

Sympa !
Faudrait que j'en fasse une pour mon 45 qui traine dans l'atelier... quand j'aurai fini mon etabli
Tres dur effectivement de faire ce genre de charnières il faut partir très droit. Il y'a une technique que j'aime bien, utilisée par rob cosman :
youtu.be/87vbqCQUigE
Attention pour le calcul en RDM pour du cp ce n'est pas si simple : Le bois n'est pas isotrope (il y a une plus résistante dans un sens que dans que les deux autres). En principe le module d'élasticité longitudinale (dans le sens des fibres) est environ 10 fois plus importante que le radial (dans le sens du rayon du tronc), qui est en principe du même ordre de grandeur mais un peu plus grand que le module tangentiel (au tronc).
Dans ce cas précis du tripli ça marche à peu près bien car la couche du centre fournit environ 15% de la résistance de la poutre mais dès qu'il y a plus de couches ça devient coton à calculer
Pour le tri-pli, il faut que les deux couches externes aient les fibres du bois dans le sens de la longueur de l'étagère.

Intéressant
Je suppose qu'il parle de mdf dit hydrofuge qui est vert (en général l'hydrofuge que se soit placo, aglo, mdr est teinté en vert). C'est normal qu'il ne résiste pas au contact de l'eau il est simplement plus résistant en environnement humide type sdb. Si il risque d'avoir des projections d'eau il faut rajouter une étanchéité dessus
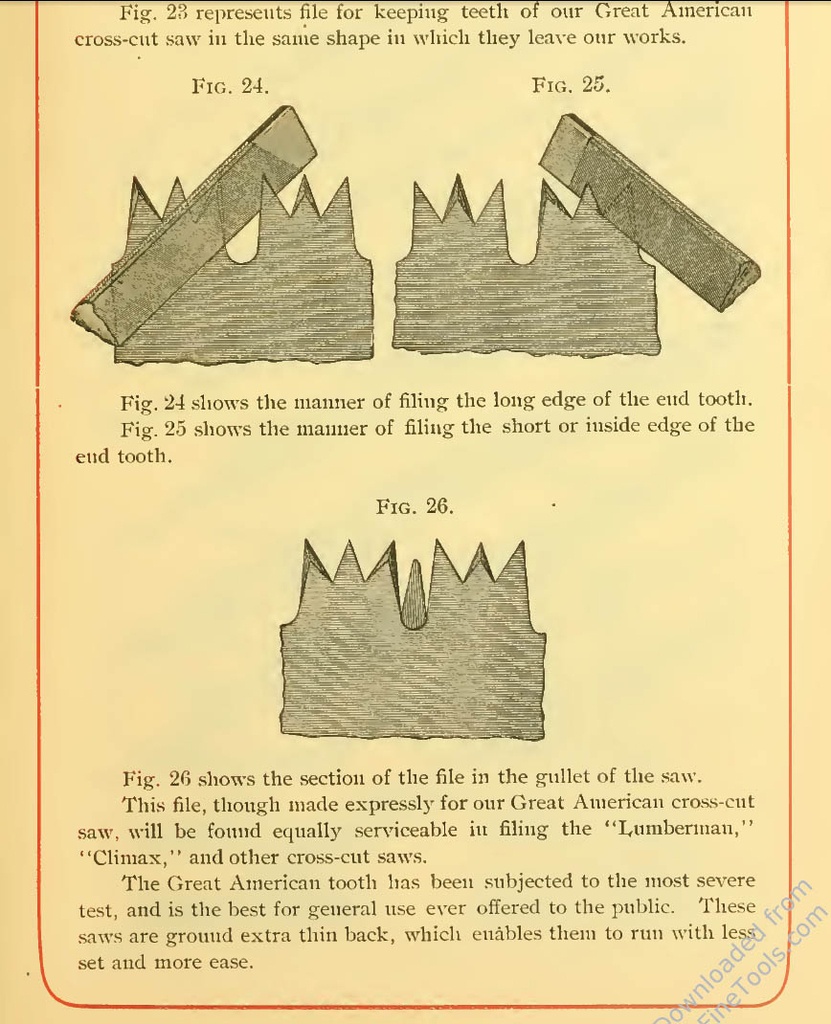

