

Dans le cas présent le mandrin accepte des tiges de mèches de 10mm maxi. Certaines mèches on une tige plus petite que leur partie coupantes. Dans ce cas là perceuse peut accepter des mèches avec une tige de 10mm et une partie coupante de 18mm maxi. Il existe plusieurs modèles de mèches de ce type : les mèches a bois standard de plus 13mm, les mèches plates, les mèches étagées ou fostner, etc ...
Bonjour,
Perso j'ai la 12v. Elle est très bien pour "l'agencement". Légère, maniable, passe-partout et suffisamment de puissance pour des petit travaux de perçage et vissage. En complément j'ai investi dans du 18v d'une autre marque (car j'avais déjà des batteries) pour le travail plus gros. A chaque fois que je bricole, je sors les 2 et je navigue entre l'une et l'autre sans trop me poser de question en réservant de préférence la 12v pour les perçages et la 18v pour les mèches type forstner ou le vissage.
Et comme le dit dBPs, dans ce type d'achat il faut tenir compte de tes éventuels besoins avenir car les batteries représentent une part non négligeable de l'investissement donc il vaut mieux éviter de changer de marque ou de de catégorie d'outils à chaque besoin.
Chez HM Diffusion, en effet, ils avaient un kit pour des filetages a pas rond pour le mobilier en bois vert, mais je ne l'ai jamais vue ailleurs.
Je possède la Rage 5S et j'en suis satisfait. En point négatif pour moi c'est le jeu dans le chariot mobile mais pour être franc, je ne l'utilise jamais.
Dison plutôt que je ferais 2 meubles sur roulettes qui cote à cote ferait la largeur de ton atelier et de la hauteur de ton établi. Comme ça tu peux les déplacer comme tu veux et ils peuvent te servir de désertes. Si tu commence juste le travail du bois, tu ne dois pas avoir beaucoup de matériel alors commence par le principal, le plan de travail central. Le reste tu l'adaptes en fonction de ton matériel au fur et à mesure. Inutile de faire des rangements s'ils restent vides.

Bonjour,
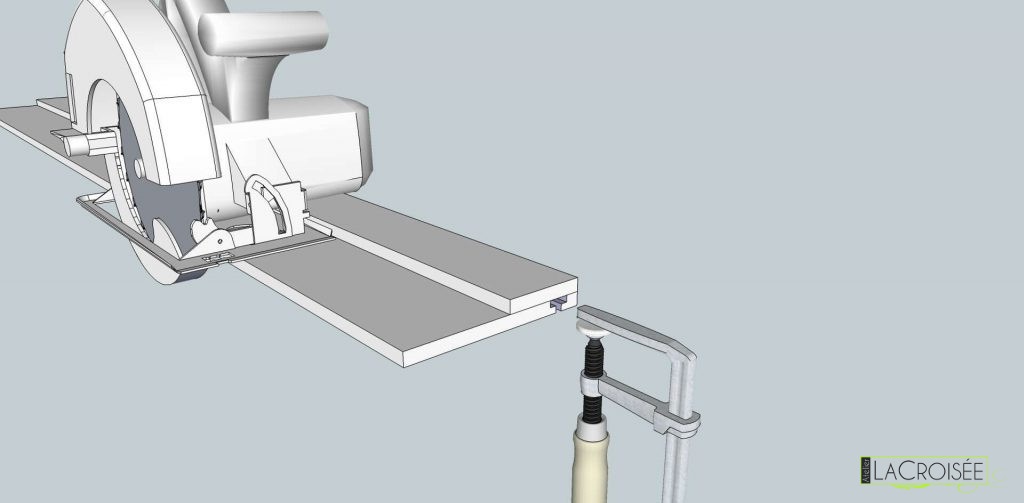
En effet ton système présente quelques risques, mais c'est en essayant que l'on apprend. Comme certain te l'on dit tu peux utiliser un rail de guidage. Cela sera plus sur et quand tu en as l'habitude tu peux faire plein de chose avec. Tu peux même t'en fabriquer un, ou plusieurs de longueurs différentes. Par exemple un de 60cm + 3 fois la longueur de ta scie pour couper les panneaux de mélaminés et tablette de pin que l'on trouve en GSB, puis un de 2 ou 3m pour les couper dans le sens de la longueur, à adapter à tes besoins. Bien penser à rajouter à ta longueur utile 2 à 3 fois la longueur de ta scie pour commencer et finir ta coupe en sécurité.
