
Tachymètre, of course !

Janco, c'est le plus grand pédagogue sur l'énergie, un concept à la fois très simple et inabordable pour la majorité des gens (pour beaucoup, ça se résume à la facture électricité et/ou gaz et/ou carburant) !
Selon les sources, la puissance globale consommée actuellement par l'humanité est de 1/1000e à 1/10000e de la puissance solaire rayonnée sur la Terre : pour vous, c'est beaucoup ou pas ???
Eh bien pour moi, compte tenu que l'Afrique et tant d'autres pays - à juste raison - voudront rejoindre notre niveau de vie, compte tenu que nous-mêmes sommes encore drogués à la croissance (écoutez Janco, toute augmentation de croissance ne provient que d'une augmentation de consommation d'énergie... !), nous allons donc inévitablement passer à 2/1000e, 5/1000e, 1%... de la puissance solaire. Et là, que va-t-il se passer ?
Eh bien c'est tout simplement la vie sur Terre qui va se recroqueviller, on aura moins de placton, de poisson, de bactéries, de végétal, de bois, d'animaux,... d'humains... ? La Vie n'existe que par l’énergie solaire (non renouvelable, mais à une échelle hors de portée de l'humain). Par conséquent, la sobriété et la décroissance sont inévitables. Cela ne signifie pas le retour à la préhistoire comme le prédisent certains mauvais augures politiques, mais plutôt à un niveau XIX-XXe. Il va falloir partager ! Et j'espère désespérément que nous saurons piloter cette décroissance plutôt que d'avoir à la subir par des guerres (...), les famines, les effets du climat ou les révoltes.
Donc le bois est renouvelable à échelle humaine... si on lui laisse le temps de repousser ! On peut faire beaucoup d’habitations ou autres en bois, ça stocke le carbone... comme le pétrole, mais faut le faire sur des millions d'années... !!!
Effectivement, en gros, les technologies électromécaniques sont majoritairement à garder (comment faire des vélos simples ou électriques ?) mais l'informatique - électronique est à nettoyer à 90%. Il faut faire de la low-tech !
Et pour le pétrole... il est renouvelable si mondialement, on en consomme quelques barils par jour... un microlitre par personne et par jour... ? 
J'ai du poirier de Selles-Sur-Cher, il ressemble bien... Le grain est très fin ?

Exactement pareil voici 50 ans ! A la ferme, on avait en tout et pour tout comme outils une scie, une hache, un marteau, une paire de tenailles et une plane : par contre, le verre de bouteilles ou à vitres se trouvait facilement, beaucoup plus facilement que le papier émeri ! On a fait tous nos manches de pioches, pelles... durant très longtemps ainsi : ébauche à la plane, finition au verre. (Après tout, le papier de verre... !)
J'ai passé une semaine à Guédelon, et le jour où je suis allé à la "menuiserie", on m'a donné des manches à faire ! Avec une plane et un banc. Dans du frêne à refendre, plein de petits nœuds et de contre-fil. J'ai alors demandé si on ne pouvait pas avoir du verre pour racler, mais le compagnon - après avoir réfléchi - m'a dit qu'il avait entendu parler de la méthode mais qu'à l'époque, les petits seigneurs ne connaissaient pas le verre. J'ai donc tout fait à la plane, en taillant fortement en oblique...
Bonsoir,
C'est le cas typique d'application de l'écrou frein ! Qu'il soit à bague polyamide, à fente, à déformation... Dans le commerce GSB, tu trouves facilement le premier modèle, qui suffit pour ton cas.
La rondelle Grower ne sera ici d'aucune utilité, car elle n'est pas tout le temps en appui.
Pour moi, on ne touche à l'écrou que pour régler le serrage par l'excentrique, qui, lui, ne tourne pas. Donc encore une fois, cas typique d'application de l'écrou frein.
C'est très exactement cela !
CEDCED, ta planchette avec un repère remplace ce galet pour pas cher !
Et comme avec ta planchette, c'est le point du galet le plus proche de la fraise qui doit rester en contact avec l'arrondi.

Bonsoir,
tu es sûr que c'est une C260 ???
Si le diamètre extérieur de ta vis fait 10 mm, c'est du M10 (métrique (je suppose !), diamètre nominal 10 mm).
Ce que tu as appelé "entre filetage" et qui fait 8 mm (mesuré au mètre à ruban ?  ) doit être le diamètre à fond de filet, qui fait plutôt 8,25 mm...
) doit être le diamètre à fond de filet, qui fait plutôt 8,25 mm...
Si tu prends des poignées en polymère, c'est nettement moins cher... mais nettement moins solide aussi ! Souvent les crans sont bouffés au bout de quelques centaines d'utilisations. Chinois en général, c'est dire !
Bonsoir,
Ainsi que diamètre et longueur de l'épaulement...
Mais sur les vieilles, c'était riveté, je crois ?
Diamètre et longueur de l'épaulement ???
Et diamètre de la tête de vis éventuellement...
lalube Diamètre et longueur de l'épaulement ???
Et diamètre de la tête de vis éventuellement...
Mesure le diamètre de passage dans l'espagnolette et l'épaisseur de celle-ci...
J'ai ça avec un épaulement de diamètre 9. C'est rare, j'ai du 7 - 7,5 - 8 - 8,5 - 10 en quantité, mais 9...
Celle avec la tête hexagonale a une longueur d'épaulement de 3,5 et la partie filetée fait M6, longueur 12.
Celle avec la tête fendue a un épaulement de longueur 3 ; partie filetée M6 longueur 10.
Si ça te convient, suite en MP, ok ?