Pour le coup, cette scies ne doit pas être très dure à affuter, c'est juste une denture couchée avec 2 dents sur 3 avec une attaque agressive du au bord vertical... la dent du milieu sert à reguler la pénétration des deux autres.
Ce n'est pas comme les scies a "lances" avec des dents qui font office de tracoirs et d'autres qui soulèvent les copeaux, et qui du coup doivent être assez précisément alignées les unes par rapport aux autres
Sur la datasheet il est indiqué Pmax = 4000 VA, donc bien 16A a 250V (en puissance apparente).
Par contre ça dépend de la classe d'utilisation, En AC1, ça correspond à une charge presque entièrement résistive, donc la puissance de coupure est de 4kW. En AC3, c'est une charge composite à la fois résistive et inductive, type moteurs avec appels de courrant, ce qui limite la puissance de coupure à 500W.
Je ne sais pas quel est le facteur de puissance d'un aspirateur mais dans le doute je mettrais un contacteur
Ouah, j'ai écrit tronçonner ? Pfff je voulais dire deligner évidemment  De toute façon, la denture "couchée" a tronçonner n'a de sens que pour des pas plus grossiers au dessus de 2mm
De toute façon, la denture "couchée" a tronçonner n'a de sens que pour des pas plus grossiers au dessus de 2mm
Je ne sais pas exactement quelle est le pas des dents, mais je suis un peu comme etiennedesthuilliers je trouve que déjà 14-15tpi (~1,5 mm) c'est vraiment le max de ce qui peut s'affuter... 20 tpi c'est une galère a affuter ou a avoyer
Je trouve aussi que les scie à Q.A du commerce ont une denture trop fine
Personnellement Niveau scie à dos j'ai une grosse scie a dos "a tenons" avec un pas de 2,5 (~10tpi) pour deligner et faire des gros tenon et un scie plus fine "a queue d'arronde" à 1,5 (~15tpi) pour les découpes fine, et aussi pour tronçonner tout ce qui peux pas l'être avec une egoine...
C'est une des approches possible, il y a aussi par exemple utiliser 2 scies à pas autour de 2mm (~13tpi) avec denture à tronçonner et deligner. Mais je n'aime pas affuter les denture à tronçonner personnellement et comme une scie doit s'affûter assez régulièrement...
Sinon, l'étau d'affutage du pauvre (de l'homme pressé) peut se faire en refendant un tasseau en laissant 5cm de tasseau non refendu en bout. Après il suffit de glisser la scie a affuter dans le trait de scie et serrer à la presse, ça marche pas mal. Pou les egoines je les prend direct dans la presse de menuisier
etiennedesthuilliers a vrai dire je lime acroupi en ce moment, c'est pas mal (a condition d'être un des rares occidentaux adultes capables de s'accroupir confortablement)... Dans mon atelier actuel, c'est quand je suis debout que je suis plié en deux
Juste pour préciser la question, a mon sens "pierre a huile" / "pierre a eau" n'as que partiellement a voir avec le fluide à utilise...
"pierre a huile" a plutôt tendance à recouper des pierres à matrice assez dure, qu'on peut en général utiliser à l'huile ou a l'eau. Par exemple (pierre india, des Pyrénées, levant, Arkansas)
les "pierres a eau" sont des pierres à matrice assez friables et qui ne s'utilisent qu'à l'eau. En général ce sont des pierres originaires d'Asie, en europe elles sont plus rares, mais il y a les cuticules par exemple
Aucun doute c'est une pierre à huile...
Je suis pas entièrement d'accord. Il est à mon avis possible de trouver des perceuses à colonnes raisonnablement bonne pour bien moins que 600€ neuves. La rigidité et le punch c'est bien mais il en faut en proportion son besoin. Globalement une machine a 500€ pourra très bien faire des trou de 14 dans un morceau de ferraille épais. Maintenant pour percer d25 dans de l'inconel il faut taper dans la gamme industrielle... "métal" et "pierre", ça recouvre une grande diversité de matériaux au propriétés très diverses, c'est aussi flou que "bois" voir plus
Apres je suis d'accord, en achetant de l'industriel d'occase, tu auras forcement mieux pour moins cher, à condition d'avoir la place.
On retombe toujours dans le même question, quel est ce dont on a besoin ?
Quel trou a t'on a faire, dans quoi, avec quelle précision et a quelle cadence ? Ça je ne peut pas répondre à la place de HUBSELF atelier partagé
Ça reste une perceuse à colonne. Je n'attends pas une précision de fou. Si la mèche tourne rond, et que le moteur ne cale pas, le reste je peux faire avec... Si j'ai besoin d'une grande précision entre deux trous, j'utilise une fraiseuse
Tu exagères  on trouve le premier prix chinois à 100 / 150€, quand on multiplie le prix par 4-6 on a un truc qui tient à peu près la route
on trouve le premier prix chinois à 100 / 150€, quand on multiplie le prix par 4-6 on a un truc qui tient à peu près la route
Ps: je parlais de perceuse à colonne d'etabli. Effectivement si tu parles du modèle "grand format" ça n'existe pas 
Après c'est si il veut vraiment du neuf...
Mais personnellement je n'achèterai pas ce genre de machine neuve, rien que parce deja que j'estime qu'il y en a déjà suffisamment en circulation pour ne pas en acheter alors qu'à 30km quelqu'un benne la sienne qui est meilleure.
De tout mon outillage electroportatif, je crois que j'ai du acheter une seule scie circulaire en neuf, tout le reste c'est de la récupération (bon les outil à main, c'est une autre histoire)...
Effectivement, l'huile de lin pure met plusieurs jours / semaines pour reticuler (en fonction de la disponibilité de l'air autour).
Le défaut du siccatif reste sa toxicité.
Attention tout de même, certaine pierres (je pense à ma pierre india côté grain fin) ont tendance à s'encrasser quand elles sont utilisées à l'eau. J'ai aussi l'impression que le côté grain grossier devient plus friable à l'eau mais j'en suis pas certain...
J'aurais tendance à dire qu'utilisée à l'eau la pierre est plus agressive (ça mord plus) qu'à l'huile.
Mais en général toutes les pierres peuvent utilisée à l'eau, même si pour certaines l'huile fonctionne mieux