Tu trouveras plein d'exemple sur internet plus ou moins sophistiqués. L'idée est de couper ton rail avec ta scie pour que le bord de ton rail corresponde avec le bord de ta lame. Cela te permet d'aligner ton rail directement sur ton tracé. N'oublie pas de fixer ton rail avec des serre joints. Comme cela tu pourras tenir ta scie avec tes deux mains. Par la suite tu aussi de faire une table de découpe avec une butée pour les panneaux ou planches à couper et une butée perpendiculaire pour ton rail de scie. Tu peux même faire une butée à 45° pour ton rail.
Bienvenue dans le monde des boiseux, et je te souhaite d'y prendre autant de plaisir que nous.
Tu peux commencer avec des choses simples puis avec le temps tu affines tes besoins et complète avec ce qui t'es utile. Cela permet de commencer avec un budget mini et d'avoir une bonne idée de tes besoins réels. Le plus simple es souvent le plus efficace.
La montée / descente du bloc moteur s'effectue par la manivelle que l'on voit sur le dessus du bloc moteur.
Les point à vérifier que j'énumères ci-dessus sont valable pour toutes les perceuses. Sur se type de machine il n'y a pas grand-chose à régler, soit c'est bon, soit c'est mort, d’où l'importance de bien tout regarder avant et surtout d'essayer. Comme tu veux l'utiliser pour le travail du bois et des métaux, l'idéal c'est d'essayer les deux. Part avec un bout de chevron et un bout de plat en acier de 5 à 10 mm c'est suffisant. Pour l'acier tu peux percer un avant trou de 5 ou 6 puis tu contre perce à 10 ou 12 et tu seras vite fixé.
En se qui concerne l'état, regarde que tout coulisse sans effort, apparemment ces machines n'ont pas servi depuis longtemps. Il faut que tu puisses enlever la couche d'oxyde avec un léger coups de toile très fine. Si ce n'est pas le cas, perso je ne l'achèterais pas.
Attention aux éventuelles pièces à changer. Par exemple un mandrin sur cône morse coûte beaucoup plus chère qu'un mandrin vissable. Sur ce type de machine évite les mandrins auto serrant, tu à un couple très/trop important, d'ailleurs je ne pense pas que cela existe en cône morse mais je peux me tromper. Certaines perceuses ont des mandrins de 16mm au lieu de 13, c'est un plus. Su la notre c'est un mandrin de 13 mais il a été changé et je ne sais pas ce qu'il y avait à l'origine (pour les gros perçage on a une radiale).En perso j'ai un mandrin de 16mm.
Si ton choix s'oriente sur la 1, d'après les photos, il manque un cache latéral sur la photo 2 et elle semble avoir été modifié au niveau de moteur le tube fixé avec les 2 colliers (a voir si ce n'est pas simplement une "poigner" pour aider à la tension de la courroie). En parlant de courroie, pense à les vérifiées. Ça se trouve relativement facilement mais elles ne sont pas gratuites.
Le prix est à débattre, alors débat … bon ça c'est mon côté auvergnat … mais d'un autre coté si le vendeur voit que tu t'y connais il va être plus compréhensif pour la négo.
Quand j'ais acheté ma perceuse à colonne, j'ais du en voir plus d'une dizaine, comme je te l'ais dit soit c'est bon, soit c'est mort. Remettre en état ce type de machine n'est pas rentable si tu dois changer des pièces. Il faut te limiter à un nettoyage et un coup de peinture, éventuellement changer le câble d'alimentation, mais pas mieux.
Bonne chance dans ta recherche
Bonjour,
C’est toujours difficile de dire ce qui est bien ou pas. Comme dit boisenforme, ou d’autres, cela dépend de ce que tu veux en faire. Perso, je cherchais quelque chose de bien précis, une table inclinable, de ce fait j’était obligatoirement sur une machine avec un passage important, donc table mobile, dans mon cas 400mm avec la table, 500 sans table. Avec un mandrin de 16mm en cône morse. On parle de cône morse sans dire à quoi ça sert. Outre le fait d’être beaucoup plus solide qu’un mandrin vissable, il a l’avantage de permettre le montage d’outil a queue conique qui encaisseront beaucoup plus de couple et d’effort donc des outils de diamètre supérieur. Par exemple il m’est arrivé de percer des trous de 20mm dans de l’acier alors que mon mandrin accepte des forets de 16mm. Pour info il faut éviter au maximum les outils avec des queues étagés car un mandrin acceptant du 16mm n’est pas prévu pour du 20 ou du 30. Cela ne veut pas dire que ce n’est pas possible, mais à la longue le mandrin et la broche vont souffrir. Je parle pour l’acier évidement, pour le bois ou les matériaux tendre cela est monnaie courante.