La difficulté sera de trouver ou fabriquer les pièces d'adaptation...
On avait ça chez mes parents, affutage "en l'air", pas de support !
Et on tournait à la main...
Mets du WD40 dans la fiche femelle, sur les éclipses rouges.
A force d'inventer des sécurités à la c.., on finit par ne plus pouvoir utiliser le matériel...
Les fiches bas de gamme sont souvent très dures à connecter.

Dans Petit inventaire n°2 :
"Les deux autres de marque inconnue mais l'une (la grise) est également débrayable en tirant sur la molette."
Eternum était une excellente marque d'outils à main, fabriqué par Demurger à Roanne (en 74, ils réalisaient même les clés à pipe percées pour Facom et Sam, je l'ai vu de mes yeux !). Ils fabriquaient aussi des scies à métaux et les lames Ultra. Pour l'histoire, [Ultra].
Depuis la désindustrialisation, hélas...
benjams tu as parfaitement raison !
Olivier80, tu ne coupais pas, tu repoussais et arrachais les fibres du bois !
Le couteau en vé que tu montres plus loin est le meilleur outil qui soit pour cette opération, tu peux faire du copiage jusqu'à l'angle du vé.
Avec une petite avance, même pas sûr qu'il soit nécessaire d'utiliser la lunette. On est dans le bois, les efforts sont très faibles par rapport au métal.
