

+4... J'ajouterais même que ces satanés sprays projettent du lubrifiant sur les rouleaux entraîneurs ! Ce qui est contre productif bien sûr. J'ai passé des années à le répéter à mes collègues et ceux-ci n'en tenaient pas compte. Résultat, ça n'entraîne plus et ils en remettent encore plus et ainsi de suite. La paraffine est un incontournable de l'atelier pour moi 
+1 tout est dit 

Ça me rappelle que des bons souvenirs ces semaines de stages de perfectionnement. Ça permettait de rencontrer les autres itinérants et de progresser rapidement... Merci pour le partage

Beau travail, super descriptif de ta réalisation, c'est bien sympa.
+1

Top,top,top! Un régal, comme d'habitude kaj ! Je pense que "l'ami du trait" t'aurait été comme un gant ;-)
Ça chauffe là dedans 
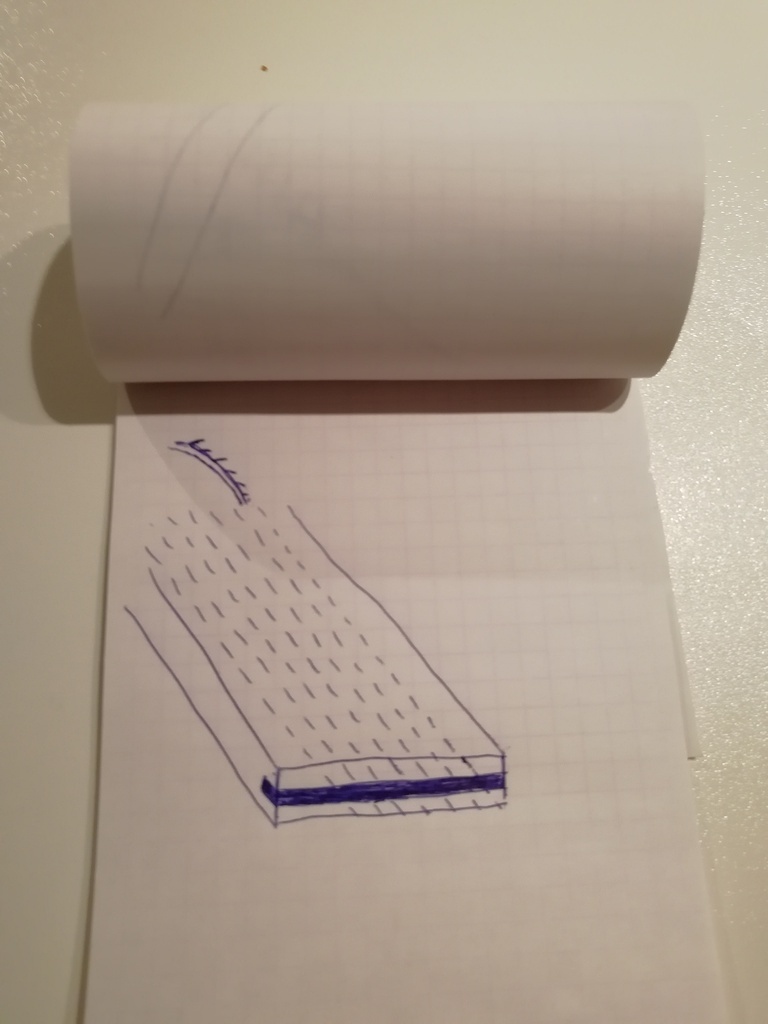
Chacun son style de fabrication mais moi personnellement, je mets 20 mm entre chaques lames. Mais cela dépend de l'épaisseur de ton volet, si tu veux voir encore un peu à travers où pas et du degré d'inclinaison de tes lames.
La rainure que tu vas Usiner sur ton montant te servira pour ton renfort d'épaulement. Comme te l'a dit Sylvain, le défonçage doit se faire en série en usinant tes montants ensembles. Pour cela, fais ton gabarit en conséquence (possibilité de faire plusieurs montants d'une seule fois) ;-)
Le système mentionné par Sylvain
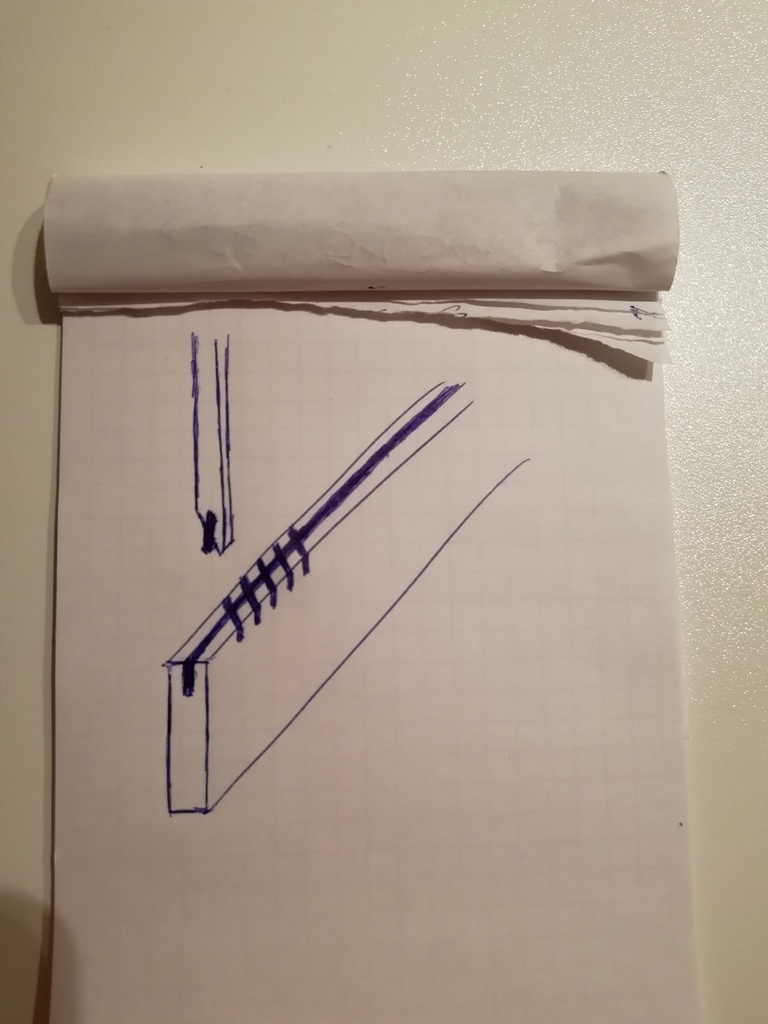