Pour la puissance c’est un peu pareil, certaine machine on des moteurs plus puissants mais au final pas plus de capacité car trop de perte. Mauvais dimensionnement des organes de transmission, roulement de mauvaise qualité et j’en passe. Résultat une machine de 500w aussi puissante qu’une 450w voir même moins. On le constate facilement avec les outils premier prix qui à puissance équivalente n’on pas du tout les mêmes capacités réel de travails que des outils plus haut de gamme.
Pour info ma perceuse fait 400w en monophasé.
Je suis très maniaque avec mon matériel donc très soigneux, c’en est presque maladif. Du coup je suis exigent avec se que j’achète. Pour ma perceuse à colonne, cela m’a pris un peu plus d’un an pour trouver.
On peut que donner des conseils, mais au final c’est toi qui décides et pour te faire une idée, il n’y a qu’une solution : les essayer.
Comme je te l'es déjà dis, sur ces machine pas de réglages ou presque, donc il faut que tout soit ok dès le début.
Idem, j'ai 5 ou 6 fraises que j'utilise régulièrement plus un lot de chinoiserie utilisées pour des travaux ponctuels pour les quels je ne voulais pas acheter des fraises à 50 voire 100€ pour moins d'une heure de boulot.
Bonjour et désolé pour vous.
Contrairement à se que peuvent penser beaucoup de gens, la chaleur n'est pas forcément l'ennemi de l'acier.
Les aciers alliés avec les quelles on fabrique les outils résiste généralement bien à la chaleur. Pour qu'ils soient inutilisable il faut qu'ils subissent une modification métallurgique (grosseur de grain).
Éliminer les outils qui ont bleuis et/ou qui on subit des déformations visibles à l'œil. Une déformation n'est pas forcément dû à une modification métallurgique, mais vas entrainer un déséquilibre de l'outil qui combiner à la vitesse de rotation peut être dangereux.
Vérifier les tranchant des outils avec une lime pour savoir s'ils ont perdu la trempe (dans ce cas ils iront à la ferraille).
Puis comme dit précédemment, séance d'affutage pour tout le monde, même ceux qui semble en parfait état. Un affutage corrigera les déformations minimes éventuelles et permettra ainsi un rééquilibrage de l'outil. Un affuteur sera vous dire si l'outil a été endommagé métallurgiquement en l'affutant (par exemple la forme et la couleur des étincelles sont un bon indicateur pour quelqu'un qui a l'habitude comme les copeaux et la sciure pour les boiseux)
Pour les outils à plaquettes brasées le risque peut aussi venir de la brasure qui résiste moins à la chaleur que l'acier et dont les deltas de dilatations sont très différents. Poser la question a un affuteur s'il a un moyen de contrôle …
Vous pouvez aussi vérifier les filetages des outils ou porte outils, s'ils grippent c'est qu'ils ont subit une grosse monté en température.
Je vous souhaite bien du courage pour la suite. J'ai malheureusement connu la même chose lors de l'incendie du garage de la maison familiale et même si ce n'est que du matériel ça fait ch…..

Bonjour,
Belle table. J'aime bien le style épuré, c'est simple et efficace.
En plus fait avec de la récup … c'est encore mieux.
"Toutes les solutions (perçage trous tangents…) sont quasiment irréalisables dans une plaque de 15 mm !"
Que de certitude … pourtant cette technique à été utilisée pendant des dizaines d'années dans les ateliers de chaudronnerie et se pratique encore pour du dépannage. Ils étaient fous les anciens, ils fabriquaient des appareils à pression et des chaudières étanches par rivetage, ils formaient des fonds bombés GRC ou autre en 25 et 30mm d'épaisseur à la masse et au flambard … des fous je vous dis … et dire que le mec qui m'a appris le métier était compagnon du devoir (oui on disait compagnon du devoir avant au lieu de compagnon de France). Mais bon c'était une autre époque, que dis-je, un autre siècle, j'était jeune et plein d'illusion …
Ne vous offusqué pas, je taquine …
Tout ça pour dire que cette technique fonctionne très bien. Moi qui suis de la vielle école, je m'étonne toujours des affirmations de ce type qui à mon sens tiennent plus du "c'est trop fatigant" que du "oui ça peut marcher".
Pour reprendre l'expression d'un ancien compagnon :
"Tu ne peux pas dire que ce n'est pas possible avant d'avoir essayé 3 fois :
Une première fois pour admettre que c'est faisable mais pas forcément facile,
Une deuxième fois pour comprendre pourquoi tu n'y arrive pas,
Une troisième fois pour réussir.
Les fois suivantes ce n'est que du perfectionnement"
Je me lance : un serrage inversé. On écarte pour faire plaquer contre quelque chose. Ce sont les coupes oblique des extrémités qui me font dire ça.