Doloire / épaule de mouton, à mon sens c'est la même chose. Le manche incliné permet d'utiliser la hache pour equarir sans que le manche gêne
Du coup, j'ai l'impression que ton manche est à l'envers, il est sensé faire un angle avec le taillant, en s'éloignant de la face plate
Il est vrai qu'en principe, si c'est une copie de l'ancien manche, ça doit venir de la photo 
Mais j'ai l'intuition qu'il a un truc, l'espèce de genoux dans le manche doit en toute logique être du côté opposé à la face plate, si je me trompe pas 
Ah, donc ton grand-père la modifié pour s'en servir comme d'une hache droite
On fait avec ce qu'on a après tout
Je confirme, les ciseaux narex ont des côtes tranchants. Un coup de pierre sur l'arrête et c'est bon...
De toute façon les faces latérales sont tellement petites qu'on ne peu pas prendre référence dessus
En dehors de la question imperial/métrique, mesurer le pas est bien plus pratique que compter le nombre de dents sur une distance
Es-tu en train de prétendre que mesurer 25mm+compter 13 dents est plus pratique que de mesurer 2 mm entre deux dents ? 

En dehors de ça c'est strictement équivalent
En général on donne des nombres de dents pour ce qui circulaire, d'où les scie circulaires.
C'est une façon de voir ... 
Évidement il faut regarder sur plusieurs dents mais à mon sens c'est pas une erreur de moins de 0,25mm qui va changer drastiquement le comportement d'une scie (sauf denture très fine)... globalement j'utilise pas en dessous de 1,5 mm de pas (ça doit faire 16tpi). On parle de dents de scies pas besoin d'une précision excessive...
Ara une méthode simple et pas onéreuse est de voir à quel point une lime attaque le rond par rapport à ce qu'elle attaque un racloir. Ca se sent bien. Globalement ça mort énormément dans de l'acier doux, un peu moins dans du dur non trempé et ainsi jusqu'à ce que la lime ne morde plus (à environ 10% de dureté en moins que la lime)
Je suppose que les affilioirs triangulaires étaient à l'origine des tiers points usés dont les faces avaient été meulees pour faire disparaître les dents
etiennedesthuilliers c'est une supposition, je ne vois personnellement pas specialement l'intérêt d'avoir un affiloir triangulaire, mais vous pouvez peut peut-être éclairer ma lanterne ? Après pour retourner le fil, n'importe quoi de suffisamment dur et lisse peut fonctionner avec plus ou moins de difficulté. J'aime bien le faire avec le dos de mes gouges, ça marche pas mal
Ara hehe je suis pas forgeron, mais j'ai fait des études en matériaux. Tous les aciers ne prennent pas la trempe. En principe, si l'outil n'est pas trempé, il a été fait en acier doux qui ne trempe pas, car un acier destiné à être trempé est plus cher...
Donc à moins de faire une cementation (ce qui n'est pas forcément évident dans un garage...), il ne prendra pas la trempe
C'est vrai que j'ai dit plus haut que c'est probablement un modèle post années 70...
L'avantage d'acheter des rabots des années 50 ou avant, c'est qu'il a ses chances d'avoir été utilisé par un menuisier, et donc qu'il arrive bien configuré (semelle plane, contrefer ajusté à la planche du fer). Sinon si le rabot ne ballotte pas quand on le pose sur une surface plane, je pense que la question de la "qualité" est vraiment contingente.