La manière de faire un travail rapide en série. Travailler avec un gros bloc capable raboté en épaisseur à la côte finale de la largeur de tes lames. Ensuite le couper à longueur entre d'arasements + 2 profondeurs d'entailles. Puis luis faire une rainure aux extrémités à la toupie identique en épaisseur à celle des montants (profondeur = aux entailles dans les montants) . Ensuite, déligner ton bloc à la panneauteuse avec l'angle désiré. C'est la méthode que j'ai appris sur mon tour et ça va très vite !
Nickel ;-)

Oui, tout est indiqué en effet

Bienvenue à toi! Une petite présentation dans le "à propos" t'évitera de te faire agresser, enfin j'espère ;-)
T'es deux tables sont parfaitement parallèles ? Car là, à part ta table d'entrée qui plonge vers le porte-outils ou les fers trop ressortis, je ne vois pas. Ou alors, dernière solution mais qui me paraît improbable, défaut de fabrication ou de conception à l'usine, ce qui ferait que tes lèvres touchent les fers. Est-il obligatoire que ta table de sortie soit alignée avec la table de ta scie ? Bon courage
Vu le peu de jeu que tu as entre ton porte-outils et ta table de sortie, il se peut que ton porte-outils lui-même soit trop haut (dans le cas où il est réglable en hauteur).De plus, t'es fers m'ont l'air d'être sortis normalement ! Patience, tu vas trouver ;-)

+1 pour Kaj

Beau travail ;-)

Sympa !
Comme quoi, on continue à en apprendre tous les jours. Je ne connaissais pas la technique de l'élastique. Très intéressant.