces à usiner afin qu'elles soient bien jointives après découpe.
DIY : Do It Yourself (Fais-le toi-même en français, assimilable à "bricolage")
CAO : Conception Assistée par Ordinateur ==> logiciel modélisant les pièces sur ordinateur (ex: Sketchup, Fusion 360, ...)
Pas mal en fait...
J'ai commencé par modéliser un nuage de points avec Python, puis transformer ce nuage de points en surface avec Meshlab et enfin l'importer sous Fusion360 pour le traiter et créer le GCode pour la CNC.
Il y a peut-être plus simple, mais je voulais partir d'une formule mathématique et/ou d'un nuage de points.
En fait, ce n'est pas si simple que cela, car la surface est symétrique.
A l'origine, je n'avais pas prévu de marquer les bords ce qui l'aurait rendue encore un peu plus compliquée, mais une erreur dans ma prise de référence avait créé une marque dans un coin, je l'ai supprimée en faisant une marque sur tout le tour...
Sinon, il n'y a que 42 pièces et il peut se résoudre en 15 min environ. Les fibres du bois aident dans certains cas également.

Je me suis fais la même remarque, j'ai même pensé au début qu'il y avait une faute d'orthographe et que c'était un rack à vers
Belle réalisation en tout cas.

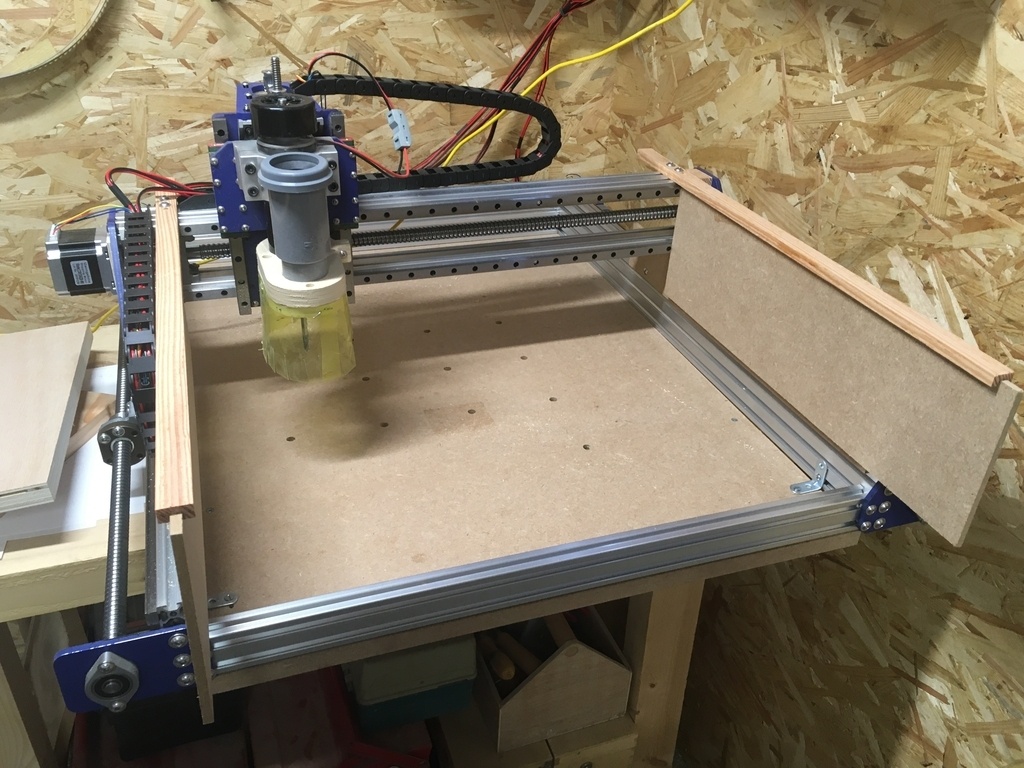
En préambule, mes réponses ci-dessous seront celles d'un amateur qui n'a donc aucun besoin professionnel. Par ailleurs, je n'utilise vraiment la CNC que depuis une semaine...
J'ai placé le martyr (plaque de medium de 19) sous le cadre et l'ai fixé avec des équerres. C'est un peu limite en Z pour atteindre le fond, mais je m'en sors pour l'instant avec des pièces un peu haute ou un martyr sur le martyr... A terme, soit je remonte le martyr à l'intérieur du cadre, soit je descend un peu l'axe Z (les rails en fait). A noter qu"une fois le martyr fixé au cadre, il n'y a absolument plus aucun risque de déformation de celui-ci.
Le site propose un cadre de 600x640, j'ai construit la mienne en 800x640. La seule limite à priori est la longueur des vis à billes (1000mm maximum de mémoire). Attention cependant, avec 800x640 la course utile n'est que d'environ 510mm en X et 620mm en Y.
Pour la broche, j'ai pour l'instant pris celle de 500W qui est assez silencieuse. Elle tourne à 10000 tr/mn et ne bronche pas (je n'ai testé que des passes de 2.5mm dans du chêne). Si nécessaire, soit je monterai une affleureuse (pour pouvoir monter des fraises de 8mm) soit une broche plus puissante, mais pour l'instant cela semble suffire. Pour le Dust shoe, je compte faire celui qu'il propose sur son site, pour l'instant je passe l'aspirateur...
Enfin, j'ai pris des drivers moteurs TB6600 low cost comme proposé et clairement ils chauffent énormément et ne conviennent pas. Ils se mettaient en défaut au bout de 15 min.
Je viens juste de changer pour des DM542T trouvés chez StepperOnLine. Ils ont fonctionné 1h30 sans problème. Ce sont les moteurs (NEMA23) qui sont assez chauds maintenant, à surveiller...
En synthèse, je pense que la conception de base est saine mais les drivers moteurs sont à modifier. La broche est légère mais suffisante pour mes besoins actuels.
Il faut que je trouve le temps pour faire un pas à pas. Cela permettra de partager les petites évolutions faites lors du montage et les problèmes rencontrés.
En effet, je m'étais posé la même question et avait envisagé de placer des équerres si nécessaire.
Sinon,comme dit plus haut, avec le martyr fixé au fond, c'est très rigide. Et comme je ne compte pas en faire une utilisation intensive, je ne pense pas devoir changer le martyr tous les quatre matins.
Cela correspond à un dégagement d'une unité pour une profondeur de 8 unités (1:8).
La tangente de l'angle est donc d'1/8, donc l'angle vaut arctan(1/8) = 7.12°.
L'angle complémentaire donne 82.88°.
CQFD
En fait, il semblerait que ce soit l'arcsin. 1:8 serait la pente (comme sur les % sur la route).
Ça colle mieux avec 1:5 qui fait bien 78.5° (78.7 avec arctan).
Ceci étant je doute que cela ait vraiment de l'importance pour ce que nous faisons sur ce site...
Je confirme, c'est bien du 34mm fini, pris dans des plateaux de 41mm
Une petite réflexion que je viens de me faire en activant mon téléphone portable.
S'il est à reconnaissance digitale, il serait judicieux d'avoir au moins un doigt de chaque main enregistré pour le déverrouillage 

Vu du Douglas, pas demander pour autres pins
Merci pour ces conseils, je vais partir à priori sur un petit chanfrein sur le nez, juste pour moucher l’arête. . Je retiens également le gros chanfrein à l'arrière de la marche et parallèle au limon.
. Je retiens également le gros chanfrein à l'arrière de la marche et parallèle au limon.
Sinon, le collage rayonnant que propose Wil est pas mal aussi, un peu plus compliqué à faire, mais j'aime bien