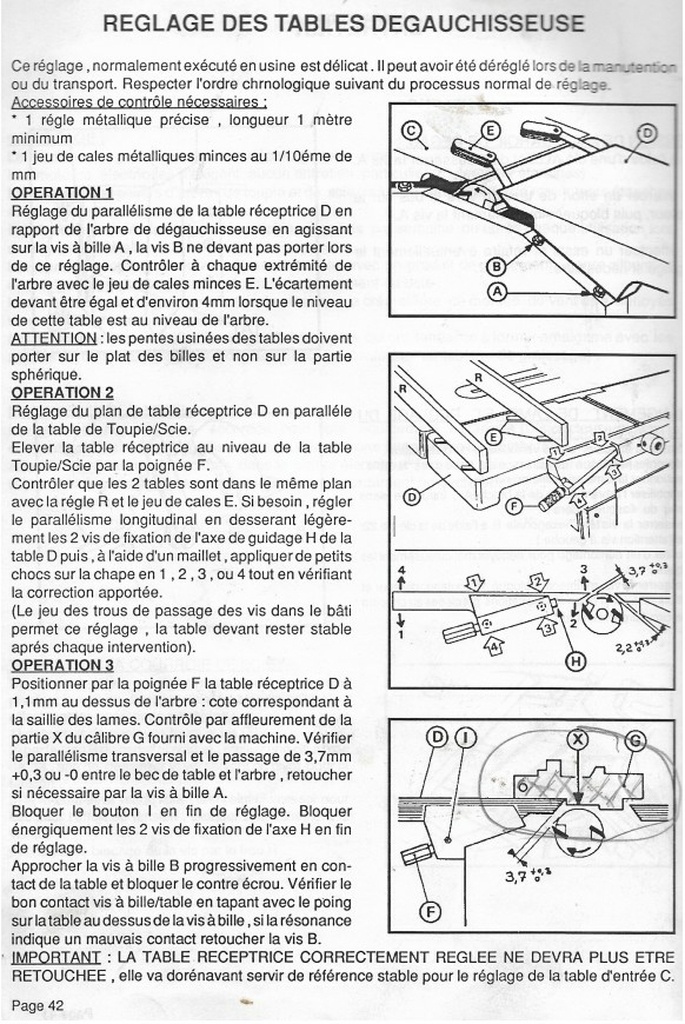
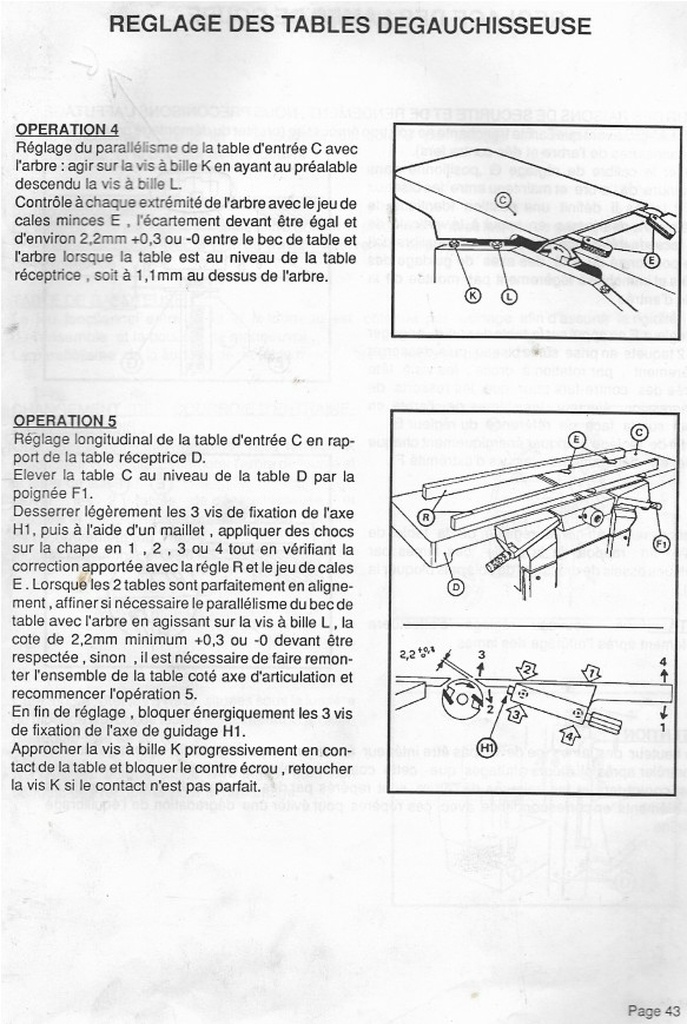
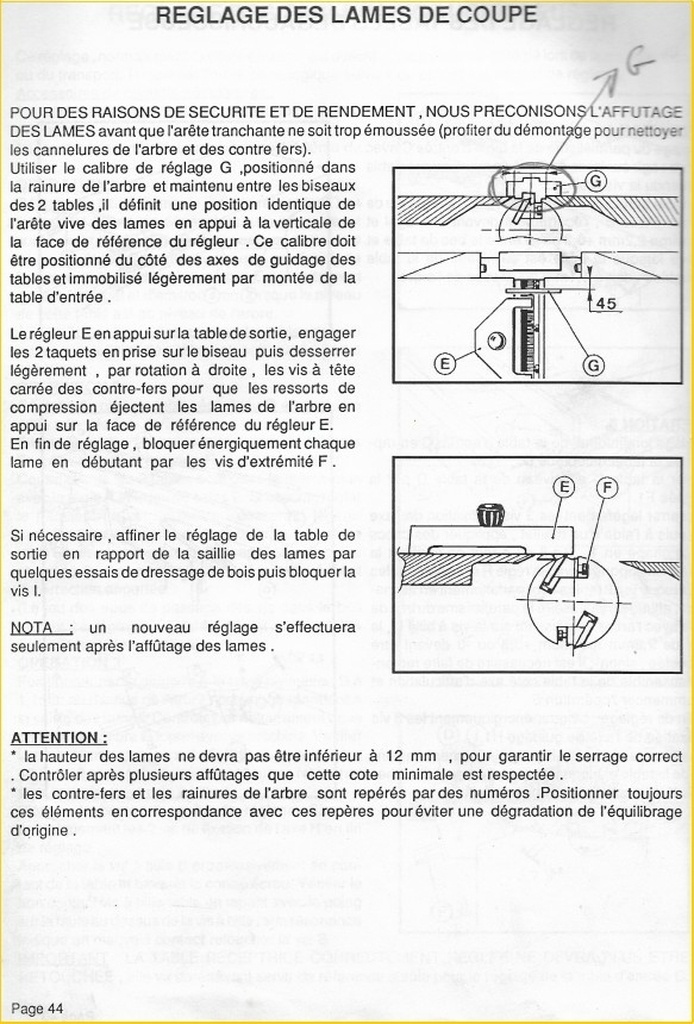
Tiens, je ne sais plus où j'ai trouvé cette doc...
Elle ne correspond pas tout à fait à ta procédure. Je l'ai suivie à peu près pour régler ma combinée mais je n'ai pas fait la table de rabotage (donc ta doc tombe pile ! ). Le réglage des tables de dégau à la massette est impossible, j'ai utilisé des vérins à vis. Il y a peu de jeu dans les passages de vis, mais ça m'a suffit.
Pour finir, j'ai réglé la table de scie/toupie par rapport à la table de sortie de dégau, par des rondelles d'épaisseur, mais l'accès sous la table de scie est pénible !
Bonsoir,
Complètement d'accord ! Dans le métal, depuis qu'on a des vis à billes précontraintes (sans jeu), on travaille toujours en avalant, l'état de surface est meilleur, la puissance de coupe est plus faible, les arêtes tranchantes durent plus longtemps... Que des bénéfices, quoi !
Perso, à la défonceuse - ATTENTION ! uniquement lorsque la section travaillée est faible (chanfreins, congés, chants minces) ! - j'ébauche en opposition, mais je finis toujours en avalant. Je sais ce que ça peut faire, j'y suis prêt et je n'ai jamais eu de soucis. De là à faire cela pour un novice, il y a un ravin !